很多工厂嘴上都在喊"数据要统一、主数据要规范",一问起BOM,却是这样的现状:
-
工程那边有一套工程BOM(EBOM),在PLM、CAD里;
-
制造这边在ERP/MES里维护着一套制造BOM(MBOM);
-
采购自己Excel里还躺着一堆采购BOM(PBOM)。
同一个产品,三套BOM,看起来又重复、又费人,
于是问题来了:
为什么不能只维护一套BOM?工程BOM、制造BOM、采购BOM,到底差在哪?
这篇就从实操角度,把这件事讲透三个层次:
-
一套BOM为什么解决不了问题?
-
三种BOM各自是干什么的?
-
真正成熟的企业,是怎么用"多视图BOM"管住设计、制造和采购的?
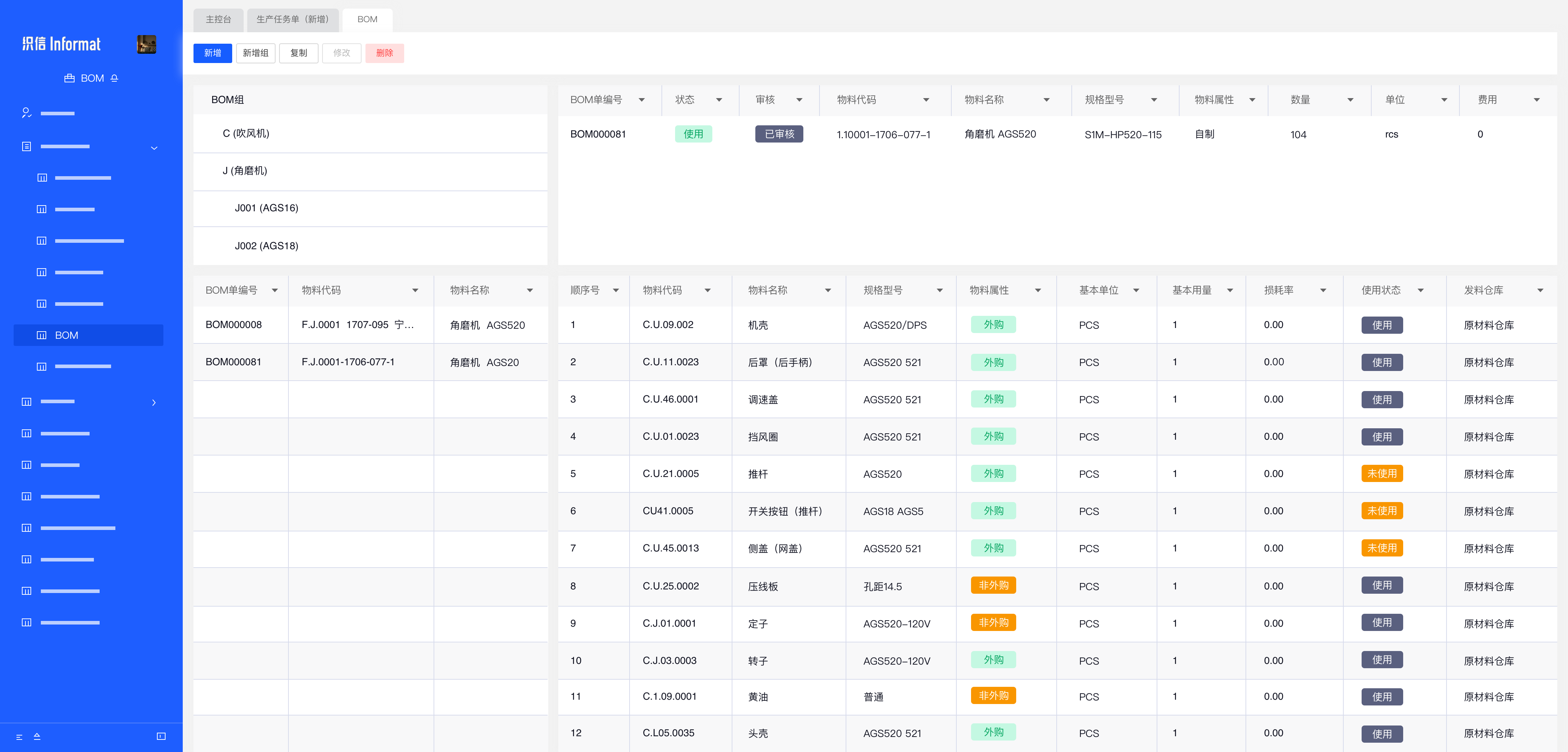
以下解读中所用到的ERP BOM管理系统------
已经做成了完整的模板,可直接下载使用:informat.cn
一套BOM解决不了问题,本质上是不一样

先把结论放前面:
BOM不是一张表,而是"同一个产品的不同视图"。
工程看的是"怎么设计出来",制造看的是"怎么做出来",采购看的是"要买什么、跟谁买"。
