导读:扁线电机把槽满率从圆线的 50% 左右拉到 70% 以上,功率密度直接上了一个台阶。但扁线绕组不是铁板一块------Hair-pin、I-pin、X-pin、S-winding 四种方案,端部尺寸、铜损、焊接难度差别很大。这篇文章把这四种绕组的技术路线、各自的长短板和适用场景一次性说清楚。
一、扁线绕组到底好在哪?
圆线绕组和扁线绕组放在一起看,最直观的区别就是定子槽里的填充效果。圆线的截面是圆的,塞进矩形的定子槽,天然会留下不少空隙。扁线用的是矩形截面铜线,跟槽的形状更贴合,空间利用率高得多。
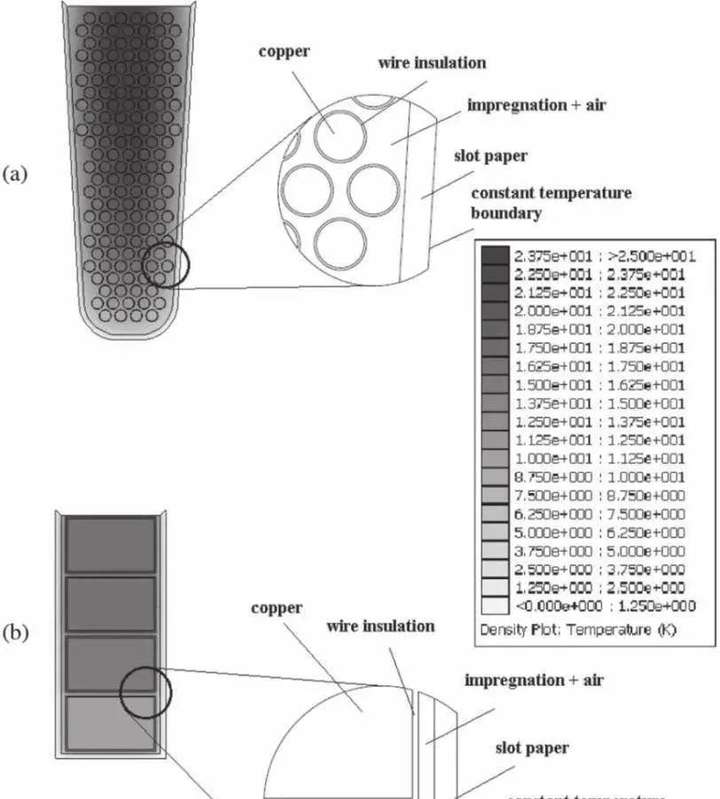
图1:圆线(左)和扁线(右)绕组截面对比
这个空间利用率有个专业叫法------槽满率。圆线电机一般在 40%-50% 左右,换上扁线绕组之后能做到 60%-70% 以上。同样大小的定子槽,铜线塞得更多,能走的电流就更大,电枢磁势跟着上去,扭矩密度和功率密度自然就高了。
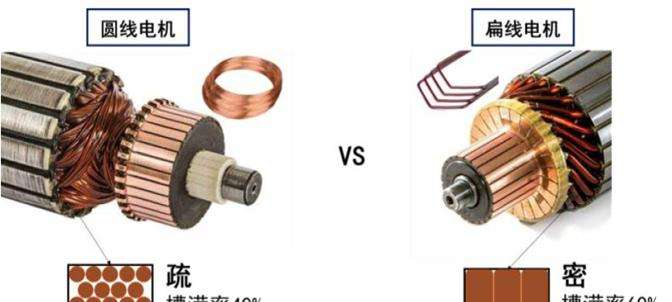
图2:圆线电机和扁线电机槽满率对比
槽满率之外,扁线绕组还有几个实打实的好处:
• 端部更短,端部铜耗降下来,电机平均效率能提 1%-2%。
• 扁线之间接触面积大,热传导更均匀,绕组温升控制得更好。
• 扁线刚度比圆线高,电磁噪声和机械噪声都能压下来。
二、四种扁线绕组方案
目前行业里主流的扁线绕组就四种:I-pin、Hair-pin、X-pin 和 S-winding。名字基本就是铜线成型后的形状,不同方案在端部长短、焊点多少、好不好做上各有取舍。
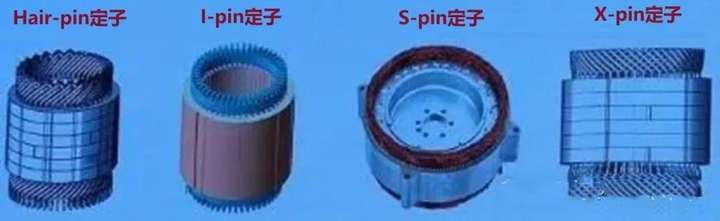
图3:四种扁线绕组方案
1. I-pin------最简单,但端部偏长
I-pin 的铜线直来直去,像字母 "I",直接插进定子槽,两头都要焊接。也叫 I 型绕组或双层腔式绕组。I-pin 的槽满率可以做到 74% 左右。
I-pin的制造难度最低,但焊接工艺繁琐,端部高度也高(端部尺寸较大)
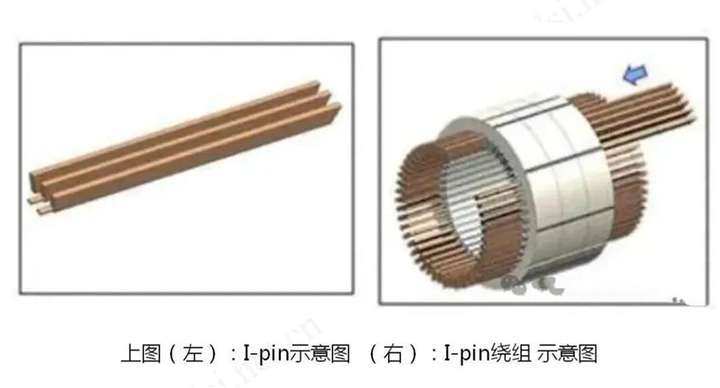
图4:I-pin 绕组及插入定子示意图
做法是在定子槽里交替装两个方向不同的绕组,上下两层铜线各走各的方向,互相穿插。这么排的好处是填充率高,电磁噪声和震动也能压住。
好处:不用预成型,铜线短、损耗小;绕组均匀性好,三相电流一致性不错;散热也可以,热点不容易集中。
