直线模组用了一段时间,精度突然不行了。原本重复定位精度±0.02mm,现在跑到±0.05mm甚至更差。半导体、锂电、光伏这些行业,精度一飘,整批产品可能全部报废。
但根据服务上千家企业的现场数据,模组精度下降,80%不是模组本身质量问题,而是背隙增大、润滑失效、轴承游隙超差这几个原因叠加导致的。真正需要换模组的,不到20%。
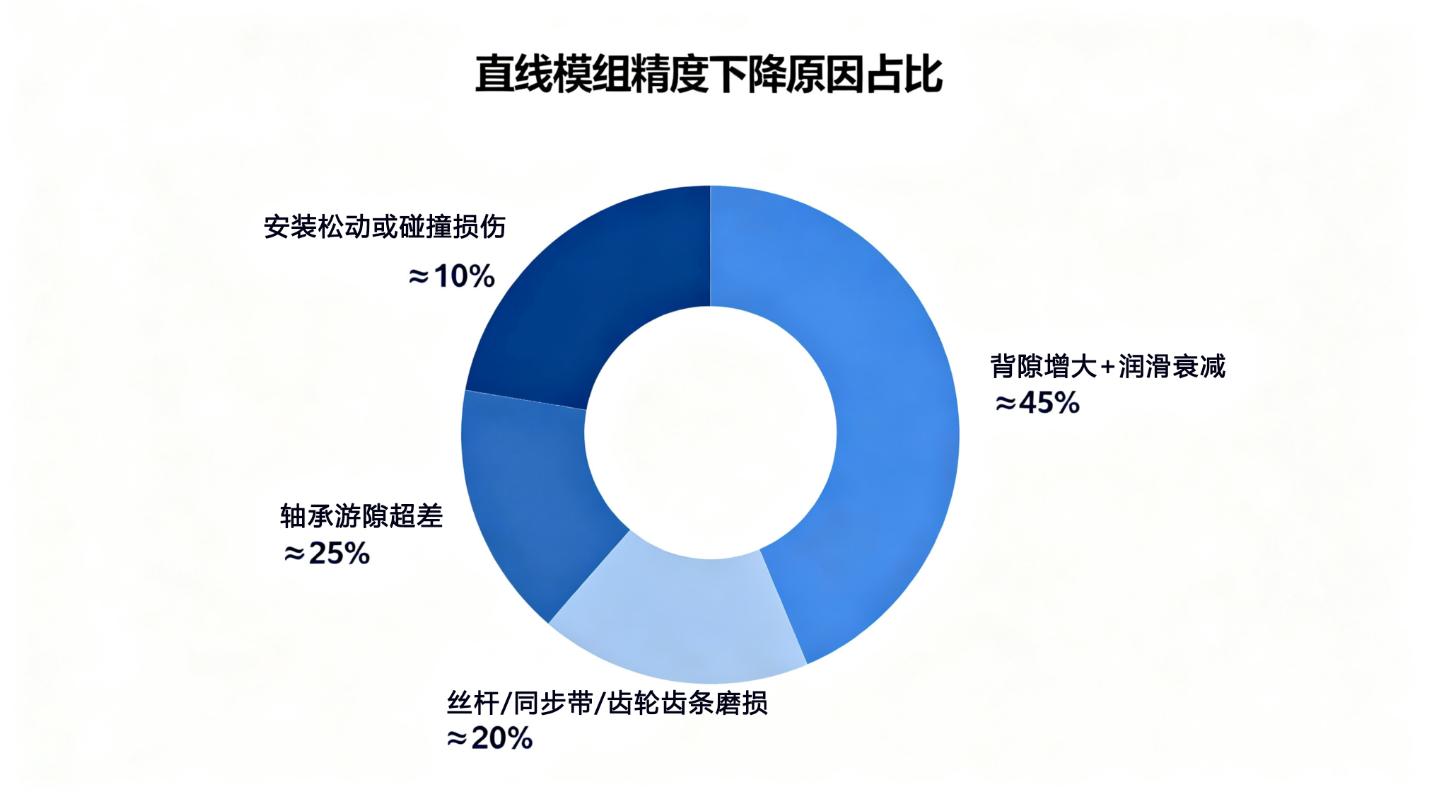
精度下降幅度与根因对照表:
| 精度下降幅度 | 真正原因 | 占比 |
|---|---|---|
| ±0.02mm → ±0.05mm | 背隙增大+润滑衰减 | ≈45% |
| 精度不稳定,时好时坏 | 轴承游隙超差 | ≈25% |
| 单向精度变差 | 丝杆/同步带/齿轮齿条磨损 | ≈20% |
| 精度突然归零 | 安装松动或碰撞损伤 | ≈10% |
一. 动手之前:两个测试,60%问题直接锁定
很多工程师上来就调参数,其实两个动作就能快速定性:
测试1:单向重复测试(10次)
模组往一个方向跑10次,记录每次终点位置。
- 10次数据离散度大 → 背隙或轴承问题
- 整体偏移但离散度小 → 丝杆/同步带/齿轮齿条磨损
测试2:双向对比测试
同一个目标点,正向跑一次、反向跑一次,对比两次终点位置。
- 正反向偏差大(超过背隙值) → 背隙问题
- 正反向都偏但偏差接近 → 磨损问题
两步做完,60%的原因直接锁定,不用盲目拆机。
二. 5大精度下降根因,逐类排查(丝杆/同步带/齿轮齿条全覆盖)
2.1 根因1:背隙增大(占比≈45%,排第一)
典型表现:换向时有明显空程,正反向定位偏差大,重复精度变差但绝对位置还能到。
原因 :丝杆螺母、同步带轮轴承、齿轮箱内部齿轮,长期运行后磨损导致背隙增大。背隙每增加0.01mm,重复定位精度大约劣化0.005~0.01mm。
