文章目录
- 1.视觉项目四大应用类型总览
- 2.定位类项目评估流程
-
- [2.1 定位应用的四种类型](#2.1 定位应用的四种类型)
- [2.2 评估四步法](#2.2 评估四步法)
- [2.3 定位类关键指标详解](#2.3 定位类关键指标详解)
- 3.测量类项目评估流程
-
- [3.1 测量项目的典型场景](#3.1 测量项目的典型场景)
- [3.2 评估四步法](#3.2 评估四步法)
- [3.3 测量类关键指标](#3.3 测量类关键指标)
- 4.识别类项目评估流程
-
- [4.1 识别项目类型](#4.1 识别项目类型)
- [4.2 评估三步法](#4.2 评估三步法)
- [4.3 识别类项目案例](#4.3 识别类项目案例)
- 5.检测类项目评估流程
-
- [5.1 检测项目两种类型](#5.1 检测项目两种类型)
- [5.2 评估三步法](#5.2 评估三步法)
- [5.3 检测类关键指标](#5.3 检测类关键指标)
-
- [5.3.1 混淆矩阵](#5.3.1 混淆矩阵)
- [5.3.2 核心公式](#5.3.2 核心公式)
- [5.4 传统算法 vs 深度学习算法](#5.4 传统算法 vs 深度学习算法)
- 6.光学选型技术
- 7.验收模板与指标
-
- [7.1 GRR(测量系统重复性与再现性)](#7.1 GRR(测量系统重复性与再现性))
- [7.2 Correlation(相关性验收)](#7.2 Correlation(相关性验收))
- [7.3 ARR(外观检测验收)](#7.3 ARR(外观检测验收))
- 8.总结:视觉项目评估核心速查表
导读:机器视觉项目千差万别,但评估流程有章可循。本文系统梳理了定位、测量、识别、检测四大类视觉项目的评估方法论,涵盖精度计算、关键指标、验收标准,并补充光学选型与验收模板,助你从需求到交付不走弯路。
1.视觉项目四大应用类型总览
| 应用类型 | 核心目标 | 关键指标 | 难度 |
|---|---|---|---|
| 定位类 | 引导机械臂准确抓取/放置 | 定位精度、CPK | ★★★ |
| 测量类 | 管控来料尺寸,剔除不合格品 | GRR、Correlation | ★★★★ |
| 识别类 | OCR/读码/目标识别 | 识别率 | ★★ |
| 检测类 | 缺陷检出与分类 | 漏检率、过检率、精确率、召回率 | ★★★★★ |
2.定位类项目评估流程
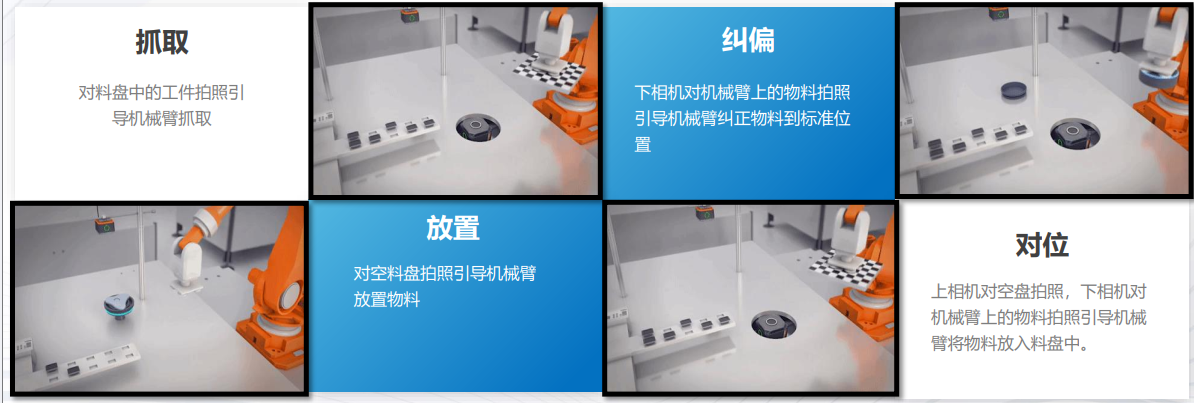
2.1 定位应用的四种类型
| 类型 | 描述 |
|---|---|
| 抓取 | 对料盘中的工件拍照,引导机械臂抓取 |
| 纠偏 | 下相机对机械臂上的物料拍照,引导纠正到标准位置 |
| 放置 | 对空料盘拍照,引导机械臂放置物料 |
| 对位 | 上相机对空盘拍照 + 下相机对机械臂上物料拍照,引导物料放入料盘 |
2.2 评估四步法
Step1:了解历史能力基线
过去做过的定位应用中精度最高可达 0.005mm。
Step2:物料特性对精度的影响
精度能否做到,取决于两个关键因素:
- 强度(软硬):越软的物料,形变越大,定位精度越差
- 尺寸(大小):尺寸越大,角度跳动带来的误差越大
角度跳动误差公式:
Δ X = L × tan ( Θ ) \Delta X = L \times \tan(\Theta) ΔX=L×tan(Θ)
其中: Δ X \Delta X ΔX 为定位误差, L L L 为物料尺寸, Θ \Theta Θ 为角度跳动。
经验法则:以手机屏(约100mm)为分界线------小于100mm可以做到0.1mm精度;大于1m要做到0.1mm直接很难。
Step3:单像素分辨率计算
