传统减银策略主要依赖印刷更细的栅线,但受限于丝网印刷物理极限,当线宽接近20微米时进一步降耗难度大增。本文提出一种银节约型两步印刷法:首先印刷少量传统银浆形成间断的点状接触层,确保高质量金属/硅界面;随后在其上印刷仅负责导电的银节约型栅线(如铜基浆料)。
通过美能PL/EL一体机测试仪 等先进诊断表征界面质量实验表明,后侧银使用量减少了85% ,整个电池的银消耗量降至7 mg/W,效率损失仅为0.1-0.2%。通过进一步优化打印和烧结工艺,预计可以实现与工业标准银金属化设计相当的效率。该研究为TOPCon太阳能电池的可持续和成本效益制造提供了可行的解决方案。
低银丝网印刷接触电极的设计
本研究采用两步印刷的双层金属化设计 ,核心是先印刷少量传统银浆作为种子层 ,实现与硅表面的优质接触,再在种子层上印刷低银/无银浆料制备浮式指栅,仅承担导电功能。该设计让低银浆料无需满足与硅的界面兼容性要求,大幅降低了浆料研发门槛,主要分为连续银种子层和点状银种子层两种构型。
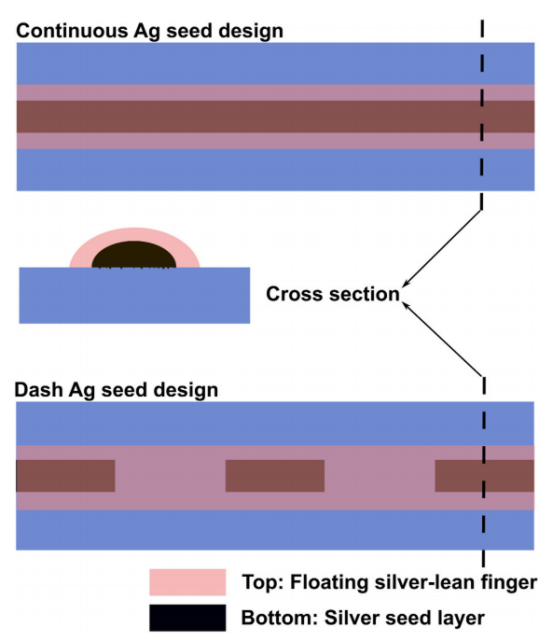
采用连续银种子层和点状银种子层的节银金属化设计示意图
连续银种子层:将传统银浆印刷为连续指栅并降低印刷高度至 5μm,可使 TOPCon 电池银耗从工业级 10~12mg/W 降至 5mg/W 以下,且表层低银指栅的导电贡献可避免指栅线电阻显著上升,仅需保证薄银层的印刷均匀性,以适配激光增强接触优化(LECO)处理。
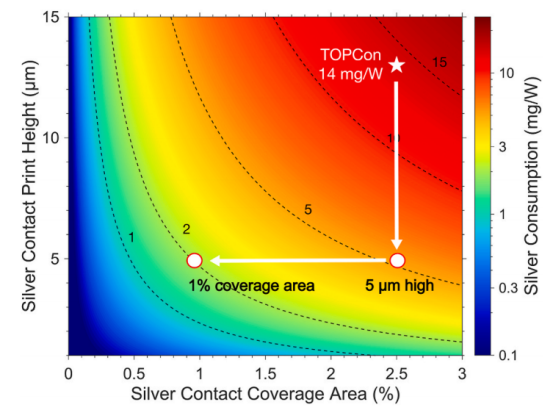
TOPCon太阳能电池中银耗量随银接触电极覆盖面积和印刷高度的变化关系
点状银种子层:将银浆印刷为间断的点状接触结构,置于低银指栅下方,从接触面积维度进一步降银。当银点覆盖电池总面积 1% 时,银耗有望降至 2mg/W 的超低水平,且银点覆盖面积可通过调整间距灵活调控,工艺优化性远优于传统连续指栅(后者需缩窄至 10μm 以下才能实现同等覆盖面积)。
