先进数控 CNC 控制系统
软硬件架构深度拆解
Advanced CNC Control System Hardware & Software Architecture
交付级技术文档 | Engineering Delivery Document
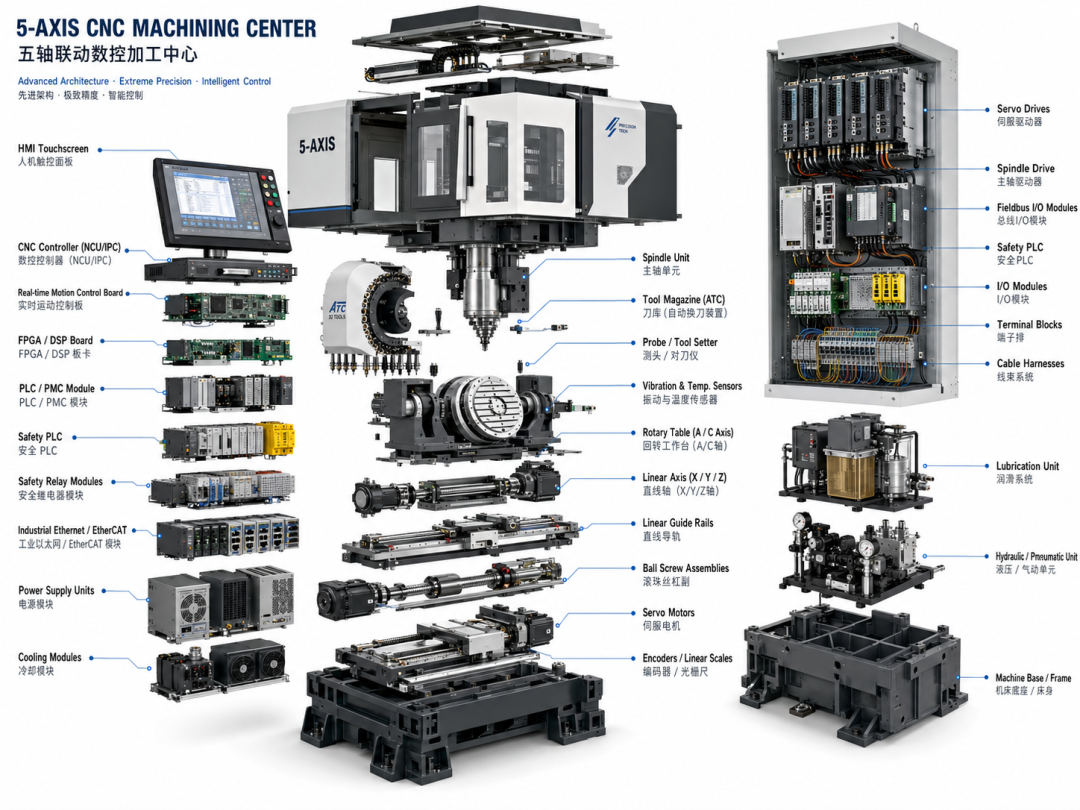
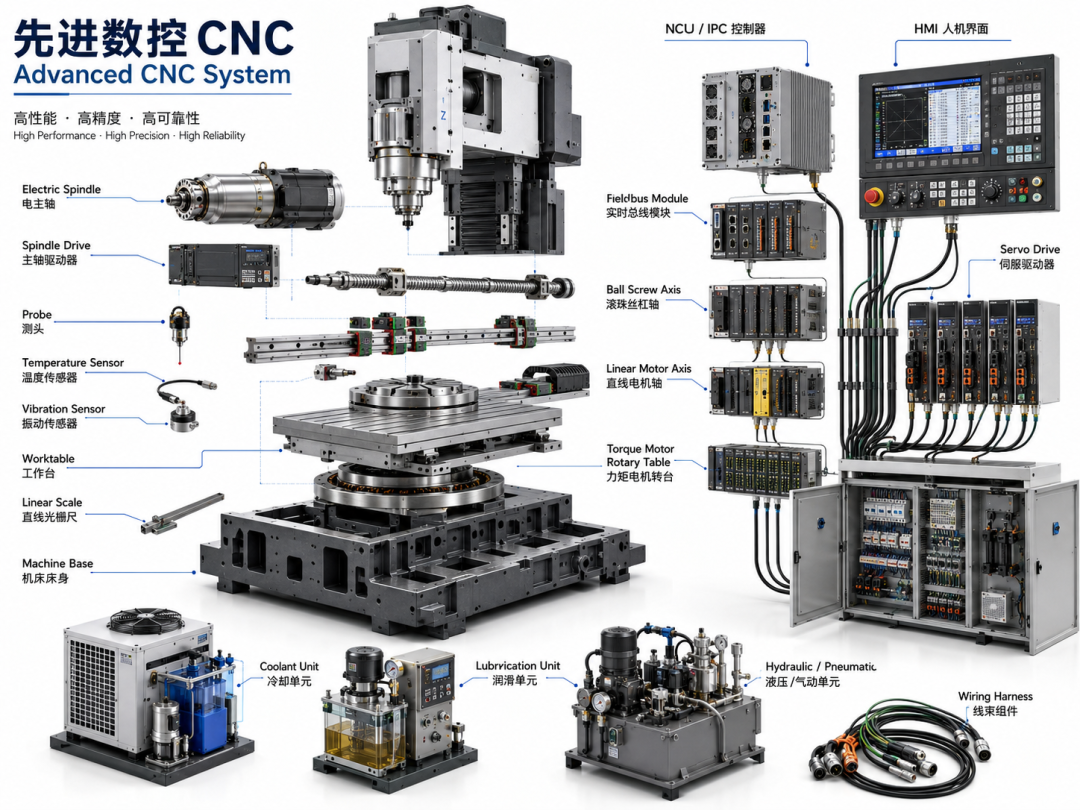
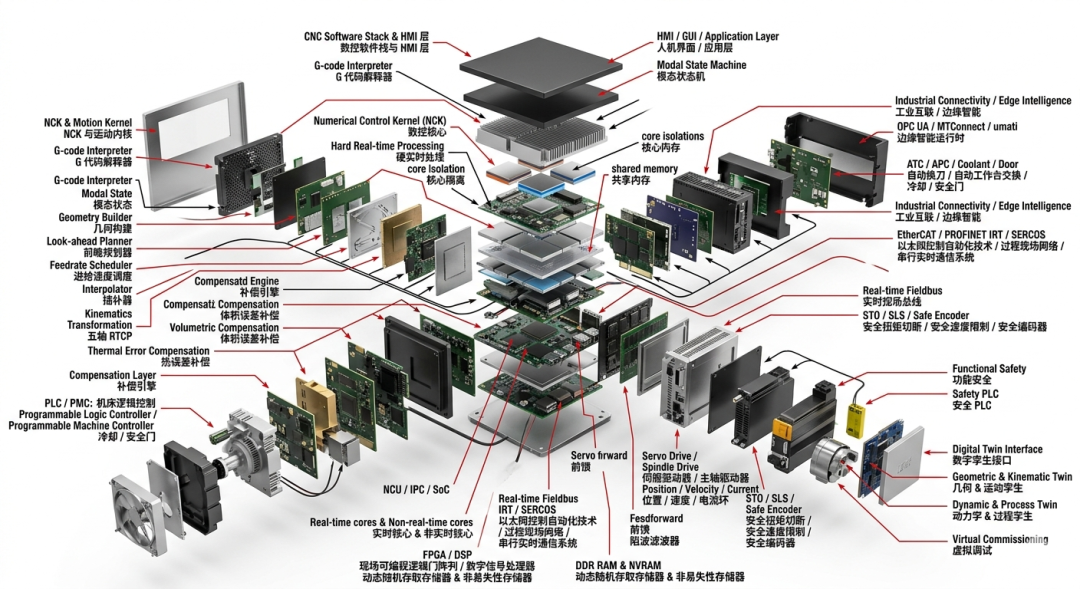
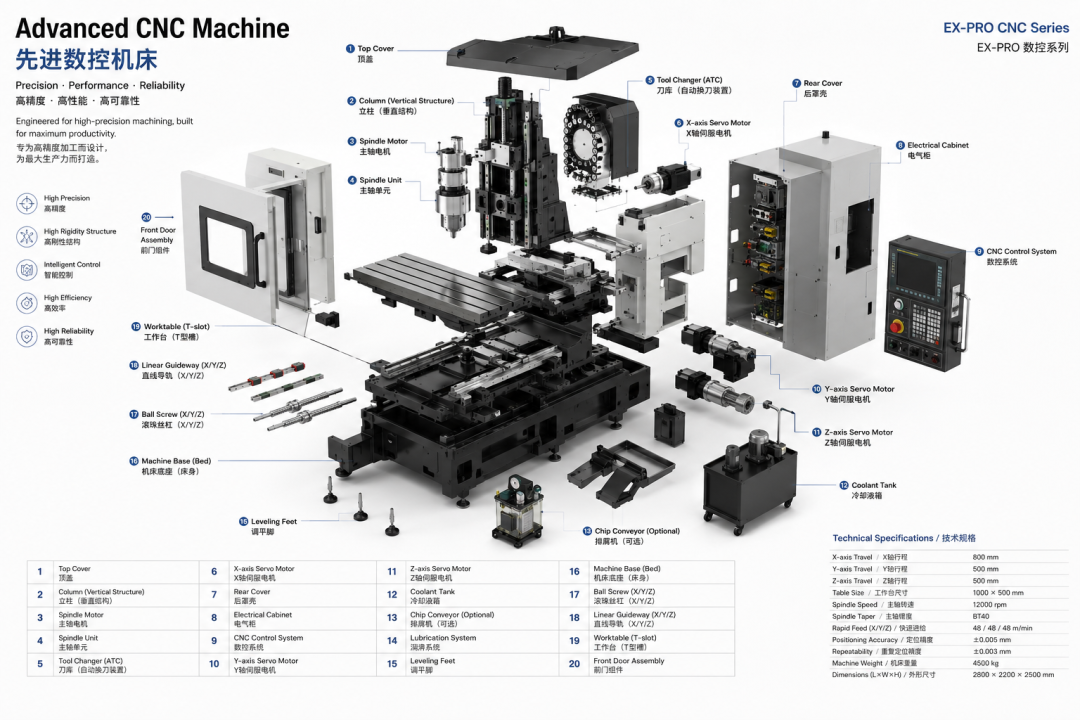
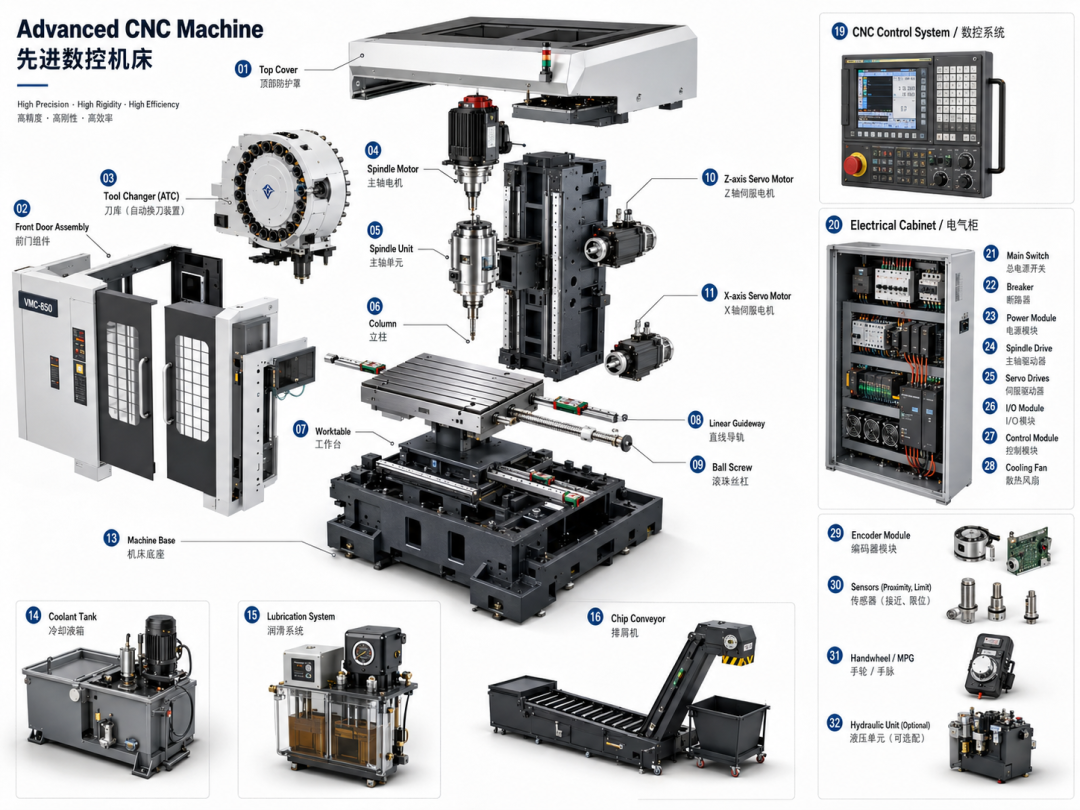
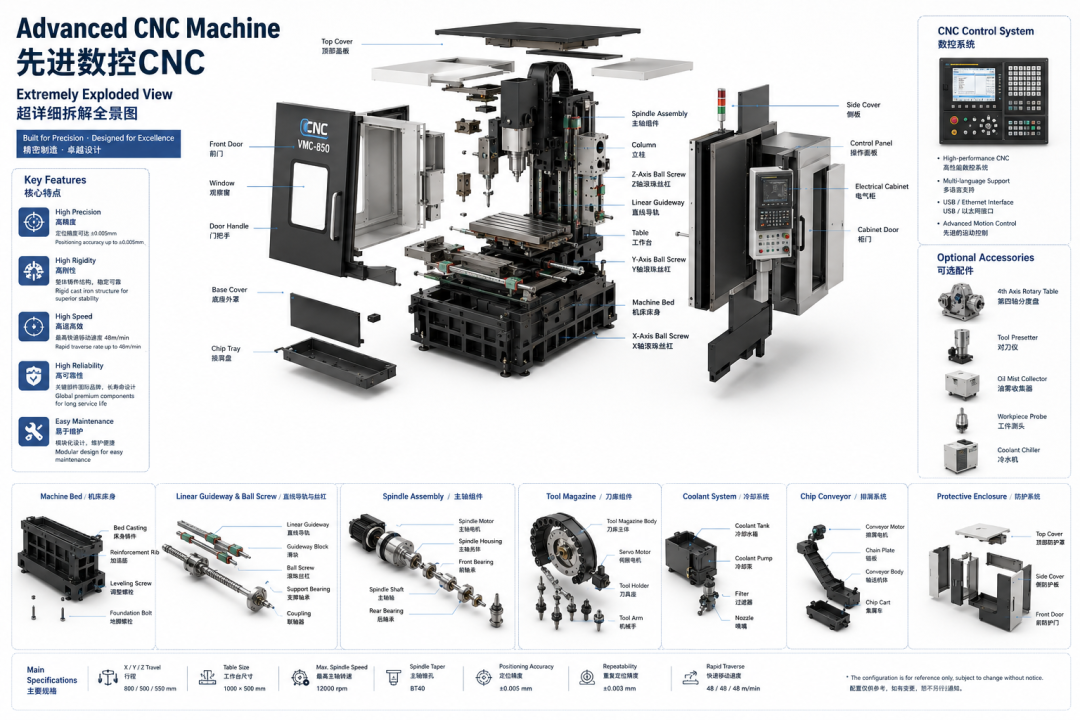