若目标定位精度为 ± 0.12 mm \pm0.12\text{mm} ±0.12mm,则:
| 分解因素 | 计算方法 |
|---|---|
| 整体精度 | ± 0.12 mm \pm0.12\text{mm} ±0.12mm |
| 视觉精度(占1/3) | 0.12 / 3 = 0.04 mm 0.12 / 3 = 0.04\text{mm} 0.12/3=0.04mm |
| 单像素精度(占视觉精度1/3) | 0.04 / 3 ≈ 0.0133 mm/pixel 0.04 / 3 \approx 0.0133\text{mm/pixel} 0.04/3≈0.0133mm/pixel |
核心公式:单像素精度 = 整体定位精度/9
Step4:高精度定位的客户要求
- 机构:悬臂尽可能短,执行末端离法兰中心越近越好
- 驱动:直线电机 > 伺服电机 > 步进电机,尽量用大理石平台
- 拍照方式:静止拍照精度 > 运动拍照精度(飞拍/动态抓取)
- 特征要求:视觉定位特征必须具备加工精度,最好覆盖整个视野,过渡带不超过3个
2.3 定位类关键指标详解
bash
定位精度 = 机构精度 + 运动精度 + 视觉精度| 指标 | 定义 | 验收要求 |
|---|---|---|
| 视觉精度 | 标定误差 + 图像处理误差 + 坐标转换误差 | 单像素精度 = 视觉精度 / 3 |
| 标定误差 | 相机与机械手标定后代入验证的偏差 | ≤ 1个像素 |
| 静态精度 | 相机不动,重复对同一物料拍照100次 | 偏差 ≤ 1个像素 |
| 动态精度 | 机构在A、B点往复运动,到A点对同一物料拍照100次 | 偏差 ≤ 2~3个像素 |
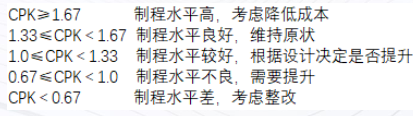
| CPK | 完成16/32片物料生产后量测,计算制程能力指数 | CPK ≥ 1.33 为通过 |
验收顺序:先出静态精度数据 → 再出动态精度数据 → 最后出CPK数据
3.测量类项目评估流程
3.1 测量项目的典型场景
- 测量圆环内部亮度,检测异物堵塞
- 测量柱点角度,要求角度误差≤ 0.5°
- 测量针脚高度、塑料高度、U槽宽度及相互角度
3.2 评估四步法
Step1:明确测量偏差与公差
测量的正确性通过与更高精度的量测设备(如OMM二次元或CMM三坐标)比较来评判。
- 若客户只能提出公差 ± 0.12 mm \pm0.12\text{mm} ±0.12mm,按1/10公差 选择单像素分辨率
- 示例:公差 ± 0.12 mm \pm0.12\text{mm} ±0.12mm → 单像素 0.012 mm/pixel 0.012\text{mm/pixel} 0.012mm/pixel → 与真值偏差可做到 ± 3 \pm3 ±3 像素 = ± 0.036 mm \pm0.036\text{mm} ±0.036mm
⚠️ 如果客户要求"不能有偏差",该项目无法实施------视觉测量必然有波动。
Step2:物料特性影响
与定位类相同,关注强度和大小:
- 产品越小 → XY定位精度越高,角度定位精度越差
- 产品越大 → XY定位精度越差,角度定位精度越高
Step3:单像素分辨率计算
| 场景 | 计算方法 |
|---|---|
| 有明确公差 | 单像素 = 公差/10 |
| 有明确允许偏差 | 单像素 = 允许偏差 /3 |
示例:偏差 < 0.12mm → 单像素 = 0.12/3 = 0.04mm/pixel
Step4:高精度测量的客户要求
- 静止拍照 > 运动拍照(飞拍测量精度较低)
- 条件允许尽量选择长焦镜头 ,物料小直接选 远心镜头
- 视觉测量的特征必须具备加工精度,最好覆盖整个视野,过渡带不超过3个
