每日更新教程,评论区答疑解惑,小白也能变大神!"
目录
[一、 锡膏印刷不良判定与原因分析](#一、 锡膏印刷不良判定与原因分析)
[1. 印刷品质标准](#1. 印刷品质标准)
[2. 常见不良现象及对策](#2. 常见不良现象及对策)
[3. 锡膏使用环境要求](#3. 锡膏使用环境要求)
[二、 元件贴装不良原因分析与应对](#二、 元件贴装不良原因分析与应对)
[1. 贴片机抛料(常见原因及对策)](#1. 贴片机抛料(常见原因及对策))
[2. 其他贴装缺陷](#2. 其他贴装缺陷)
[三、 回流焊接不良原因分析与应对](#三、 回流焊接不良原因分析与应对)
[1. 核心缺陷表](#1. 核心缺陷表)
[2. 回流焊温度曲线(无铅系列基准)](#2. 回流焊温度曲线(无铅系列基准))
[四、 硬件工程师量产管理建议](#四、 硬件工程师量产管理建议)
一、 锡膏印刷不良判定与原因分析
1. 印刷品质标准
-
均匀性:锡膏量须适中,避免一多一少导致"曼哈顿现象"(立碑)。
-
覆盖率 :最少用量应覆盖焊盘面积的 75% 以上;过量最大须小于焊盘面积的 1.2倍,且严禁与相邻焊盘接触。
-
对齐度:锡膏必须与焊盘形状相等并精确对齐。
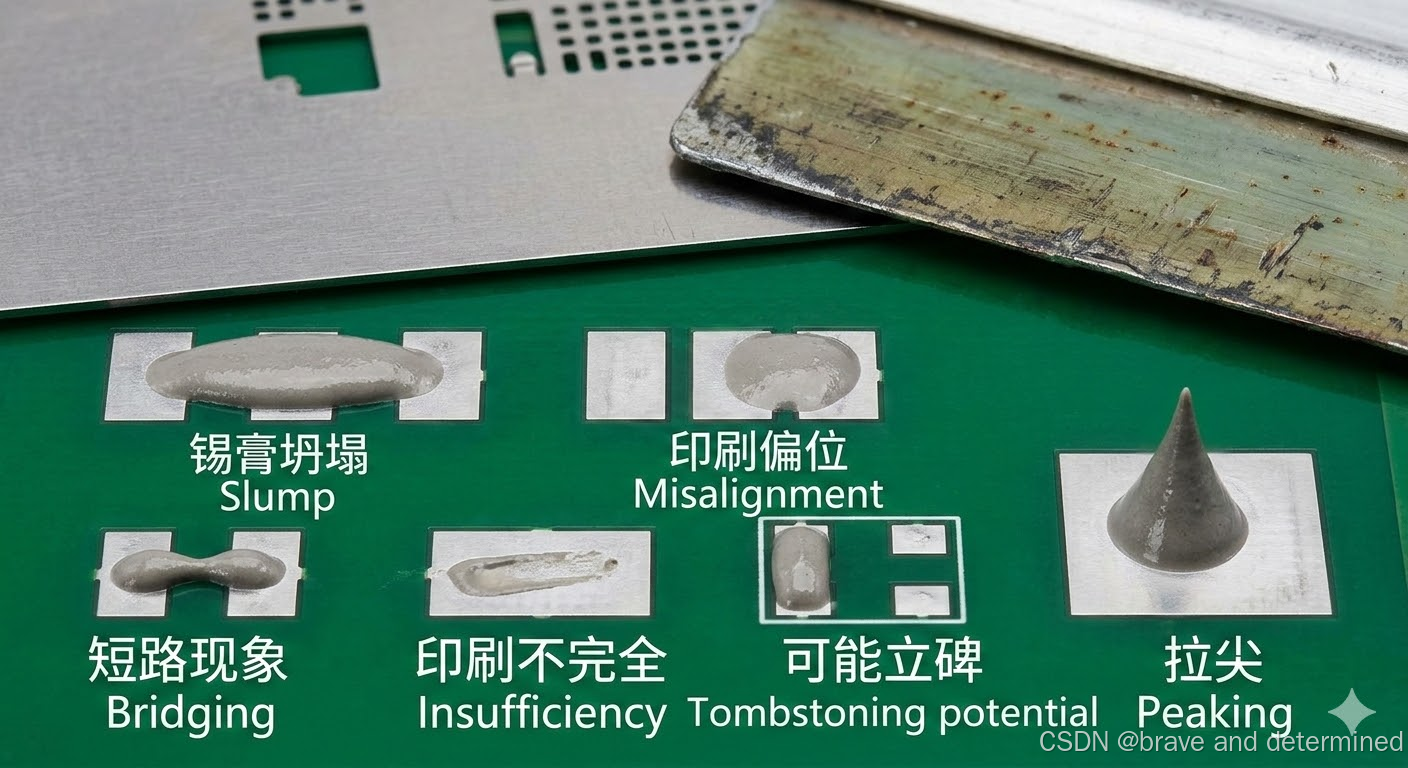
2. 常见不良现象及对策
| 不良现象 | 可能原因 | 解决方法 |
|---|---|---|
| 坍塌 | 刮刀压力过大;PCB定位不稳;锡膏粘度或金属含量过低。 | 调整刮刀压力;重新固定PCB;更换合适粘度的锡膏。 |
| 厚度偏薄/下限 | 模板(钢网)太薄;刮刀压力过大;锡膏流动性差。 | 选用合适厚度的模板;调整压力;选择合适颗粒度锡膏。 |
| 厚度不一致 | 模板与PCB不平行;锡膏搅拌不均匀导致粘度不一。 | 调整两者平行度;印刷前充分搅拌锡膏。 |
| 毛刺 | 锡膏粘度偏低;模板孔壁粗糙或粘有残余锡膏。 | 检查钢网开孔质量;加强网板清洗频率。 |
