从功耗密度图到Tcl命令,一份能直接上手操作的调试指南
后端工程师的茶水间实战笔记
一、IR Drop:每个后端工程师的噩梦时刻
做后端设计的兄弟们,有没有经历过这种场景:
Tape-out 前一天晚上,团队正在做最后的 Signoff 检查。突然,Redhawk 报告弹出一个刺眼的红块------某区域动态压降超过 10% VDD。项目经理问你"能不能修?",你看着屏幕上那片红海,深吸一口气,心想:"又来了。"
IR Drop(电压降)问题,几乎贯穿了每一颗芯片的物理设计全流程。从 Floorplan 阶段的 PG(Power Grid)规划,到 CTS 之后的功耗分析,再到最终 Signoff,它就像一个幽灵,总在最不该出现的时候冒出来。
问题的难点在于:IR Drop 的根因不止一个。电流过大?电阻太高?封装寄生?焊盘不够?去耦电容缺失?同步开关?------每一种原因都有对应的排查路径,但如果你走错了方向,可能花三天时间调了一个不是问题的参数。
本文要做的,就是帮你建立一套系统化的排查思维框架。
基于 Redhawk 的官方应用笔记,我提炼出六大根因及其对应的调试方法论。不讲教科书定义,只讲实战技巧和避坑指南。看完这篇,下次遇到红块,你应该知道从哪里下手了。
二、先搞清楚:IR Drop 的本质是什么
别急着一上来就看报告。先花一分钟回忆一下 V = I × R 这个公式。
IR Drop 的本质,就是电流(I)流过具有电阻(R)的电源网格时,产生的电压(V)损耗。动态分析中还要考虑电感(L)的影响,即 V = L × di/dt。就这么简单。
但就是这么简单的公式,在千万门级的设计里,追踪到底是 I 大了、R 高了,还是 L 作怪,却是一件非常考验耐心的工作。Redhawk 给我们提供了一整套工具链来做这件事,关键在于------你知道该用哪个工具。
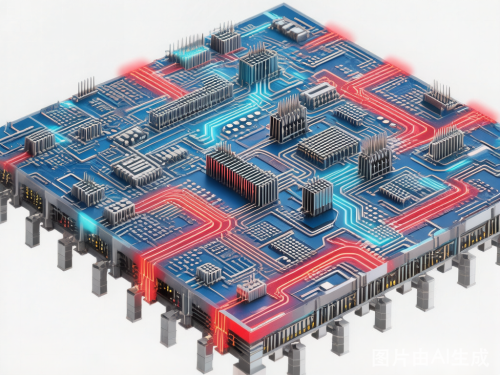
图 1 :芯片电源传输网络(PDN)截面示意------从封装到晶体管的电压降
如上图所示,从封装焊盘(Package)到晶体管(Transistor),电流要经过多个环节,每一个环节都可能产生电压降。我们的排查工作,就是沿着这条路径逐一检查。
三、根因排查:从最常见的问题开始
根因①:电流过大------不是没有,而是不均匀
这是最常见的 IR Drop 原因,也是最好排查的。但别以为"看一眼功耗报告"就够了------关键在于找到"热点"。
Step 1:查功耗报告
打开 adsRpt/power_summary.rpt,先看总体功耗。但别止步于此,重点关注以下几点:
各电压域(Power Domain)的功耗分布是否合理?有没有某个 Domain 功耗异常偏高?
不同类型单元的功耗占比:组合逻辑、时序逻辑、时钟单元各自占了多少?