3.3 测量类关键指标
| 指标 | 定义 | 验收标准 |
|---|---|---|
| 来料公差 | 零件制造允许的尺寸变动量 | 客户提供 |
| 测量偏差 | 视觉测量值与OMM真值之差 | 需打光方式、量测边、量测方法一致 |
| OMM | 高精度量测设备(二次元),用于验证视觉测量 | - |
| GRR | 测量系统误差(精确度、稳定性、可重复性、再现性) | 3片物料各测10次 |
| Correlation | 测量值与标准值的相关性 | 16/32片物料量测,相关性 ≥ 85% |
GRR验证方法:一片物料反复量测10次 × 3片不同物料×3个操作者
4.识别类项目评估流程
4.1 识别项目类型
| 类型 | 说明 |
|---|---|
| 深度学习识别 | 非标项目(颜色识别、米袋识别、饲料袋识别等) |
| DLOCR | 深度学习OCR |
| 读码 | 条码/二维码读取(建议使用读码器) |
4.2 评估三步法
Step1:识别率能力基线
| 识别类型 | 最高识别率 | 限制条件 |
|---|---|---|
| 读码(读码器) | 99.99% | - |
| OCR(深度学习CPU版) | 95%~99.95% | 99.95%要求字符角度 ≤ ±20° |
⚠️ OCR识别率要求99.99% → 无法做到
Step2:各类识别的详细评估
VeriCode码:
- 需要专用加密狗
- 先定位VeriCode码位置 → 再解码
- 解码时间:200ms以上,整体耗时200~300ms
- 最小码尺寸:0.28×0.28mm
读码:
- 常见码制均支持
- 解码位数超过30需慎重(可能超能力集)
- 条码最小宽度:10mil,长度60~122mm
- 耗时 < 60ms需考虑使用读码器
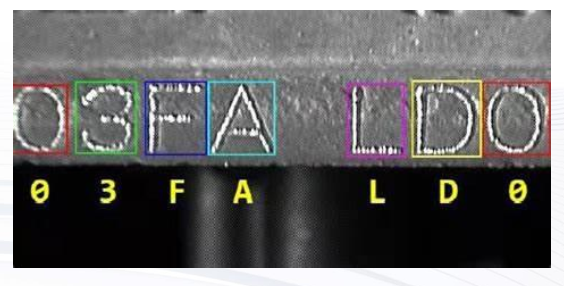
OCR:
- ❌ 中文标签无法识别
- 字符高度 ≥ 12/528 × 图像分辨率较大者
- 耗时< 40ms做不了
- OCR通常伴随字符缺陷检测,会大大增加项目难度
Step3:客户要求
识别类应用通常尽可能提供图片给视觉方做测试和评估。
4.3 识别类项目案例
读码门、兽药盒读码、读码+OCR、饲料袋识别、米袋识别搬运、颜色识别、线序颜色识别、奶盒OCR
5.检测类项目评估流程
检测类项目是所有视觉应用中最难的场景!
5.1 检测项目两种类型

| 类型 | 提示 |
|---|---|
| 字符/标签缺陷 | OCR伴随OCV需求,接到需求一定要进一步评估可行性 |
| 产品外观检测 | 接到需求一定要进一步评估,要求技术全程参与 |
5.2 评估三步法
Step1:关注四大要素
| 要素 | 说明 |
|---|---|
| 物料种类 | 一套缺陷检测算法可能难以满足所有物料种类 |
| 成像质量 | 成像差→必须改善打光,不要寄托于算法 |
| 检出标准 | 与背景灰度差 > 20,且缺陷面积 > 4×4像素 |
| 过检率/漏检率 | 检出率99.99%的项目非常难以验收 |
⚠️ 眼睛都无法看清楚的缺陷一定要放弃!
Step2:逐项深入评估
物料种类:
- 案例:做玻璃缺陷检测,不了解有白玻璃、黑玻璃、电路玻璃,算法只适配白玻璃 → 客户突然切换到电路玻璃 → 无法达成要求
- 教训:首先了解物料种类,设计更全面的算法
成像质量与检出标准:
- 解决打光是本质上解决问题
- 检出标准:与背景灰度差 > 20,缺陷面积 > 4×4像素
- 不同缺陷之间是否有模糊地带(同一缺陷既可能是A又可能是B)→ 必须和客户确认,可能无法做分类
过检率与漏检率:
- 卡严 → 过检,卡松 → 漏检
- 检出率是爬坡过程,不断迭代优化
- 客户须明白:追求不能漏检 or 追求通过率?