| 印刷不完全 | 网孔堵塞;锡膏粘度过小;金属粉末颗粒过大;刮刀磨损。 | 清洗网孔及底部;匹配粉末粒径与开孔尺寸;更换刮刀。 |
| 拉尖 | 印刷间隙过大;锡膏粘度大;脱模(分离)速度过快。 | 将间隙调至零间距;降低脱模速度;调整粘度。 |
| 偏位 | PCB定位不牢;模板与PCB未对中/存在夹角;钢网变形。 | 检查定位治具与PIN针;重新校准对中;更换变形钢网。 |
3. 锡膏使用环境要求
-
环境温湿度:温度 20~27℃,相对湿度 40%~60%RH。
-
储存方式:0~10℃ 密封冷藏。
-
使用前准备:解冻 3 小时以上(达室温),且必须充分搅拌。
二、 元件贴装不良原因分析与应对
1. 贴片机抛料(常见原因及对策)
-
吸嘴问题 :变形、堵塞、破损导致气压不足。→ 对策:清洁或更换吸嘴。
-
识别系统 :镜头有灰尘、光源强度不足、硬件损坏。→ 对策:擦拭识别镜头,调整光源。
-
取料位置 :吸嘴未在元件中心,取料高度不当。→ 对策:调整取料坐标,高度以碰到零件后下压 0.05mm 为准。
-
真空系统 :气路堵塞或泄漏,导致吸力不足或中途掉落。→ 对策:清理气路,检查电磁阀。
-
程序/来料 :参数设置与实物不符;引脚氧化。→ 对策:修正程序参数;反馈 IQC 确认物料质量。
2. 其他贴装缺陷
| 现象 | 原因分析 | 排除方法 |
|---|---|---|
| 吸不上料 | 吸嘴与元件不匹配;编带太粘;供料器中心偏移。 | 更换匹配吸嘴;重新校准供料器位置。 |
| 元件破损 | 贴装高度过低;贴装压力过大。 | 根据PCB和元件高度重新调整Z轴高度与压力。 |
| 贴装偏位 | 坐标设置不准;PCB整体偏移(Offset)。 | 修改个别坐标或修正 X、Y、θ 偏移值。 |
| 方向错误 | 编程错误;供料器装料反向;厂家编带方向不一。 | 修改程序;核对装料方向。 |