短板:双边焊接,工艺繁琐,制造成本不低;需要精度高的绕线设备和工艺;端部尺寸在四种方案里偏大。
2. Hair-pin------最成熟,用得最多
Hair-pin 是目前装车量最大的扁线绕组方案。把漆包扁线折成 "H" 形,看着像发卡,先成型再插线,只焊一边就行。
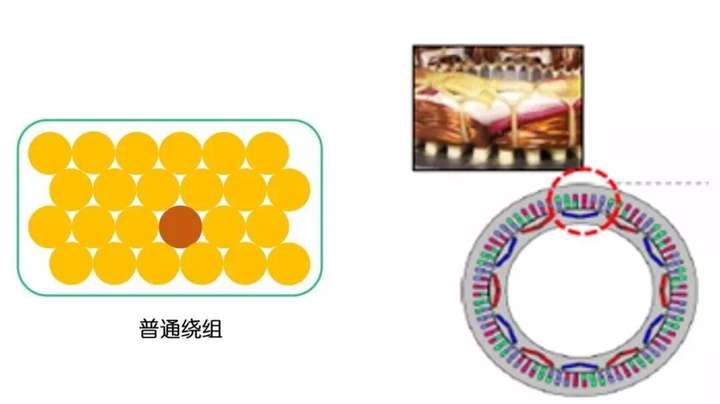
图5:Hair-pin绕组(右)与传统圆导线绕组(左)结构对比
工艺流程是:先把绕组做成发卡形状,穿进定子槽,然后在另一端把绕组扭过来焊在一起。
好处:槽满率高,功率密度大;比 I-pin 焊点少(单边焊);铜扁线连接结构紧凑,电阻、电感、电容的影响都小;产业链最成熟。
短板:得先把扁线折弯成型,制造过程不算简单;绕线工艺和设备要求不低;端部尺寸居中,不算最短。
3. X-pin------端部最短,焊接最难
X-pin 跟 Hair-pin 思路接近,但扁线折成了 X 形交叉。每个 X-pin 单元独立使用,设计上更灵活。
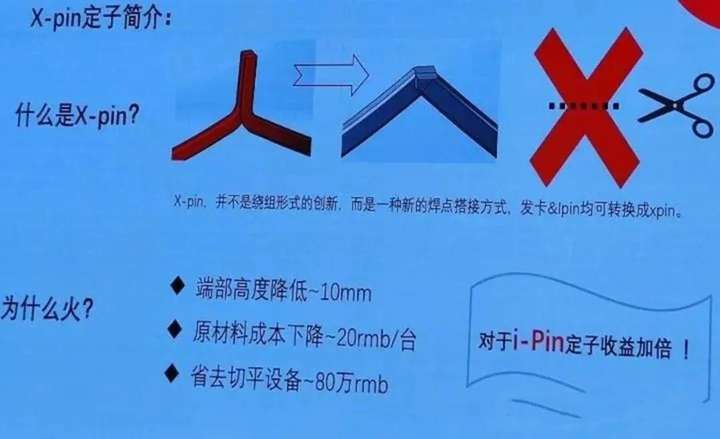
图6:X-pin绕组定子
X-pin 最大的卖点是端部短。插线端尺寸不变,但焊接端能缩 5-10mm,铜损进一步降低,效率再往上走。
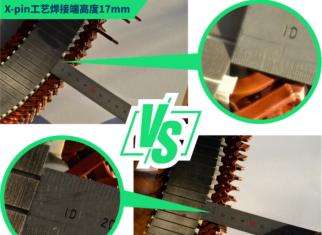
图7:X-pin焊接端高度17mm vs Hairpin 25mm
好处:端部最短,铜损最低;交叉形状让同空间塞更多导线,功率密度更高;单元独立,设计灵活。
短板:焊接端太短,对焊接工艺要求极高;断线、扭线是加工难点;去漆皮长度要压到 2-3mm,工艺难度大;没有直线段,整圈铜线扭斜很麻烦。
4. S-winding------NVH 最好,但投入大
S-winding 是把相邻两个线圈排成 "S" 形弯曲,用绕线机穿过定子槽依次装上去。成型后两端不用焊接,端部空间更紧凑。
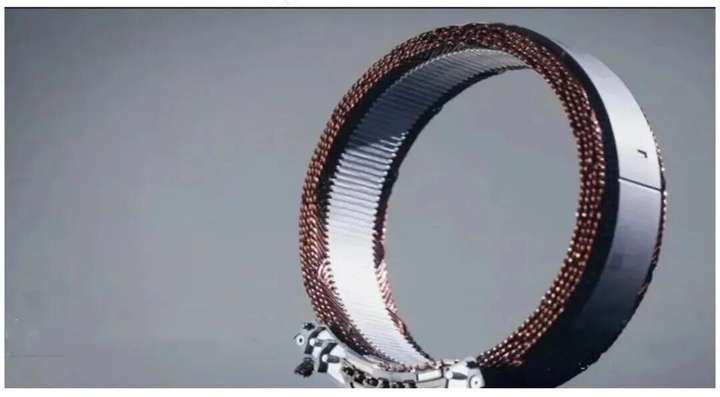
图8:S-winding绕组示意图
相较于目前的常见工艺,该工艺无需焊接,装配环节简单,工艺更稳健。
在性能要求相同的情况下,S-Winding绕组端部轴向长度缩短15%,结构更加紧凑,功率密度达到10kW/kg。
但S-winding对扁线的要求更高,加工费也更高。
不同技术路线对生产设备及工艺的影响极大,绕组生产步骤大致分为:插头、线成型、扭头、切平、焊接等。
Hair-pin在各步骤的生产工艺难度适中,而S-winding在线成型加工步骤上难度极高,但在焊接、端部高度等方面存在优势。