Step3:客户要求
检测类应用需要提供图片 + 每种缺陷的检出标准和示例图片(覆盖所有情况)。
5.3 检测类关键指标
5.3.1 混淆矩阵
| 检出缺陷 | 未检出缺陷 | |
|---|---|---|
| 存在缺陷 | TP(真正例,正确检出) | FN(假负例,漏检) |
| 不存在缺陷 | FP(假正例,错误检出) | TN(真正例,正确放行) |
5.3.2 核心公式
| 指标 | 公式 | 含义 |
|---|---|---|
| 过检率 | FP / (TP + FP) | 错误检出占实际检出总数的比例,越小抗干扰越强 |
| 漏检率 | FN / (TP + FN) | 未检出占实际缺陷总数的比例,越小检出能力越强 |
| 精确率 | TP / (TP + FP) | 正确检出占实际检出总数的比例 |
| 召回率 | TP / (TP + FN) | 正确检出占总缺陷数的比例 |
5.4 传统算法 vs 深度学习算法
| 维度 | 传统算法 | 深度学习算法 |
|---|---|---|
| 适用目标 | 形态、纹理简单,规则明确 | 形态、纹理复杂,规则不清晰 |
| 环境适应 | 抗环境干扰能力差 | 适应外部复杂环境能力强 |
| 数据需求 | 需要数据少 | 需要数据量大 |
| 现场维护 | 困难,推广困难 | 简单,可持续提升 |
| 开发周期 | 业务算法开发周期长 | 实验开发周期长 |
| 性能上限 | 容易达到上限 | 随数据量增加可持续提升 |
| 复杂缺陷 | 处理能力差 | 处理能力强 |
6.光学选型技术
6.1 客户需求梳理
视觉项目客户需求一般包含:
| 需求项 | 说明 |
|---|---|
| 检测范围 | 检测目标的外形尺寸,考虑兼容性 |
| 检测精度 | 最小缺陷尺寸、定位精度、组装精度 |
| 安装空间 | 高度方向(镜头/光源工作距离)、水平方向(光源直径范围) |
| 检测速度 | 单个产品检测时间或单位时间产量 |
| 目标运动速度 | 飞拍或线阵相机场景下的相对运动速度 |
| 检测准确率 | 漏检率和过检率 |
| 目标特性 | 颜色、形状、粗糙度等 |
| 性价比 | - |
6.2 相机选型核心计算
分辨率计算
bash
视野范围 FOV = (1.2~1.5) × 检测目标尺寸
相机分辨率 R = FOV / 检测精度 × n (n≥2,通常取2~3像素)示例:100mm×50mm检测目标,检测0.1mm缺陷:
- FOV = 120mm×60mm(取1.2倍)
- 长边像元 = 1.2×100/0.1×2 = 2400,短边像元 = 1.2×50/0.1×2 = 1200
- 选型:MV-CA050-10GM(2448×2048)
帧率/行频计算
面阵帧率 > 检测速度(需含处理时间)
线阵行频 > 运动速度 / 像素精度
曝光时间 < 1/行频6.3 镜头选型核心公式
焦距计算
bash
f = S / FOV × WD其中:S=相机靶面尺寸,FOV=视野范围,WD=工作距离
示例:靶面8.45mm×7.1mm,FOV 120mm×60mm,WD 355mm → f = 8.45/120×355 = 25mm
###=# 定倍镜头倍率
bash
β = S / FOV6.4 单像素精度计算
bash
方法1:单像素精度 = FOV / 相机分辨率
方法2:单像素精度 = 像元尺寸 / 镜头放大倍率β6.5 光源选型四步法
| 步骤 | 内容 |
|---|---|
| 1. 了解需求,明确目标 | 收集打光对象信息(颜色、形状、粗糙度),明确图像处理需求 |
| 2. 分析差异,初选光源 | 按颜色差异、形状差异、粗糙度差异选择光源类型和颜色 |
| 3. 计算尺寸,确认型号 | 根据安装空间、打光方式、镜头口径计算光源尺寸 |
| 4. 挑选样品,打光测试 | 样品要有代表性,充分测试验证通用性和兼容性 |
光源颜色选型速查
| 场景 | 方法 |
|---|---|
| 增加对比度(目标暗、背景亮) | 用目标相对色照明 |
| 增加对比度(目标亮、背景暗) | 用背景相对色照明 |
| 过滤干扰(干扰亮) | 用干扰源相近色照明 |