漏电功耗(Leakage)占比是否异常?如果漏电功耗远高于预期,可能存在工艺偏差或单元选择问题。
更细致的做法是查看特定实例的功耗:adsRpt/<domain>.power.rpt。在 Redhawk GUI 中,可以通过 Results → List of Highest Power Instances for Static Simulation 直接查看功耗 Top 排行榜。
Step 2:用功耗密度图定位热点
Redhawk 提供了四种功耗密度图,各有用途:
PD(Power Density)------ 整体功率密度图
显示芯片上功率的分布情况,一眼就能看出哪里最"热"。
IPM(Instance Power Map)------ 实例功耗图
显示每个标准单元的功耗, granularity 更细,适合定位具体的高功耗模块。
CPM(Clock Power Map)------ 时钟功耗图
单独显示时钟相关单元的功耗。时钟树通常是功耗大户,这张图能帮你判断时钟树是否存在过驱动问题。
LPM(Leakage Power Map)------ 漏电功耗图
检查是否存在漏电过高的单元。如果某个区域的 LPM 异常偏高,可能是使用了不合适的高阈值单元,或者该区域有大量未使用的逻辑没有做功耗优化。
Step 3:分析高动态功耗的根因
如果发现动态功耗(内部功耗 + 开关功耗)过高,需要进一步诊断:
⚠ 高频开关:查看 IFM(Instance Frequency Map)。如果某些区域的翻转频率远高于预期,可能是时钟约束设置不合理。
⚠ 高负载电容:查看 LC(Load Capacitance Map)。这种情况通常由未综合的时钟树或扫描链引起------时钟树还没 CTS,但功耗分析已经跑上了,负载电容被严重高估。
⚠ 翻转率设置问题:检查 TOGGLE_RATE、INSTANCE_TOGGLE_RATE 参数。如果是 VCD 引导的分析,确认 VCD 文件中的翻转率数据是否正确。
Step 4:检查电流分布
在 GUI 中点击任意金属层或过孔,可以查看流经该处的电流值。静态分析显示平均电流和方向,动态分析显示峰值电流。使用 CUR(Current)地图查看芯片整体的电流分布,确认是否存在电流集中在局部区域的情况。
实战经验:很多时候 IR Drop 问题的根因不是"功耗太大",而是"功耗太集中"。一个 2W 的模块如果均匀分布在芯片上,可能没有问题;但同样的功耗如果集中在 100μm × 100μm 的区域,那 PG 网格可能扛不住。
根因②:PG 网格阻抗高------电网也有"堵车"
如果说电流大是"需求过旺",那 PG 网格阻抗高就是"供给不足"------路太窄了,电流过不去。
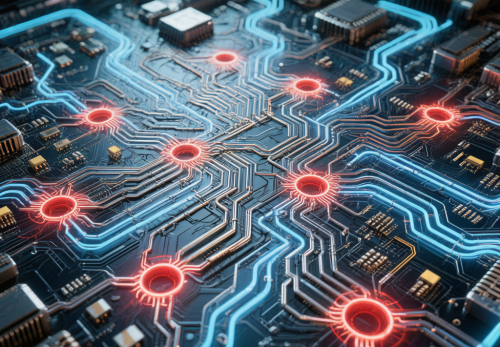
图 2 :PG 网格断连问题可视化------红圈标注了断开的导线和缺失的过孔
Step 1:查看电阻地图
在 Redhawk GUI 中通过 View → Resistance Maps 打开电阻地图。这张图会用颜色编码显示 PG 网格中电阻过高的区域------颜色越深(越红),电阻越大,问题越严重。
也可以用 Tcl 命令生成更详细的报告:
生成 PG 网格检查报告
perform gridcheck
输出文件:adsRpt 目录下
包含各金属层电阻、过孔数量、短路信息等
Step 2:诊断结构性问题
这是 PG 网格排查中最容易发现"硬伤"的一步。通过 View → Connectivity 菜单,Redhawk 会用颜色标识以下问题:
VSS 断开 → 蓝色标识
VDD 断开 → 绿色标识
两者均断开 → 黄色标识(最严重)
断开的导线/过孔、短路、缺少过孔等
对应的文本报告在 adsRpt 目录下:
• *.unconnect --- 断开连接的实例列表
• apache.missingVias --- 缺失过孔的汇总
⚠ 避坑指南:如果你的设计有多个 Voltage Domain 或 Power Switch,跨域的 PG 连接是最容易出问题的地方。每次修完 PG,都跑一次 Connectivity 检查,不要偷懒。
Step 3:检查电感影响
如果项目执行了 RLC 提取(而非仅 RC),高电感可能导致动态压降异常。判断方法很简单:
跑一次仅基于 RC 提取的动态分析,与完整 RLC 分析结果对比。如果 RC 分析的结果好很多,说明电感是关键因素,可能需要优化封装设计或调整 PG 网格拓扑。
根因③:封装寄生参数高------芯片内没问题,可能是封装锅
很多时候,你在芯片内部做了各种优化,IR Drop 还是降不下来。这时候就要怀疑------是不是封装(Package)的问题了。
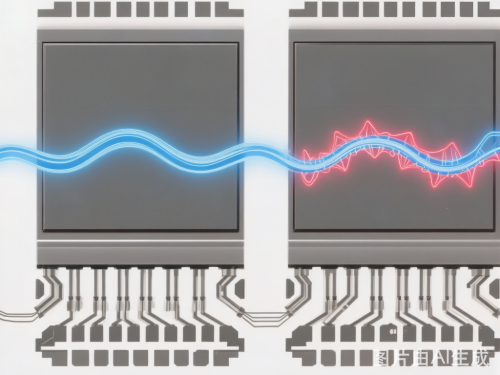
图 3 :封装寄生参数对电压波形的影响------左侧为理想波形,右侧为存在振铃效应的实际波形
封装引入的电阻和电感(主要是电感)会产生压降。电阻影响静态压降,电感影响动态压降。di/dt 越大(即电流变化越剧烈),电感引起的压降越大。
Step 1:检查焊盘电压
在 GUI 中点击焊盘,查询其电压值。
⚠ 关键判断:如果在焊盘处就观察到显著压降(比如 VDD 焊盘只有 0.88V,而理想值是 0.9V),那问题大概率出在封装上,而不是芯片内部。
Step 2:对比分析