你如果只认"一套BOM",通常会踩这几个坑:
-
工程想要的是结构清晰、功能清晰,不关心你怎么排产;
-
制造想要的是按工艺、工序、工装来拆,不想背一份"实验室结构";
-
采购关心的是物料代码、供应商、MOQ、交期、替代料,对工序顺序没兴趣。
统一成一张BOM有两个典型后果:
满足谁,就得得罪另外两方BOM画成工程喜欢的样子:制造、采购天天骂人用不下去;BOM按制造逻辑拆:工程一看图纸,完全对不上结构;按采购逻辑组织:工程、制造谁看谁懵。
**所有人都开始偷偷维护"自己的那一份"**工程在PLM里一套结构;制造在MES/Excel里再拆一套"生产用BOM";采购搞一套"采购汇总表"。
表面上说"我们只有一套BOM",实际上是一堆影子BOM在系统外乱飞。
所以,问题根本不在于"要不要多套",而在于:
你是任由每个人各搞一套,还是承认确实需要多视图BOM,并且把它们的边界和关系设计清楚。
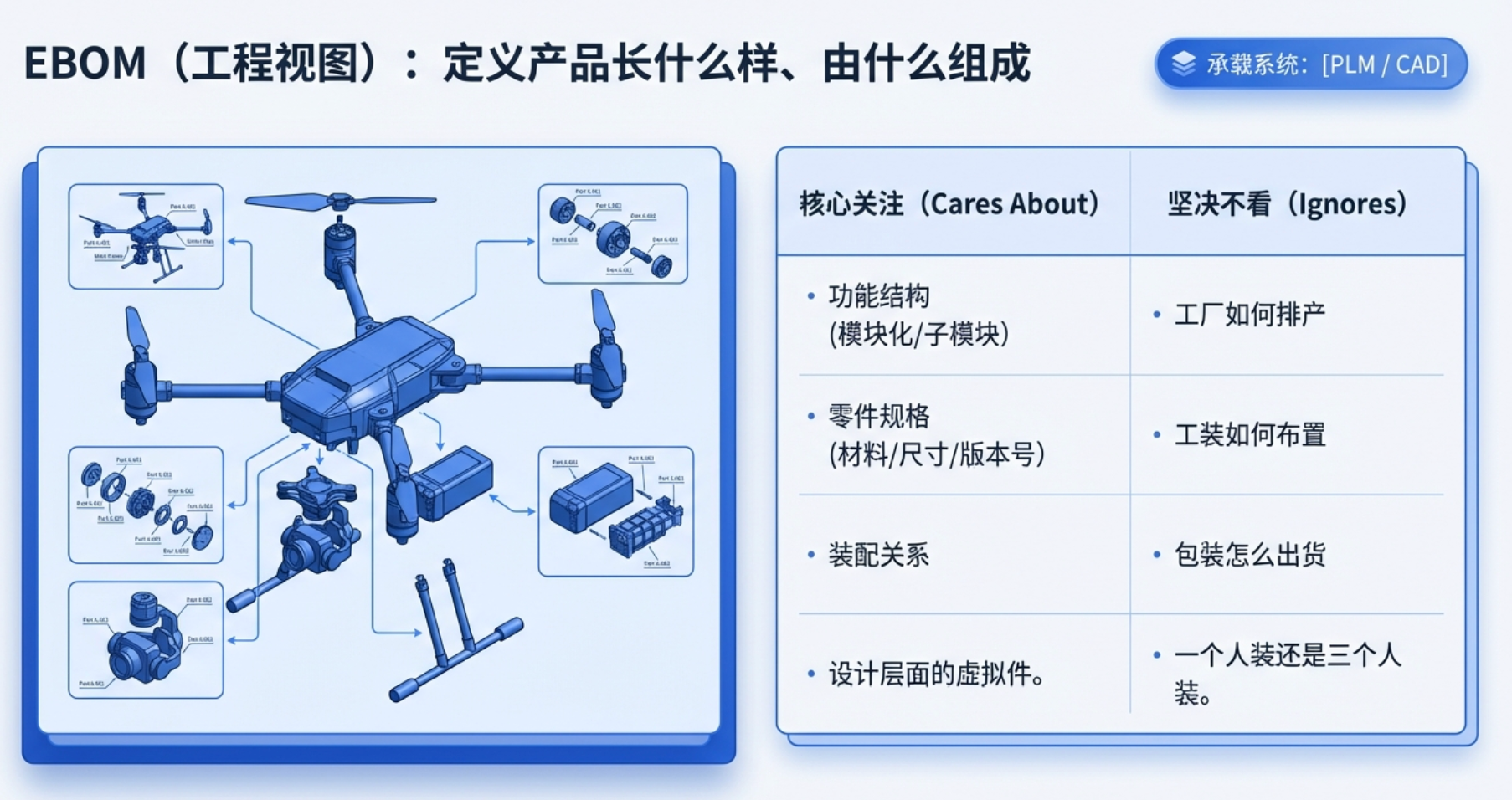
工程BOM(EBOM):告诉你由什么组成
工程BOM是研发设计部门的视角,核心回答:从功能和结构上,产品由哪些零部件组成?
**它是谁的视角?**产品设计师、研发工程师。他们在PLM、CAD系统中维护EBOM。
它能做的是:
-
定义产品结构:按照功能模块组织零部件,形成清晰的层级树
-
关联技术文档:与3D模型、图纸、技术规格书紧密绑定
-
管理设计变更:追踪ECO/ECR(工程变更通知/申请)的完整历史
-
支持设计协同:为研发团队提供统一的"产品结构语言"
它关注的是:
功能模块划分、零件规格参数、装配关系、设计意图。不管零件好不好买、能不能生产、成本多少,只管"设计上是什么样"。
典型特征是:
-
按功能分组:比如智能手机的EBOM会按"显示模组"、"主板模组"、"电池模组"等组织
-
包含虚拟件:设计上需要但生产中不存在的"设计概念"
-
精确但不生产:一颗螺丝都列出,但不考虑损耗率
-
版本频繁更新:设计优化时版本快速迭代
制造BOM(MBOM):这个产品怎么被做出来
制造BOM是工艺、制造部门的视角,核心解决:结合工厂的实际工艺和产线,如何把产品一步步做出来?
**它是谁的视角?**工艺工程师、生产计划员、车间管理者。他们在ERP/MES系统中维护MBOM。
它能做什么?