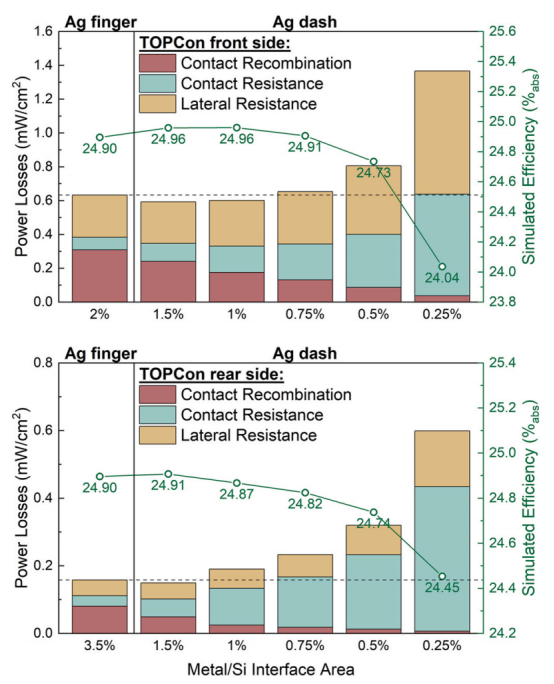
模拟得到的采用标准银细栅和银点的TOPCon太阳能电池的效率以及来自接触复合、接触电阻和横向电阻的功率损失
为验证点状银种子层对电池性能的影响,本研究采用 Quokka 3 软件,基于工业级 TOPCon 电池参数开展数值模拟,核心结论如下:
点状构型的小金属 - 硅界面面积,可显著抑制接触复合损失(尤其在电池正面),但会带来接触电阻上升的问题,0.75%~1% 的银点覆盖面积可实现二者损失的平衡,不会引发电池效率显著下降;
电流集肤效应主要取决于银点间距而非覆盖面积,小尺寸银点搭配小间距的设计,可将该效应降至可忽略水平;
仿真显示,1% 覆盖面积的银点构型,仅背面应用时电池效率降幅小于 0.03% 绝对值,正面应用时效率甚至微升 0.06% 绝对值,证明该设计可在降银的同时保证电池效率,无明显性能折损。
低银金属化设计的TOPCon电池制备
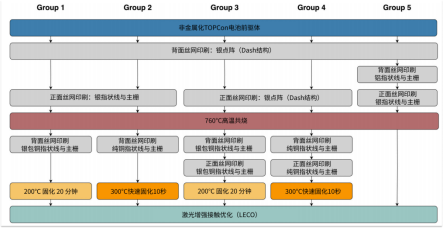
银节约金属化TOPCon电池制备工艺流程
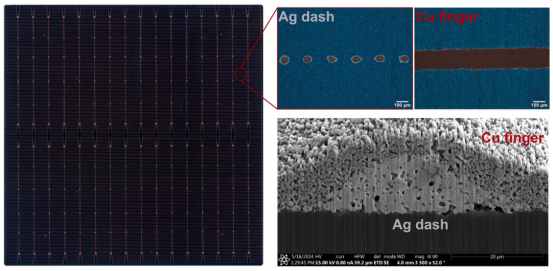
(左)采用节银金属化制备的TOPCon太阳能电池背面的照片。(右)显示节银金属化设计中银点和铜细栅细节的光学显微镜图像和横截面扫描电子显微镜图像
本研究以 182×182mm² 的工业级 TOPCon 电池前驱体为基底,采用不同低银金属化方案制备 5 组实验电池,以正背两面均为标准银指栅的电池为参比样,所用浆料包括 TOPCon 专用烧穿型银浆、银包铜浆(Ag-Cu,银含量 30%~40%)、光伏专用纯铜浆、PERC 电池用高温铝浆,核心制备工艺为丝网印刷 - 共烧 / 固化 - LECO 处理,同时通过 I-V 测试、SEM/EDS 表征、转移长度法(TLM)等手段,分析电池的光电性能、界面微观结构与接触电阻。
基于低温铜基浆料的低银金属化效果
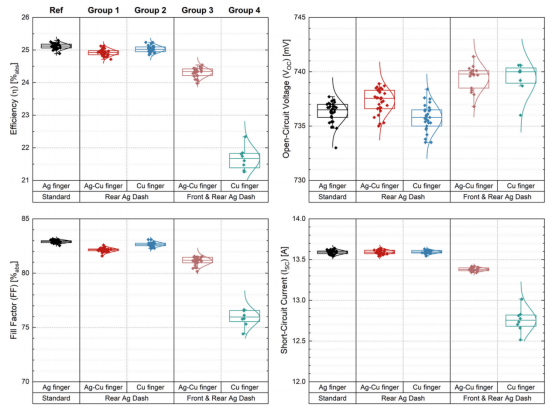