现场检测方法:
| 工具 | 方法 | 判断标准 |
|---|---|---|
| 百分表 | 固定表头,推拉模组滑块 | 背隙>0.02mm(丝杆模组)或>0.05mm(同步带模组)即超差 |
| 激光干涉仪 | 跑单向重复定位测试 | 重复精度偏离出厂值50%以上即异常 |
三类模组校准方案:
| 模组类型 | 校准方法 | 恢复精度 |
|---|---|---|
| 丝杆模组 | 预紧螺母消除背隙,或更换预紧螺母 | 80% |
| 同步带模组 | 调整张紧轮消除背隙,或更换张紧轮轴承 | 70% |
| 齿轮齿条模组 | 调整齿轮啮合间隙,或更换磨损齿轮 | 75% |
盘岩科技丝杆模组出厂背隙控制在0.01mm以内,同步带模组背隙控制在0.03mm以内,从设计源头减少背隙增大的风险。
2.2 根因2:轴承游隙超差(占比≈25%)
典型表现:精度不稳定,时好时坏,运行中有轻微异响。
原因:轴承长期运行后滚道磨损,游隙增大,导致滑块运行中晃动,精度下降。
现场检测方法:
| 工具 | 判断标准 |
|---|---|
| 百分表(径向推拉滑块) | 径向游隙>0.05mm即超差 |
| 手感(推拉滑块) | 有明显晃动即超差 |
解决方案:更换游隙超差的轴承。盘岩科技丝杆模组标配P4级轴承,径向游隙出厂控制在0.03mm以内。
2.3 根因3:丝杆/同步带/齿轮齿条磨损(占比≈20%)
典型表现:单向精度持续变差,绝对位置也跑不准了。
原因:丝杆螺纹磨损、同步带齿面磨损、齿轮齿条齿面磨损,导致每转一圈的实际位移与理论值偏差增大。
现场检测方法:
| 工具 | 判断标准 |
|---|---|
| 激光干涉仪 | 偏差>±0.005mm/100mm即超差 |