执行一次不包含封装寄生参数的分析(去掉 Package RLC)。如果焊盘电压恢复理想值,就可以确认是封装问题。
Step 3:查看电池电流波形
绘制 VDD 电池电流波形
plot current -vdd -sv
关注波形中的 di/dt(电流变化率)
如果出现明显的振铃(ringing),说明电感效应过强
Step 4:核查封装参数
Redhawk 日志文件中会列出 Pad、Wirebond、Package RLC 参数的摘要。务必核查这些值是否在合理范围内:
• Wirebond 电感:通常 2~8 nH
• Pad 电感:约 50 pH
• Package 电感:250~500 pH
实战经验:有一次项目 Wirebond 电感被错误地设为 20 nH(应该是 4 nH),导致动态分析结果全是红色的。改过来之后瞬间变绿。这种低级错误,不查日志根本发现不了。
根因④:PG 焊盘数量不足------供电"瓶颈"
焊盘数量不足是最容易被忽视的问题。Floorplan 阶段为了信号完整性,可能减少了电源焊盘的数量,结果到了 Signoff 才发现 IR Drop 搞不定。
Step 1:可视化焊盘
在 GUI 中使用 "Show Power Pad" 按钮,电源焊盘显示为橙色,地焊盘显示为白色。可以点击查询详情,也可以用 Tcl 命令:
获取所有焊盘信息
get pad
绘制各焊盘的电流波形
plot current -pad
Step 2:检查焊盘电流分布
静态分析查看 adsRpt/Static/pad.current,动态分析查看 adsRpt/Dynamic/pad.current。对文件排序后,找出驱动电流远高于其他焊盘的异常焊盘。
正常情况下,各焊盘的电流应该大致均匀。如果某个焊盘的电流是平均值的两三倍,说明焊盘分布存在严重不平衡。
Step 3:检查 Header/Footer Power Switch
如果设计使用了电源开关(Power Switch),这些开关将作为内部电源域的电压源。如果切换电源域存在高压降,需要检查:
高亮显示所有电源开关
select add get instofcell SWITCH_CELL
查看开关布局是否均匀
静态开关报告
adsRpt/Static/switch_static.rpt
动态开关报告
adsRpt/Dynamic/switch_dynamic.rpt
⚠ 避坑指南:Power Switch 的 IR Drop 经常被忽略,因为大家默认 "开关是理想的"。实际上,开关本身也有导通电阻,在大电流场景下可能产生显著的压降。每次分析都要检查开关处的压降。
根因⑤:去耦电容不足------动态压降的"缓冲垫"
去耦电容(Decoupling Capacitor,简称 Decap)的作用就像水库------平时蓄水(电荷),在瞬时大电流需求时放水(供电),缓解动态压降。如果 Decap 不够,动态分析时电压会瞬间跌落。
图 5 :去耦电容覆盖分析------绿色区域覆盖充足,红色区域存在 Decap 缺失
Step 1:查看 Decap 密度图
Redhawk 提供了几种 Decap 相关的密度图:
• DD(Decap Density)------ 总去耦电容密度图,显示所有来源的 Decap 分布
• DEV(Device-level Decap)------ 器件级 Decap 密度图,需要导入 APL cdev 文件
• IDD(Intentional Decap Density)------ 有意图放置的 Decap 密度图,需要在 GSR 中指定 DECAP_CELL 关键字
• LC(Load Capacitance)------ 负载电容图,反映了电路的固有电容
Step 2:生成 Decap 报告
生成去耦电容报告
print decap
输出包含各类型 Decap 的总量、分布等信息
Step 3:分析 Decap 有效性
不是放了 Decap 就一定有用。关键是要看它"有没有真正在放电"。分析方法如下:
分别绘制电池电流波形和需求电流波形:
绘制电池提供的电流(外部电源输入)
plot current -vdd -sv
绘制电路需求的总电流
plot current -pwr -sv
两条波形之差 = Decap 提供的电流
如果差值很小,说明 Decap 基本没起作用
Step 4:启用 Decap 详细报告
在 GSR 中设置 DYNAMIC_REPORT_DECAP 1,Redhawk 会在动态分析后生成 adsRpt/Dynamic/decap.rpt,列出每个 Decap 实例提供的最大电流及其承受的最低电压,直接告诉你哪些 Decap 是有效的,哪些是"摆设"。
⚠ 避坑指南:预仿真(Pre-simulation)必须做!在进行真实动态仿真之前,务必执行预仿真,将设计中的电容元件初始化到合理的电压值。如果不做预仿真,仿真开始时会产生不切实际的大电流冲击,导致 IR Drop 结果虚高。通过 GSR 中的 DYNAMIC_PRESIM_TIME 关键字启用此功能。
根因⑥:同步开关------"大家一起动"的灾难
这是动态 IR Drop 中最常见也最难搞的根因之一。当大量单元在同一时刻翻转,会产生巨大的峰值电流,导致电压瞬间跌落。
图 6 :开关活动直方图------尖锐的峰值表明存在严重的同步开关问题
Step 1:查看开关直方图