-
指导车间作业:明确每个工序用什么物料、多少数量
-
支持生产计划:为MRP运算提供准确的物料需求
-
管理工艺资源:关联工装夹具、设备、工时信息
-
控制物料消耗:设定合理的损耗率和替代料规则
它关注什么? 工艺路线、工序顺序、工位布局、生产效率、成本控制。不管设计上怎么想,只管"怎么装得最快、最省、最稳"。
典型特征:
-
按工序拆分:EBOM里的"电机组件"在MBOM可能变成"车削→热处理→装配"三个工序
-
增加工艺物料:焊锡、胶水、包装材料这些设计不关心的东西
-
引入损耗率:理论用量100个,实际投料可能需要105个
-
支持替代策略:主物料缺货时自动切换备选方案
采购BOM(PBOM):告诉你要买什么
采购BOM是供应链、采购部门的视角,核心关注:为了保证交付和成本,到底要买哪些物料、从谁那里、按什么节奏买?
**它是谁的视角?**采购员、供应链经理。他们在ERP/SRM系统或Excel中维护PBOM。
它能做什么?
-
明确采购需求:区分哪些是外购件、哪些是自制件
-
管理供应商关系:主供/备供、价格、交期、付款条件
-
控制采购节奏:结合MOQ(最小起订量)和安全库存制定采购计划
-
支持成本核算:为财务提供准确的物料成本数据
它关注什么? 物料代码、供应商信息、MOQ、交期、替代料、价格。不管工序顺序,只管"能不能买得到、买得对、买得划算"。
典型特征:
-
一对多映射:设计上一个"螺钉M5*20",可能对应三家供应商、三个物料号
-
扁平化结构:不像EBOM/MBOM那么层级分明,方便快速采购
-
包含商务信息:合同条款、付款方式、质量标准
-
实时动态更新:价格波动、供应商变化都要及时反映
三套BOM管理混乱,会乱成什么样?
很多企业的现状是:EBOM、MBOM、PBOM各搞一套,靠人脑和Excel硬凑。 结果会引发三大致命问题:
问题一:版本不同步,生产用错料
典型场景: 工程师周五下班前改了一个孔径,PDM没检入,周一生产打开的是三天前的旧BOM。20台机架全按旧孔距开料,现场装不上。
这不是粗心,是数据流断在最后一米。

某家电企业曾做过统计:导入PDM之前,每月因BOM错误导致的返工损失超过30万元,其中73%的错误是"改了模型没改BOM表"这种低级失误。
问题二:BOM不一致,质量无法追溯
更可怕的是: 系统里一套数据,现场一套数据,仓库一套数据。
当质量问题时,你问:
-
生产:"我按工单BOM装配的"
-
采购:"我按采购清单买的"
-
工程:"我按最新图纸设计的"
三套BOM,三个数,开会时互相问"以谁为准"。

问题三:无法平台化管理,成本控制失效
深层影响: 不同型号无法实现模块化设计,备件不能共享,成本分析做不到精准,集团层面审计只能看模糊总数。
据相关企业数据统计:BOM版本失效平均导致企业成本增加8%-15%,生产齐套率下降20%,库存周转率降低30%。这已经不是"管理问题",而是"竞争力问题"。