| 目视检查 | 丝杆螺纹/同步带齿面/齿轮齿面有明显磨损痕迹即需更换 |
磨损分级处理标准(三类模组统一):
| 磨损程度 | 偏差标准 | 处理方式 |
|---|---|---|
| 轻微磨损 | 偏差<0.01mm/100mm | 软件修正补偿 |
| 中度磨损 | 偏差0.01~0.03mm/100mm | 更换丝杆/同步带/齿轮 |
| 严重磨损 | 偏差>0.03mm/100mm | 必须更换,无法补偿 |
齿轮齿条模组按相同标准执行:偏差<0.01mm/100mm可软件补偿,0.01~0.03mm/100mm更换齿轮,>0.03mm/100mm必须更换。
2.4 根因4:润滑失效(占比≈7%)
典型表现:运行阻力明显增大,精度缓慢下降,同时伴有发热。
原因:油脂干涸或油脂型号不对,导致摩擦阻力增大,电机负载波动,间接影响精度。
润滑状态检测表(三类模组通用):
| 检查项 | 合格状态 | 超差处理 |
|---|---|---|
| 油脂颜色 | 透明或浅黄色 | 发黑、发干即需更换 |
| 油脂量 | 充满轴承腔1/2~2/3 | 干涸即补充油脂 |
| 油脂型号 | 与出厂一致 | 不一致即清洗后更换 |
解决方案:清洗旧油脂,补充或更换与出厂一致的油脂。
2.5 根因5:安装松动或碰撞损伤(占比≈3%)
典型表现:精度突然变差,之前一直正常。
原因:机架螺丝松动、模组受过碰撞、底座平面变形。
现场检测方法(三类模组通用):
| 检查项 | 方法 | 判断标准 |
|---|---|---|
| 机架螺丝 | 扭力扳手逐个检查 | M4螺丝2~4N·m,M5螺丝8~12N·m,超出即重紧 |
| 底座平面度 | 百分表扫平面 | 平面度>0.1mm即超差 |
| 滑块外观 | 目视检查 | 有碰撞痕迹即评估损伤 |