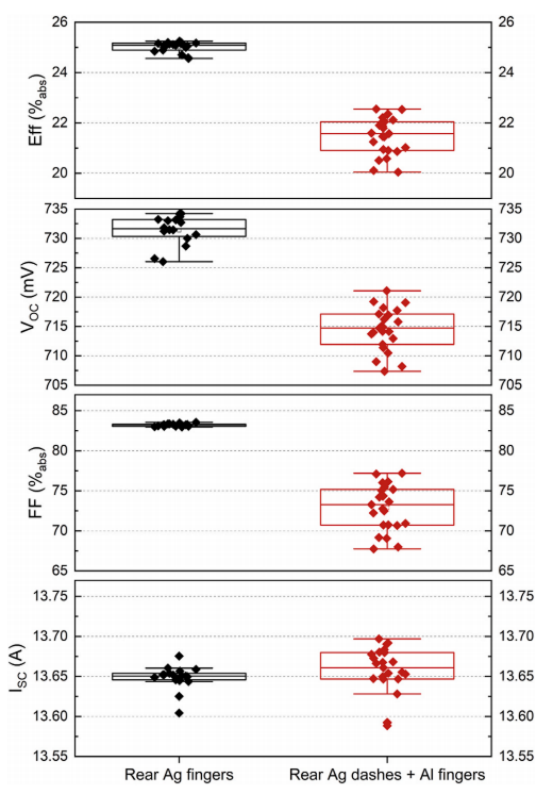
采用不同方案制备的大面积TOPCon太阳能电池的I-V参数:标准银细栅(参考组)、背面银点+银包铜细栅(组1)、背面银点+铜细栅(组2)、双面银点+银包铜细栅(组3)、双面银点+铜细栅(组4)
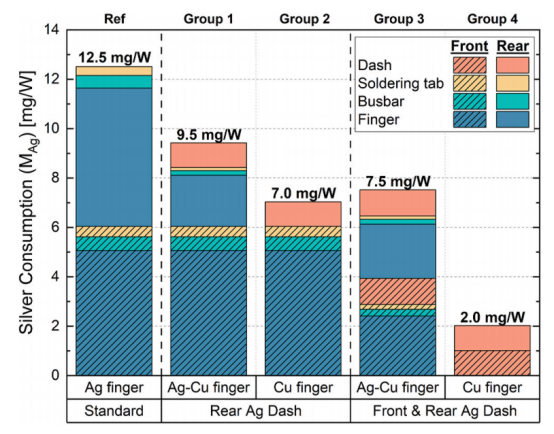
采用不同金属化设计制备的TOPCon电池的银耗量
低温铜基浆料(银包铜浆、纯铜浆)因固化温度低,与银点的工艺兼容性较好,是本次研究的核心低银浆料选择,实验结果主要分为两类:
仅背面应用点状银点 + 铜基指栅:电池平均效率达 24.95%~25.05%,与参比样相比仅微降 0.1%~0.2%,效率损失主要源于填充因子(FF)小幅下降(0.5%~1%),核心原因是背面银点的小界面面积导致接触电阻上升,而铜基浆料的线电阻率低至 5~7μΩ・cm,指栅电阻对电池性能无明显影响。银耗方面,背面银点涂覆量仅 8.8mg / 片(1.1mg/W),较传统设计降银 85%,搭配纯铜指栅后电池总银耗降至 7mg/W,较工业级降幅约 40%;即使搭配银包铜浆,银耗也降至 9~10mg/W,仍实现 15% 以上的降银效果,且未来银包铜浆银含量进一步降低后,降银潜力更大。
正背两面均应用点状银点 + 铜基指栅:实现了2mg/W 的超低银耗,较工业级降幅约 85%,但电池效率未达预期(银包铜浆组 24.3%、纯铜浆组 21.3%~22.3%)。效率偏低的核心原因包括:铜基指栅线宽达 40~60μm,远宽于标准银指栅的 23μm,光学遮光损失显著;正面银浆流变性导致银点实际覆盖面积仅 0.4%~0.5%,远低于 1% 的目标,小界面面积引发高接触电阻,加剧填充因子损失;纯铜浆组还存在指栅与银点对准偏差、边缘分流等工艺问题。
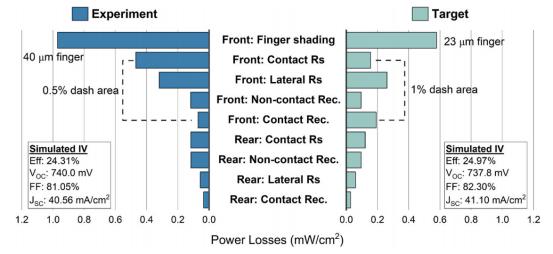
