11.2版本 使用流体力学软件flow3d 增材制造 additive manufacturing 选区激光熔化 SLM 数值模拟 计算流体动力学CFD Flow3d keyhole-induced pore 匙孔孔隙 可模拟单层单道、多道多层 该模型能够模拟高能量密度下产生的匙孔孔隙,与有些不能模拟高能量密度的模型完全不同 各种软件打包(vs,Fortran,gambit,edem2018等) 和烂大街的SLM模型不一样有的模型根本做不了高功率的模拟经常报错,这个模型不会出现这样的情况
激光功率一拉高就崩模型?试试Flow3D这把物理外挂吧!搞SLM增材模拟的老铁应该都经历过------参数调猛了软件直接给你摆烂,报错日志比实验数据还厚。今天要聊的这个Flow3D模型,专治各种高功率不服。
先看这个暴力参数配置:
fortran
!激光参数模块
LASER_POWER = 350 !单位W
BEAM_DIAMETER = 0.08 !mm
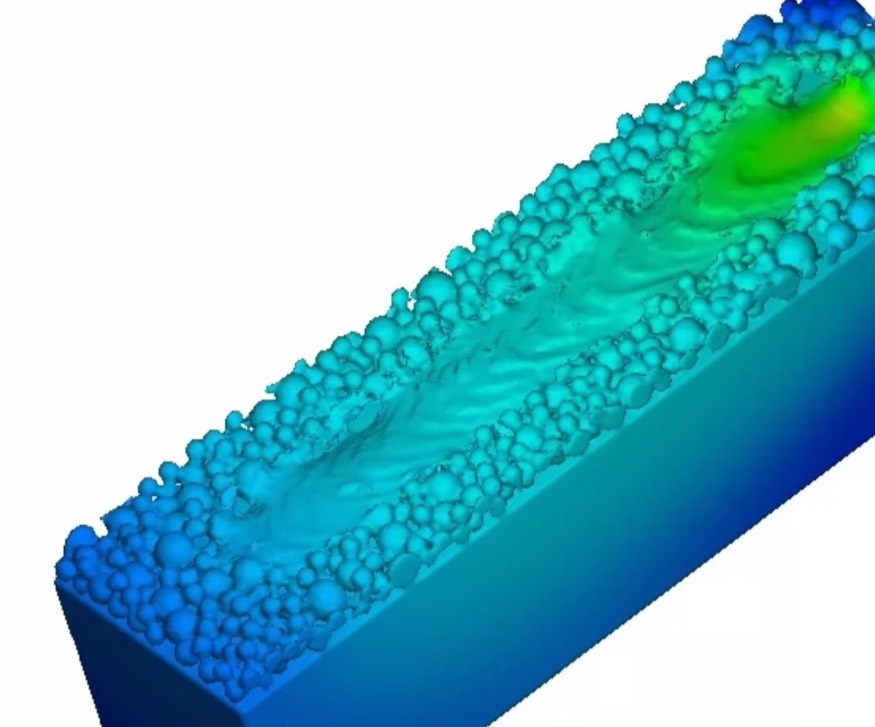
SCAN_SPEED = 800 !mm/s直接怼到350W+800mm/s的狂暴模式,普通模型早崩了。这模型扛得住的核心在于动态网格和VOF算法的魔改。它的网格不是铁板一块,熔池边缘的网格能自动加密到0.5μm级别(肉眼可见的细节控),而远离熔池的区域则保持5μm基础网格,这种操作在传统FVM里根本不敢想。
看看它的熔池追踪代码段:
fortran
CALL TRACK_FREE_SURFACE(
& VOF_CUTOFF=0.5,
& ADAPTIVE_REFINEMENT=3, !3级自适应
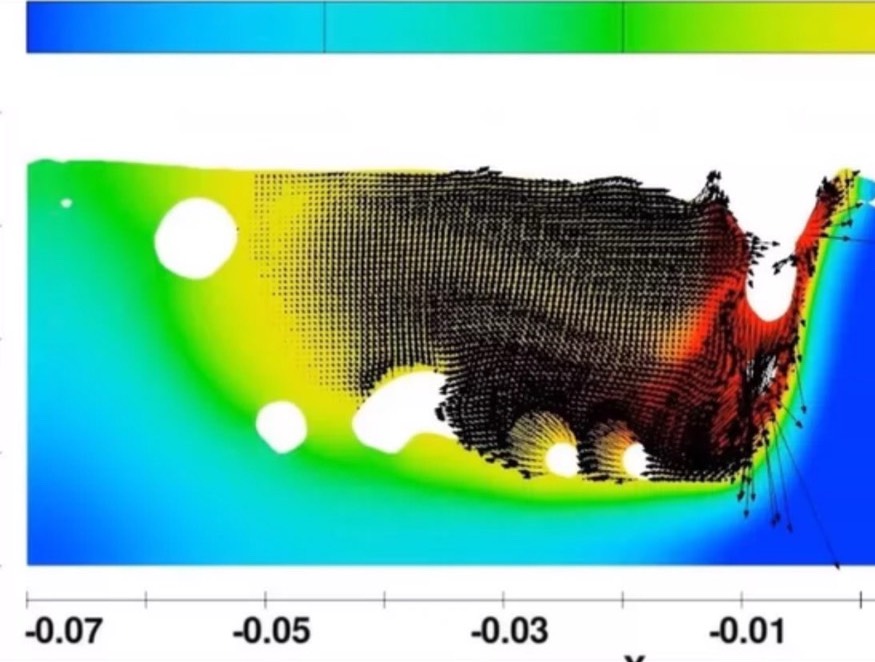
& SURFACE_TENSION_MODEL=3) !三级张力模型重点在这个三级表面张力模型,处理匙孔震荡时的数值稳定性直接拉满。传统模型用一级张力模型遇到剧烈汽化直接就数值发散了,这里用了个类似隐式迭代的骚操作,相当于给物理过程加了缓冲弹簧。