核心原则 :再好的模组,安装底座平面度误差超过0.1mm,实际精度也只有C10级水平。安装精度决定性能上限。
三. 3步校准修复流程(三类模组通用)
| 步骤 | 操作 | 判断逻辑 |
|---|---|---|
| Step 1 | 百分表测背隙+游隙 | 背隙>0.02mm 或 游隙>0.05mm → 机械问题 |
| Step 2 | 激光干涉仪测单向重复精度 | 偏差>出厂值50% → 磨损问题 |
| Step 3 | 检查润滑+安装 | 油脂干涸 或 螺丝松动 → 维护问题 |
| 三步都正常 | --- | 考虑软件参数补偿 |
三步走完,90%的精度问题能定位到根因。其中80%不用换件,校准+维护就能恢复。
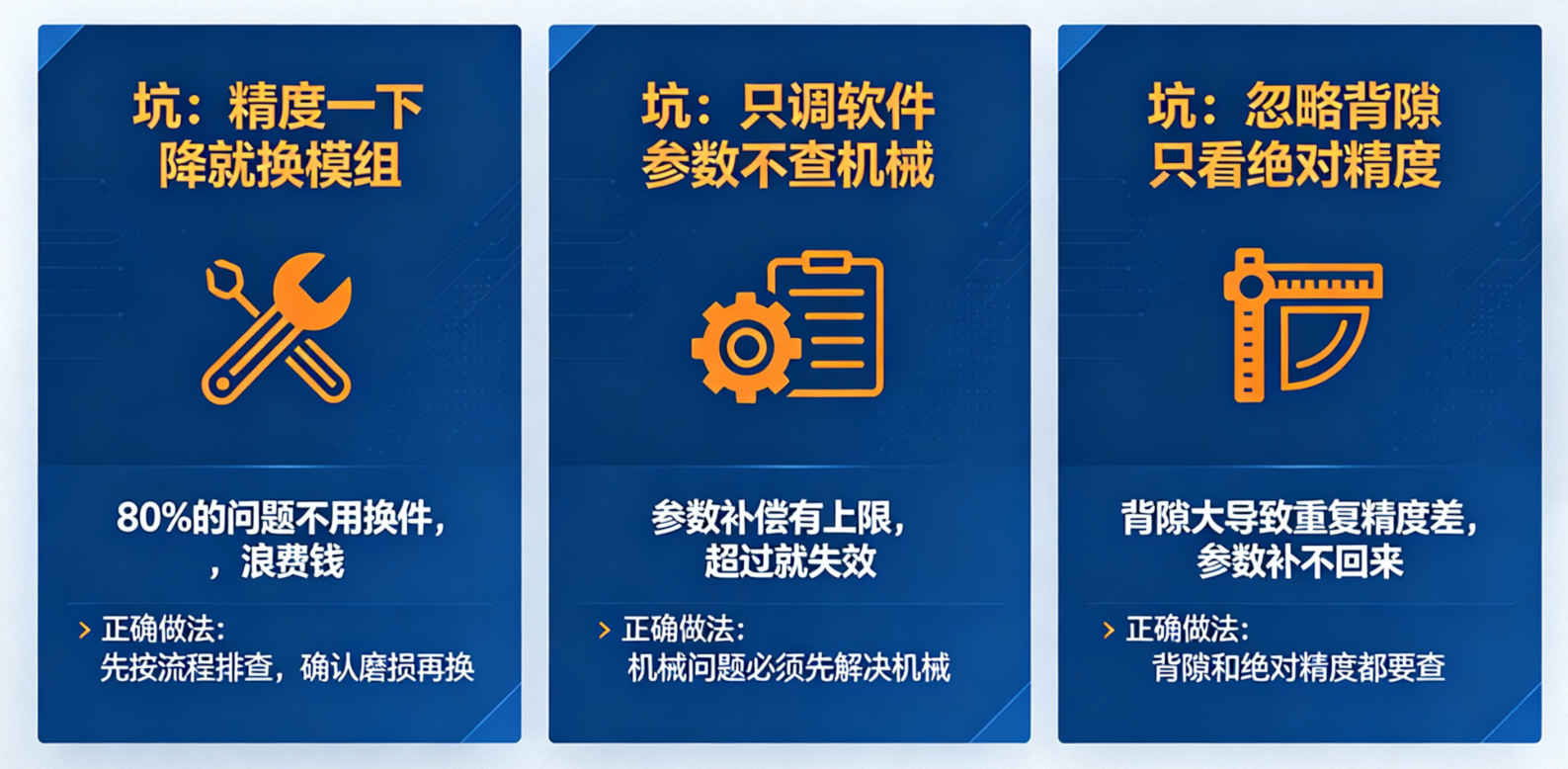
四. 最容易踩的3个坑
| 坑 | 后果 | 正确做法 |
|---|---|---|
| 精度一下降就换模组 | 80%的问题不用换件,浪费钱 | 先按流程排查,确认磨损再换 |
| 只调软件参数不查机械 | 参数补偿有上限,超过就失效 | 机械问题必须先解决机械 |
| 忽略背隙只看绝对精度 | 背隙大导致重复精度差,参数补不回来 | 背隙和绝对精度都要查 |
五. 关于盘岩科技
盘岩科技是直线运动整机定制厂家,产品线覆盖:丝杆模组、同步带模组、齿轮齿条模组、十字滑台/悬臂滑台/龙门滑台等非标方案,支持模组+控制柜+程序+铝型架一站交付。
关键出厂参数:
- 丝杆模组背隙 ≤0.01mm
- 同步带模组背隙 ≤0.03mm
- 轴承等级 P4级,径向游隙 ≤0.03mm
案例覆盖半导体、锂电、光伏、CNC等行业。
有精度问题的可以把参数(模组型号、行程、当前精度、下降幅度)发评论区,工程师帮你免费对照排查。