基于(左)本实验中双面采用银点和银包铜细栅制备的TOPCon电池,以及(右)采用目标细栅宽度和正面银点覆盖面积的TOPCon电池的模拟功率损失和模拟I-V参数
针对双面设计的效率瓶颈,数值模拟显示:若将铜基指栅线宽降至 23μm、正面银点覆盖面积提升至 1%,电池效率可恢复至 25% 左右,仅较参比样低 0.1%,证明该设计在工艺优化后,可实现超低银耗与高效率的兼顾。此外,将该设计应用于全背接触(BC)电池,可规避正面指栅的遮光问题,是重要的应用拓展方向。
基于高温铝浆料的低银金属化问题
背面采用标准银细栅(参考组)和银点+铝细栅(组5)制备的TOPCon太阳能电池的I-V参数
高温铝浆料因工艺流程简单、与现有工业产线兼容性好,成为低银浆料的另一选择,本研究尝试了背面银点+铝指栅的设计,但共烧过程中发现银点与铝指栅存在严重的负向相互作用,导致电池效率大幅折损:电池开路电压最大降幅 25mV,填充因子下降超 10%,平均效率仅 21.5%,较参比样损失 3.5%。
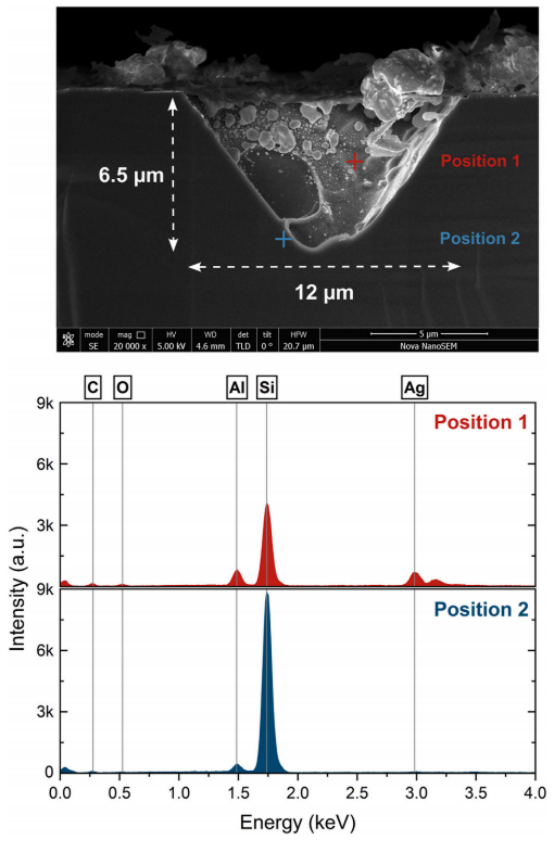
(上)银点下方金属/硅界面的横截面扫描电子显微镜图像。(下)在不同位置测量的能量色散X射线能谱图。成像前已通过化学方法去除了银点和铝细栅
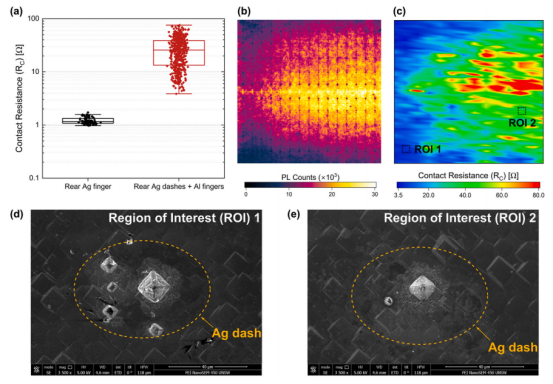
(a) 制备的电池背面传统银细栅以及银点+铝细栅的测量接触电阻。(b) 采用银点和铝细栅制备的TOPCon电池的开路光致发光PL图像和 (c) 背面接触电阻分布图。感兴趣区域1 (d) 和感兴趣区域2 (e) 的扫描电子显微镜图像。(d) 和 (e) 中的橙色虚线圆圈用于指示银点的位置和尺寸
通过 SEM/EDS 对金属 - 硅界面的表征发现,高温共烧时熔融铝会穿透银点的物理隔离,到达银点与多晶硅层的界面,形成宽 12μm、深 6.5μm 的金属蚀刻坑,且铝会扩散至体硅区域。该蚀刻坑直接穿透了 TOPCon 电池背面的 SiOx / 多晶硅钝化叠层(仅 100nm 厚),导致表面钝化质量严重受损,界面饱和电流密度达 1500~4500fA/cm²,是传统银指栅的 40~100 倍。同时,银 - 铝相互作用还使接触电阻提升 80 倍,进一步加剧了填充因子的下降。
