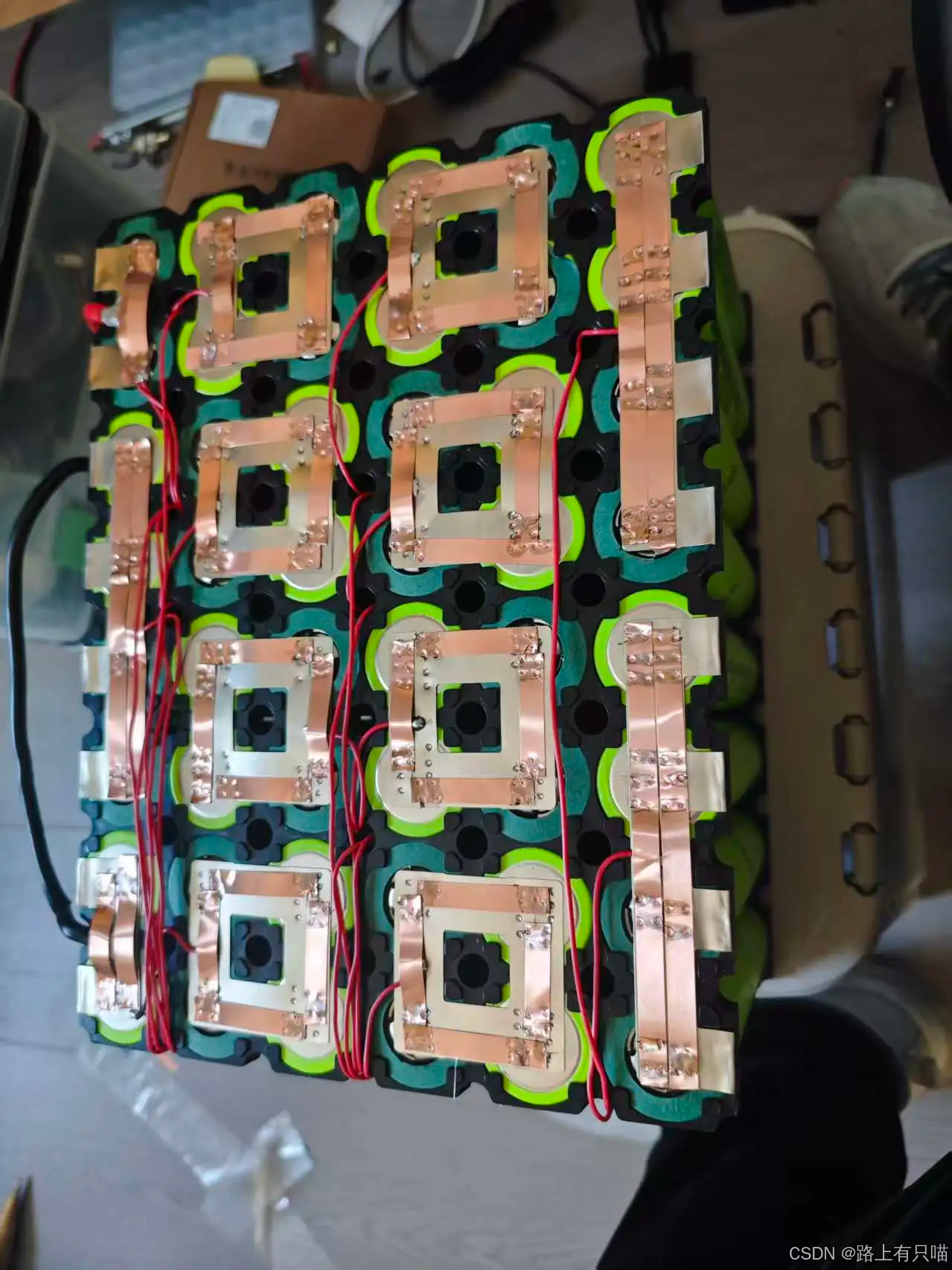
针对电池组动力点焊的过流需求,在原有镍带连接基础上,采用额外叠焊0.2mm厚紫铜带的工艺进行强化。紫铜带具有更低的电导率和更强的电流承载能力,能有效降低内阻与温升,确保大电流放电(如爬坡时超过30A)的长期稳定性。
 将组装完成的72V锂电池组安装至目标电瓶车的电池仓。过程中确保电池组固定牢靠,与原有接口匹配,并对所有对外连接点(如电池插座、信号线接口)做好必要的防水与绝缘处理。
将组装完成的72V锂电池组安装至目标电瓶车的电池仓。过程中确保电池组固定牢靠,与原有接口匹配,并对所有对外连接点(如电池插座、信号线接口)做好必要的防水与绝缘处理。

大负载动态放电(爬坡)性能车辆在爬坡工况下,实测瞬时放电数据如下:
-
总电压:77.63V
-
瞬时电流:-31.66A(负号表示放电)
-
瞬时功率:2458.0W
-
电芯单体平均电压:3.235V
-
电芯最大压差:0.020V
-
电池组温度 :约20℃ 数据显示,在大功率负载下,电池组压差极小,表明前期电芯匹配(内阻、容量)精准;新型紫铜带焊接有效保证了过流能力,无明显热点与压降异常。
 首次完整循环容量校验 模拟日常使用工况执行一个完整的充电-放电循环。正常骑行到2.7V截止电压,测得释放容量为29.6Ah。该数值接近额定30Ah容量,容量保持率达98.7%。
首次完整循环容量校验 模拟日常使用工况执行一个完整的充电-放电循环。正常骑行到2.7V截止电压,测得释放容量为29.6Ah。该数值接近额定30Ah容量,容量保持率达98.7%。 -
 初步路测续航表现 搭载此电池组的电瓶车在实际综合路况下进行了持续测试。从里程表读数327公里开始运行,行驶至422公里结束,累计续航95公里。
初步路测续航表现 搭载此电池组的电瓶车在实际综合路况下进行了持续测试。从里程表读数327公里开始运行,行驶至422公里结束,累计续航95公里。 -