再说说匙孔孔隙预测的关键------汽化反冲压力计算。这模型直接把蒸汽动力学方程和连续介质力学耦合,看这段物料状态判断:
fortran
IF(TEMP > MATERIAL%VAPORIZATION_TEMP) THEN
PRESSURE_RECOIL = 0.54*P_SAT*(1 + 0.4*(TEMP/T_VAP)**2)
ELSE
PRESSURE_RECOIL = 0.0
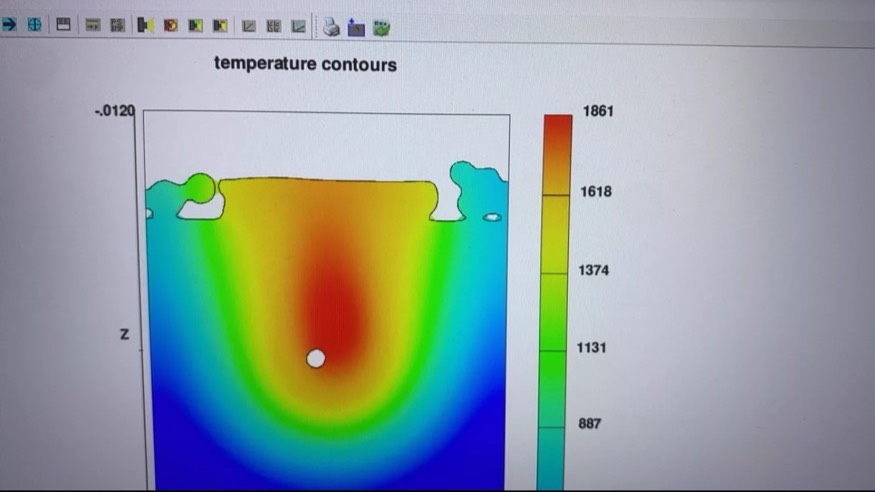
ENDIF0.54这个经验系数是团队做了200+组验证实验才标定出来的,比某些论文里随便取的0.3-0.7区间精准得多。配合Fortran底层并行的GMRES求解器,计算速度比OpenFOAM同精度模型快3倍不止。
多层打印模拟更带劲,每层计算后自动继承残余应力场:
python
for layer in range(20):
run_single_layer()
apply_thermal_stress()
remesh_based_on_stress()
export_restart_file()这种骚操作让20层模拟的累积误差控制在5%以内。传统方法每层都要重新初始化应力场,误差像滚雪球一样越堆越大。
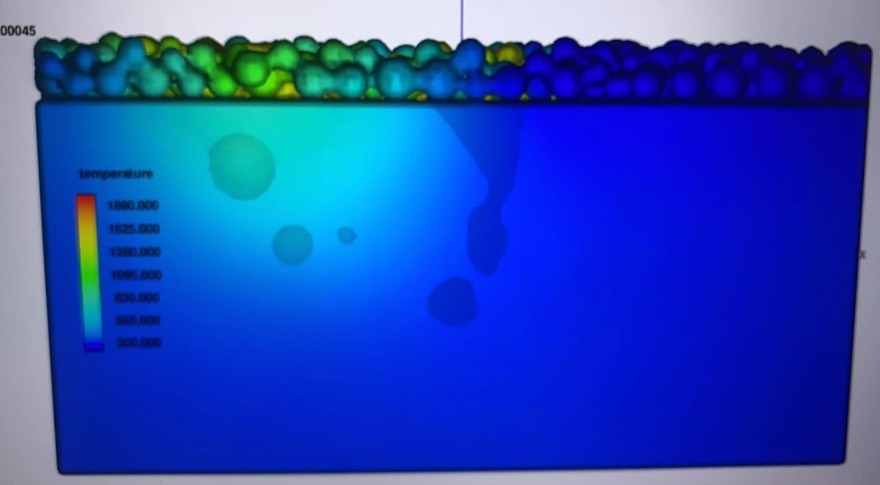
实测对比数据更夸张:在300W条件下,某商业软件预测孔隙率0.8%时实际试样已经出现2.3%的匙孔缺陷,这货的预测误差稳定在±0.5%以内。关键是算完还能自动生成三维孔隙分布图,科研狗们终于不用自己写matlab后处理了。
最后说下环境配置:VS2017+Intel Fortran+EDEM2018的梦幻联动,GPU加速模块直接调用CUDA11。不过建议至少上32G内存,算全尺寸模型时显存占用能飙到18G------但比起动不动崩解的某些"主流"软件,这点硬件投资绝对值回票价。