要解决这一问题,需对银浆和铝浆进行协同研发:一方面改性铝浆,通过优化玻璃相体系或采用高熔点铝颗粒,减少熔融铝的逸出;另一方面优化银点微观结构,形成致密无孔洞的结构,阻挡熔融铝向金属 - 硅界面渗透。
本研究为 TOPCon 电池的丝网印刷金属化降银提供了贴合工业实际的可行方案,既充分利用了现有丝网印刷的产业化基础,又大幅降低了低银浆料的研发与应用门槛,不仅能有效控制 TOPCon 电池的制造成本,还能缓解光伏太瓦级量产对银资源的依赖,推动光伏产业向更可持续、低成本的方向发展。同时,该设计也为后续低银 / 无银浆料的研发指明了方向,为光伏金属化工艺的降银升级提供了重要的技术支撑。
美能PL/EL一体机测试仪
美能PL/EL一体机测试仪 模拟太阳光照射钙钛矿太阳能电池片,均匀照亮整个样品,并用专业的镜头采集光致发光(PL)信号,获得PL成像 ;电致发光(EL)信号,获得EL成像 。通过图像算法和软件对捕获的PL/EL成像进行处理和分析,并识别出PL/EL缺陷,根据其特征进行分析、分类、归纳等。
- EL/PL成像,500万像素,实现多种成像精度切换
- 光谱响应范围:400nm~1200nm
- PL光源:蓝光(可定制光源尺寸、波长等)
- 多种缺陷识别分析(麻点、发暗、边缘入侵等)可定制缺陷种类
美能PL/EL一体机测试仪 在 本文在光致发光(PL) 分析中,通过蓝光激发精准捕捉金属化界面缺陷。高分辨成像能力和智能缺陷分析特性,已成为TOPCon低银金属化研究中界面失效诊断的基石工具。
原文参考:Silver-lean screen-printing metallisation for industrial TOPCon solar cells: Enabling an 80 % reduction in silver consumption