好处:电磁噪声最小,NVH(噪声、振动与声振粗糙度)表现突出;线圈磁场分布均匀,高次谐波少;绕组交叉形成密集结构,稳定性好,还能形成通风通道帮助散热;据厂商资料,端部轴向长度可缩短约 15%,功率密度可进一步提升。
短板:用铜量更大,制造成本高;安装工艺复杂,绕线设备要求精密专业;波绕组跨距不同时制作更麻烦,模具投入大;对操作技术要求高。
三、四种方案怎么选?
表:四种扁线绕组技术对比总表
| 对比维度 | I-pin | Hair-pin | X-pin | S-winding |
|---|---|---|---|---|
| 端部尺寸 | 长 | 中 | 短 | 短 |
| 铜损* | 高 | 中 | 低 | 低 |
| 加工难度 | 低 | 中 | 高 | 高 |
| 焊点数量 | 多(双边) | 少(单边) | 少 | 极少(无焊接端) |
| 产业化程度 | 较低 | 最高 | 发展中 | 发展中 |
*铜损为综合对比。实际铜损包含直流和交流分量,交流铜损受频率和绕组层数影响显著,具体工况下排序可能不同。
实际选型的时候,可以这样看:
• 要稳妥、要量产、要供应链成熟,选 Hair-pin。目前新能源车驱动电机的主力方案。
• 轴向空间紧张、对效率要求极致,考虑 X-pin。但得先搞定焊接工艺。
• 预算有限、端部尺寸要求不高,I-pin 制造门槛最低。
• 做高端乘用车、对 NVH 和散热要求严,S-winding 表现最好。但设备和工艺投入大,得算清楚账。
总结
• 扁线绕组把槽满率从 40%-50% 拉到 60%-70% 以上,功率密度和效率都上去了。
• 四种方案各有侧重:Hair-pin 最成熟,X-pin 端部最短,I-pin 制造最简单,S-winding NVH 最优。
• 选型就是端部尺寸、铜损、加工难度、产业化成熟度这四个维度的权衡。
• 焊接工艺和自动化设备在进步,X-pin 和 S-winding 的产业化正在加速。
不同扁线绕组路线对转子磁场均匀度、充磁精度要求各不相同。宁波兴隆磁性技术有限公司专业打造电机整体充磁测试全套方案,支持中小型转子、伺服电机转子、新能源 EVS 驱动电机转子充磁检测;针对层级复杂、多极复合磁路机型提供定制化高精度充磁方案,自动化充磁测试设备适配各类扁线驱动电机产线,保障电机磁性能一致性,赋能高效电驱量产落地。
一句话总结:扁线绕组不是"一种技术",是四条不同的技术路线,选哪条取决于你对效率、空间、成本和 NVH 的优先级排序。