成熟企业玩法:多视图BOM + 清晰映射 + 系统承载
真正成熟的企业早已走出"要三套BOM还是一套BOM"的误区,他们用"多视图BOM + 清晰映射 + 系统承载"的模式,解决了这些痛点。
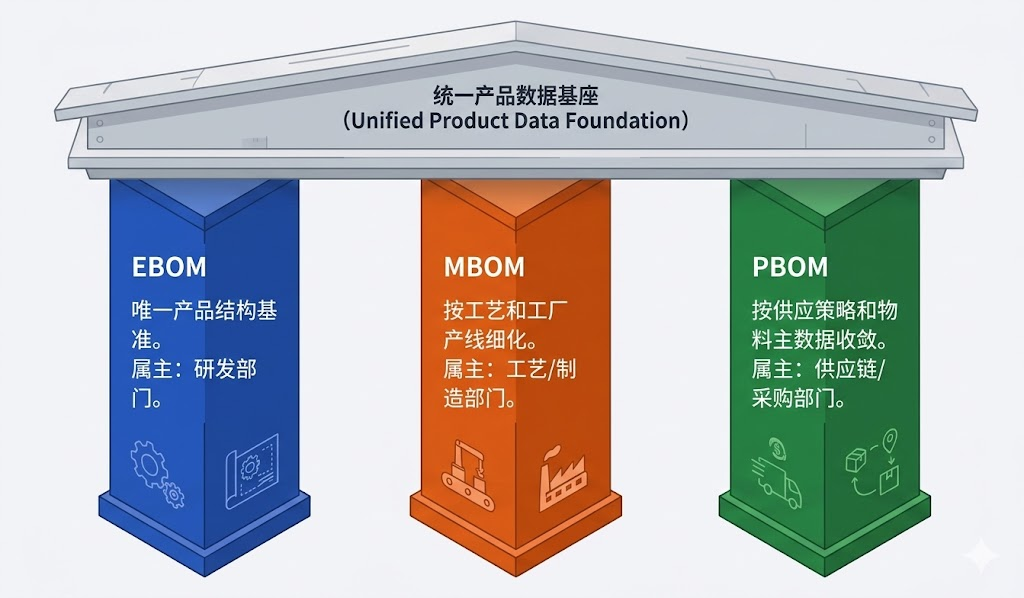
第一步:承认多视图BOM的边界
在制度上承认:
-
EBOM:唯一产品结构基准,由研发负责,存储于PLM系统
-
MBOM:按工艺和工厂细化,由工艺/制造负责,存储于ERP/MES系统
-
PBOM:按供应策略收敛,由供应链/采购负责,存储于ERP/SRM系统
关键不是"只留一套",而是:谁对哪套视图负责,哪一套视图是其他视图的"上游来源"。
第二步:建立映射关系,而不是靠人脑"对照"
至少要做三件事:
EBOM → MBOM的映射规则
-
哪些EBOM节点是"只在设计存在"的虚项,需要在MBOM中折叠
-
哪些MBOM工位/工序,要从EBOM中拉哪些零件
-
一种设计件,在不同工厂、不同制造策略下的展开方式是什么
设计件 → 采购物料的映射规则
-
EBOM里的"设计零件号"对应哪些"采购物料号"
-
主供/备供之间如何切换,有没有中心表
-
紧急替代、停产替代如何标记、谁审批
变更全链路传导当EBOM发生变更(ECO/ECR)时:
-
系统中发起"下游影响分析"
-
指定哪些MBOM、哪些工厂、哪些PBOM条目会受影响
-
必须有人确认这些下游视图的调整方案,否则ECO不算完结
第三步:用系统承载,替代Excel和人脑维护
比较健康的形态是:
-
EBOM:在PLM或PDM系统里,跟图纸、模型、变更单打通
-
MBOM:在ERP/MES里,和工艺路线、工单、工艺参数绑定
-
PBOM:在ERP/SRM里,和物料主数据、供应商、采购合同绑定
-
映射关系:也在系统中管理,而不是一张"秘密Excel"
回到开头:三套BOM是浪费还是投资?
表面上看,维护三套BOM确实比"一套BOM用到底"更复杂。但如果你问那些经历过BOM混乱的企业管理者,他们会告诉你:
不是"三套BOM太复杂",而是"一套BOM太危险"。
一个电阻的型号后缀写错,整块PCBA功能异常;一颗螺丝的材质等级标错,整机振动测试过不了;一个供应商料号漏更新,售后维修领错配件,客户现场多停摆两小时。
当315抽检来临时,专家不会问你"有几套BOM",只会问"你产品图纸上的BOM,和车间里正在装配的实物,真的100%一致吗?"
所以,问题从来不是"要不要多套BOM",而是:你是任由每个人各搞一套,放任数据混乱;还是承认确实需要多视图BOM,并且用合理的工具和规则,把它们的边界和关系设计清楚。
成熟的答案只有一个:多视图BOM同源同步、高效协同。
这才是数据驱动制造业该有的样子。