三、 回流焊接不良原因分析与应对
1. 核心缺陷表
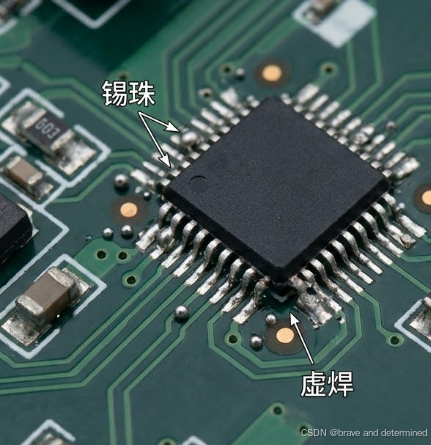
(图中箭头指的位置不是很准确)
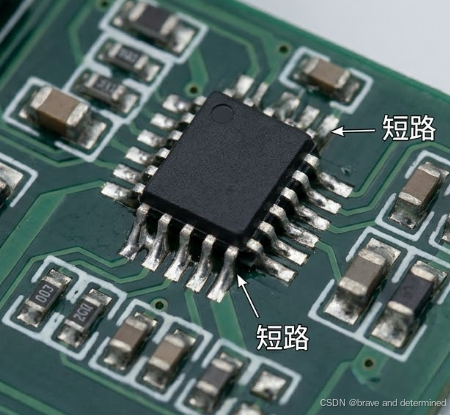
(图中箭头指的位置不是很准确)
| 缺陷名称 | 主要原因 | 解决方法 |
|---|---|---|
| 锡珠 | 锡膏氧化/水分过重;加热过快;贴装压力过大。 | 降低环境湿度;调整回流曲线;减小贴装压力。 |
| 短路/连焊 | 锡膏塌落;网板背面粘锡;加热过快。 | 增加锡膏粘度;加强钢网底部清洗;降低升温速度。 |
| 立碑/直立 | 焊盘两端受力不均;加热速度不均;贴装偏位。 | 优化焊盘设计;调整温度曲线;校准贴装坐标。 |
| 虚焊 | 印刷量不足;焊盘污染;温区设置不当。 | 检查钢网及印刷压力;加强PCB清洗;调整曲线。 |
| 空焊 | 锡膏活性弱;PCB/元件氧化;贴装高度不当。 | 更换活性强锡膏;对PCB/元件进行烘烤或清洗。 |
2. 回流焊温度曲线(无铅系列基准)
-
升温阶段:室温至 150℃,约 75s,控制在 4℃/s 以内,使溶剂挥发。
-
预热保温:150~200℃,60~180s,除去水分,防止热应力,激活助焊剂。
-
焊接阶段:220℃ 以上保持 25~50s,峰值温度控制在 240℃ 以内。
-
冷却阶段:采用强风冷却,形成细密焊点组织。
四、 硬件工程师量产管理建议
-
全生命周期负责:研发人员不能仅负责原理图和PCB布局,必须具备量产知识。出现问题时应协助生产线定位问题,而非推卸责任。
-
前端优化设计:
-
封装设计:在PCB封装设计阶段即考虑钢网开孔。
-
BGA优化:BGA的良率极大程度取决于钢网开孔尺寸的精密设计。
-
-
全局风险管控 :SMT良率不只是车间问题,需前溯至采购(供应商质量) 、**库存管理(防潮/氧化)以及PCB加工(表面处理工艺)**等环节。