| 紫外光源 | 荧光材料(UV胶、防伪标识、透明薄膜) |
| 红外光源 | 穿透有机染料/涂层,过滤颜色干扰 |
根据目标亮度是否大于背景亮度,增加目标与背景对比度有两种不同的方法,如下图1所示:
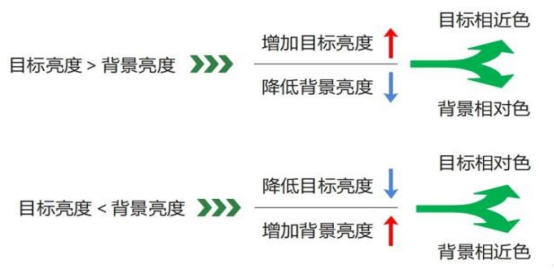
1-9 正增加对比度
光源种类按形状选型
| 目标特征 | 推荐光源 |
|---|---|
| 外形轮廓 | 背光/平行背光 |
| 平面区域 | 高角度环形光/面光/同轴光 |
| 台阶边缘 | 低角度环形光/条形光 |
| 曲面/斜面 | 漫射无影光/穹顶光 |
| 透明体 | 背光/低角度暗场 |
| 光滑表面 | 同轴光/偏振 |
| 粗糙表面 | 低角度暗场/穹顶光 |
7.验收模板与指标
7.1 GRR(测量系统重复性与再现性)
适用:尺寸检测项目验收
| 参数 | 说明 |
|---|---|
| 操作者数 | 通常3人 |
| 物料数 | 通常10片 |
| 测量次数 | 通常3次 |
| 过程分布宽度 | 5.15σ 或 6.00σ |
GRR分析输出:
| 来源 | 关键输出 |
|---|---|
| Repeatability(重复性) | 同一操作者重复测量的一致性 |
| Reproducibility(再现性) | 不同操作者测量的一致性 |
| Appraiser × Part | 操作者与物料的交互效应 |
| Gage R&R | 综合测量系统误差 |
| Parts | 物料间变异 |
| NDC(区分类别数) | ≥ 5 为可接受 |
判断标准:
- GRR %总变异 < 10%:优秀
- GRR %总变异 10%~30%:有条件接受
- GRR %总变异 > 30%:不可接受
7.2 Correlation(相关性验收)
适用:尺寸检测项目验收
| 项目 | 说明 |
|---|---|
| 样本量 | 16~32片物料 |
| 对比设备 | OMM(二次元)等高精度量测设备 |
| 验收指标 | R² > 0.85,斜率 0.9~1.1,截距偏差在公差10%以内 |
判断规则:
- 两供应商差距 < 10%公差 → 正常
- 单件差距 10%~15%公差 → 可"有条件批准"
- 公差过紧 → 需与PD/SQE团队评审
7.3 ARR(外观检测验收)
适用:外观缺陷检测项目验收
| 缺陷类型 | ARR(有效性) | 漏检率 | 过检率 |
|---|---|---|---|
| Crack(裂纹) | 0.964 | 0% | 7.2% |
| Dent(凹痕) | 0.94 | 0% | 12% |
| Chipping(崩边) | 0.93 | 0% | 14% |
| Foreign Material(异物) | 0.94 | 2% | 10% |
| Scratch(划伤) | 0.94 | 2% | 10% |
| Contamination(污染) | 0.93 | 2% | 12% |
ARR验证方法:
- 输入分布:Serious NG + Marginal NG + Marginal OK + Obvious OK
- 计算公式:
- ARR(有效性) = 正确判定数 / 总输入数
- 漏检率 = NG品判为OK的数量 / 总NG品数量
- 过检率 = OK品判为NG的数量 / 总OK品数量
8.总结:视觉项目评估核心速查表
| 项目类型 | 评估起点 | 单像素计算 | 核心验收指标 | 最关键约束 |
|---|---|---|---|---|
| 定位 | 整体精度 | 整体精度/9 | 静态精度→动态精度→CPK | 物料软硬与尺寸 |
| 测量 | 公差/允许偏差 | 公差/10或偏差/3 | GRR + Correlation | 打光一致性 + 特征加工精度 |
| 识别 | 识别率 | - | 识别率 | 码位数/字符高度/耗时 |
| 检测 | 漏检率+过检率 | - | ARR(有效性+漏检+过检) | 物料种类+成像质量+检出标准 |
💡 核心原则 :解决打光是在本质上解决问题,眼睛都看不清的缺陷一定要放弃!检测是爬坡过程,不要一上来就承诺99.99%。