封面图:先进五轴 CNC 加工中心与控制系统极致爆炸视图(Product Design Exploded View)
执行摘要 / Executive Summary
|----------------------------------------------------------------------------------------------------------------------------------------------|
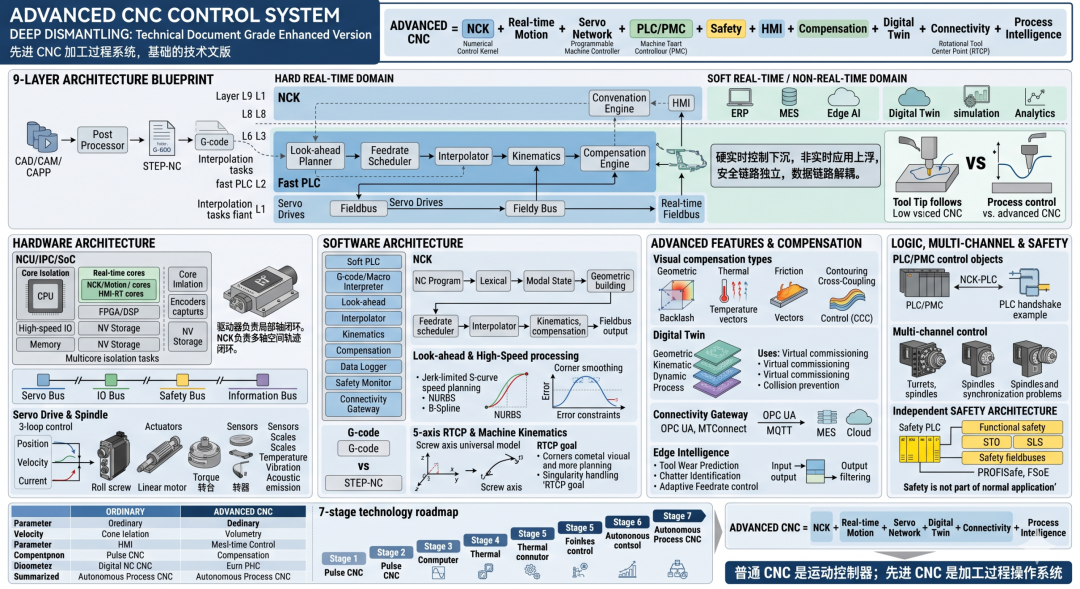
| 核心架构公式 |
| Advanced CNC = NCK + Real-time Motion + Servo Network + PLC/PMC + Safety + Compensation + Digital Twin + Connectivity + Process Intelligence |
|--------------------------------------------------------------------------------|
| 核心结论 |
| 普通 CNC 控制轴;高端 CNC 控制刀尖;顶级 CNC 控制加工过程。 先进 CNC 的本质是"硬实时加工过程操作系统",而不是简单的 G 代码执行器。 |
| 技术主线 | 工程含义 |
|---|---|
| 实时性 Real-time | 插补、总线、伺服和反馈必须满足最坏周期约束。 |
| 轨迹性 Trajectory | Look-ahead、jerk 限制、曲率约束和轮廓误差控制决定加工质量。 |
| 运动学 Kinematics | 五轴 RTCP、SE(3) 建模、雅可比和奇异性规避决定刀尖空间精度。 |
| 补偿性 Compensation | 几何、热、摩擦、动态和体积误差补偿决定真实加工精度。 |
| 安全性 Safety | 安全链路必须独立于普通应用软件,并通过安全 PLC/安全驱动闭环执行。 |
| 智能性 Intelligence | 数字孪生、工业互联和边缘 AI 使 CNC 从运动控制升级到加工过程优化。 |
表 0:执行摘要技术主线
版本:V1.0 日期:2026-05-07
目录
| 章 | 内容 |
|---|---|
| 0 | 文档定位与系统边界 |
| 1 | 总体系统定义与控制链路 |
| 2 | 顶层九层架构 |
