UG后处理 三菱 法兰克三轴带刀库备刀通用后处理 ====================== 功能说明: 1、在程序头输出NC文件名称、加工时间、后处理日期 2、在程序头输出加工刀具总数、刀具清单、刀具最大加工深度 3、在换刀前输出行号,输出刀具信息,并预调下一把刀具 4、可选择输出G54到G59坐标系, 通过编程坐标里面的"装夹偏置"号来实现。 0为G54,1为G55 5、支持螺旋下刀I J指令,提高机床效率,精简程序 6、支持刀具半径补偿输出,每次G41之后都会输出补偿号D值 7、支持G81、 G73、G83钻孔循环输出 8、支持/M29 G84 G95模式攻丝循环,并可通过编程的暂停"秒"参数实现Q输出 9、S=0,T=0报警提示,不同刀具刀号相同报警提示 10、上机验证后处理,安全可靠有保证!!棒 ====================== 本后处理为完整版本 .def .pui .tcl三个文件全部提供 ====================== .pui文件仅供参考后处理构成,请勿修改!!谢谢送花
嘿,各位搞数控加工的小伙伴们,今天来给大家分享一款超实用的UG后处理------三菱、法兰克三轴带刀库备刀通用后处理。
一、功能亮点解析
- 程序头信息输出
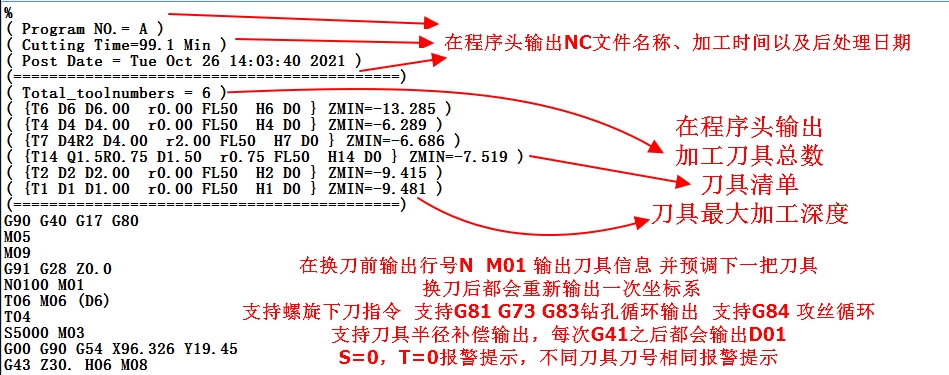
程序头会输出NC文件名称、加工时间以及后处理日期。这在实际加工中,对于追溯加工过程和管理文件非常有帮助。想象一下,当你在一堆加工文件中,想要快速找到特定时间、特定名称的加工文件时,这些信息就像导航标一样。虽然代码部分这里暂不详细展示,但原理就是通过UG后处理的相关函数获取系统时间等信息并写入程序头。
- 刀具相关信息输出
不仅会输出加工刀具总数、刀具清单,还能给出刀具最大加工深度。这对于提前了解加工所需刀具以及加工深度范围很关键,能帮助操作人员提前做好准备。同样,实现这些功能是通过对刀具数据的提取和处理,在程序头合适位置输出。
- 换刀前操作
在换刀前输出行号,输出刀具信息,并预调下一把刀具。比如在TCL代码中,可能会有类似这样的逻辑(简化示意):
tcl
# 获取当前刀具信息
set current_tool [get_current_tool]
# 输出当前刀具信息
post_message "当前刀具: $current_tool"
# 获取下一把刀具并预调
set next_tool [get_next_tool]
pre_set_tool $next_tool这一小段代码,先获取当前刀具并输出其信息,然后获取下一把刀具并进行预调操作,保证换刀过程的流畅。
- 坐标系选择输出
可根据编程坐标里面的"装夹偏置"号来选择输出G54到G59坐标系。0对应G54,1对应G55 。实现这个功能在TCL代码中可能是这样判断的(简化示意):
tcl
set clamp_offset [get_clamp_offset]
if {$clamp_offset == 0} {
post "G54"
} elseif {$clamp_offset == 1} {
post "G55"
}通过获取装夹偏置号,然后根据不同的值输出相应的坐标系指令。
- 螺旋下刀支持
支持螺旋下刀I、J指令,这能提高机床效率,精简程序。螺旋下刀在复杂模具加工等场景中非常实用,可以减少刀具的磨损,提高加工表面质量。在实际生成代码时,会根据加工路径和参数,生成包含I、J指令的螺旋下刀代码。
- 刀具半径补偿输出
每次G41之后都会输出补偿号D值。这对于精确控制加工尺寸很重要,能让加工出来的零件更符合设计要求。在TCL代码实现上,就是在检测到G41指令时,及时获取并输出对应的D值。
- 钻孔循环支持
支持G81、G73、G83钻孔循环输出 。钻孔是机械加工中常见的操作,这些循环指令可以根据不同的加工需求,实现高效、准确的钻孔。在生成NC代码时,根据加工参数和钻孔类型,正确生成相应的钻孔循环指令。
- 攻丝循环支持
支持/M29 、G84 、G95模式攻丝循环,并可通过编程的暂停"秒"参数实现Q输出。这为攻丝加工提供了灵活的控制方式,能满足不同材质、不同螺距的攻丝需求。
- 报警提示
S = 0,T = 0报警提示,不同刀具刀号相同也会报警提示。这能有效避免因参数设置错误或刀具管理不当导致的加工事故。在TCL代码中,可以通过判断相关参数值,然后使用post_message函数输出报警信息。
- 上机验证
经过上机验证,安全可靠有保证!这可不是随便说说,经过实际加工测试,确保了后处理生成的NC代码能在三菱、法兰克三轴带刀库的机床上稳定运行。
二、文件构成说明
本后处理为完整版本,包含.def 、.pui 、.tcl三个文件。.def文件定义了后处理的一些基础设置和参数;.tcl文件则是核心的逻辑处理代码所在,实现了上面所说的各种功能;而.pui文件仅供参考后处理构成,千万不要修改哦,以免破坏后处理的正常功能。
UG后处理 三菱 法兰克三轴带刀库备刀通用后处理 ====================== 功能说明: 1、在程序头输出NC文件名称、加工时间、后处理日期 2、在程序头输出加工刀具总数、刀具清单、刀具最大加工深度 3、在换刀前输出行号,输出刀具信息,并预调下一把刀具 4、可选择输出G54到G59坐标系, 通过编程坐标里面的"装夹偏置"号来实现。 0为G54,1为G55 5、支持螺旋下刀I J指令,提高机床效率,精简程序 6、支持刀具半径补偿输出,每次G41之后都会输出补偿号D值 7、支持G81、 G73、G83钻孔循环输出 8、支持/M29 G84 G95模式攻丝循环,并可通过编程的暂停"秒"参数实现Q输出 9、S=0,T=0报警提示,不同刀具刀号相同报警提示 10、上机验证后处理,安全可靠有保证!!棒 ====================== 本后处理为完整版本 .def .pui .tcl三个文件全部提供 ====================== .pui文件仅供参考后处理构成,请勿修改!!谢谢送花
希望这款后处理能为大家的数控加工工作带来便利,有问题欢迎一起交流呀!