查看随时间变化的开关单元数量
plot switching
出现尖锐峰值 → 存在同步开关
查看开关电荷直方图
plot charge
Step 2:查看电流波形
绘制电池电流和需求电流波形
plot current
观察是否出现高电流峰值
检查日志文件中的 Peak Power 数值
Peak Power 也是衡量同步开关程度的指标
Step 3:获取开关类型汇总
查看各类单元的开关百分比
print type
输出示例:
Combinational: 45%
Sequential: 30%
Clock buffer: 20% ← 如果这个值很高,时钟树可能有问题
Memory: 5%
实战经验:大量时钟缓冲器同时开关是最常见的同步开关原因。如果你的时钟树有很深的层级(比如 20+ 级),底层缓冲器的开关活动可能高度同步。解决方案包括插入随机偏移(clock skew)、使用多时钟域,或者在 CTS 阶段就考虑开关活动的分散。
Step 4:精确定位开关实例
如果需要找出具体是哪些单元在同时开关,可以使用以下命令序列:
输出所有实例的开关状态
print instance
开关状态为 1 的实例即为需要关注的
结合时间和区域条件精确分析:
设置时间范围(单位:仿真时间步)
condition set -time <start> <end>
设置空间区域(芯片坐标)
condition set -xy <x1> <y1> <x2> <y2>
在指定条件下高亮开关实例
select add get instofcell \* -condition switching
对于无向量分析(Vectorless Analysis),同步开关可能由实例间的高时序窗口重叠引起;对于 VCD 引导的真时序分析,需确保 VCD 注入了正确的 SDF 信息。
四、Tcl 命令速查表
以下是本文涉及的关键 Tcl 命令汇总,建议收藏备查:
|-----------------------|---------------|
| 命令 | 用途 |
| perform gridcheck | 生成 PG 网格检查报告 |
| plot current -vdd -sv | 绘制 VDD 电池电流波形 |
| plot current -pad | 绘制各焊盘电流波形 |
| plot current -pwr -sv | 绘制电路需求电流波形 |
| plot switching | 查看开关活动直方图 |
| plot charge | 查看开关电荷直方图 |
| print decap | 生成去耦电容报告 |
| print type | 获取各类单元开关百分比 |
| print instance | 输出所有实例的开关状态 |
| get pad | 获取所有焊盘信息 |
| condition set -time | 设置分析时间范围 |
| condition set -xy | 设置分析空间区域 |
GSR 关键参数配置
|-------------------------|-------------------|
| GSR 参数 | 说明 |
| DYNAMIC_REPORT_DECAP 1 | 启用 Decap 详细报告 |
| DYNAMIC_PRESIM_TIME | 设置预仿真时间(必须启用!) |
| BLOCK_POWER_FOR_SCALING | 功率缩放参数,确认设置正确 |
| DECAP_CELL | 指定有意图放置的 Decap 单元 |
| TOGGLE_RATE | 全局翻转率参数 |
| INSTANCE_TOGGLE_RATE | 实例级翻转率参数 |
五、总结:IR Drop 调试检查清单
最后,我把全文浓缩成一个可操作的检查清单。下次遇到 IR Drop 问题,按这个顺序排查:
|-----------|---------------------------------------|-------------------------------------|
| # | 排查步骤 | 关键工具/命令 |
| 1 | 查功耗报告(power_summary.rpt),定位高功耗实例和热点区域 | 功耗密度图:PD / IPM / CPM / LPM |
| 2 | 查电阻地图(Resistance Maps),定位 PG 网格高阻区域 | perform gridcheck + Connectivity 检查 |
| 3 | 查焊盘电压,判断是否存在封装寄生问题 | plot current -vdd -sv + 对比无封装分析 |
| 4 | 查焊盘电流分布,判断焊盘数量是否充足 | pad.current 文件 + plot current -pad |
| 5 | 查 Decap 覆盖和有效性 | print decap + 对比电池电流 vs 需求电流 |
| 6 | 查开关活动分布,判断是否存在同步开关 | plot switching + print type |
六个步骤,覆盖了 IR Drop 的所有常见根因。经验告诉我,90% 的 IR Drop 问题都能通过这套流程定位到。
最后说一句:IR Drop 不是玄学,是工程。掌握了正确的方法论,它就只是一道有标准答案的数学题。关键是------别慌,按步骤来。
如觉得有用,欢迎转发给身边的后端工程师朋友