| 3 | 硬件架构深度拆解 |
| 4 | 软件架构与实时运行环境 |
| 5 | NCK 数控核心流水线 |
| 6 | 高速高精轨迹规划与插补 |
| 7 | 五轴 RTCP 与 SE(3) 运动学 |
| 8 | 误差补偿系统 |
| 9 | 伺服、主轴与工艺闭环 |
| 10 | PLC/PMC 与机床逻辑 |
| 11 | 安全架构与功能安全 |
| 12 | 多通道与复合加工 |
| 13 | 数字孪生、工业互联与边缘智能 |
| 14 | 实时周期、接口与工程约束 |
| 15 | 工程级软件模块划分 |
| 16 | 测试、验证与验收指标 |
| 17 | 风险清单与实施路线图 |
| 18 | 总结与参考资料 |
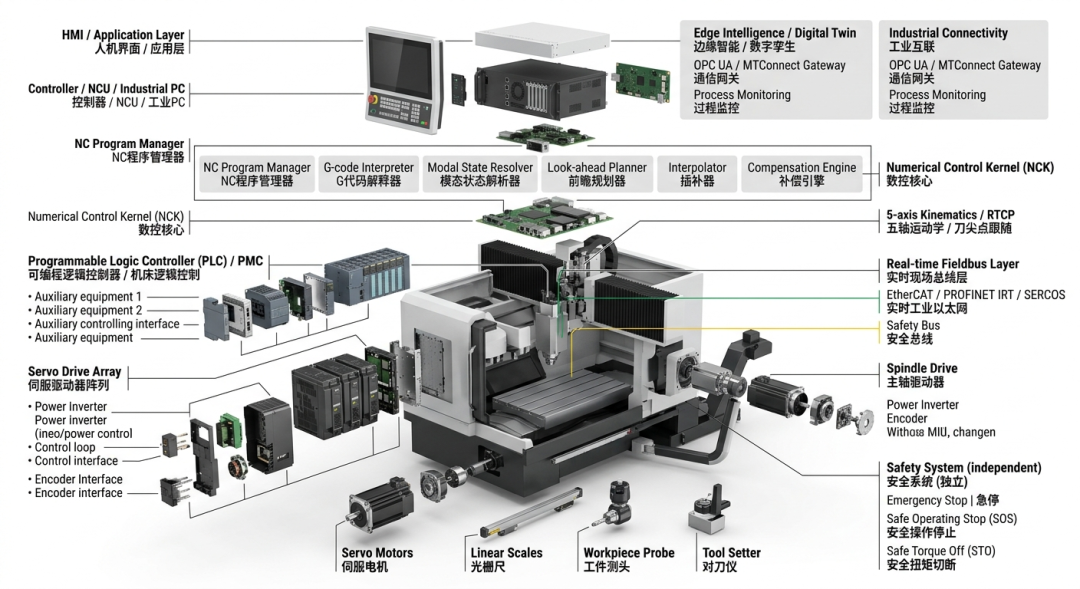
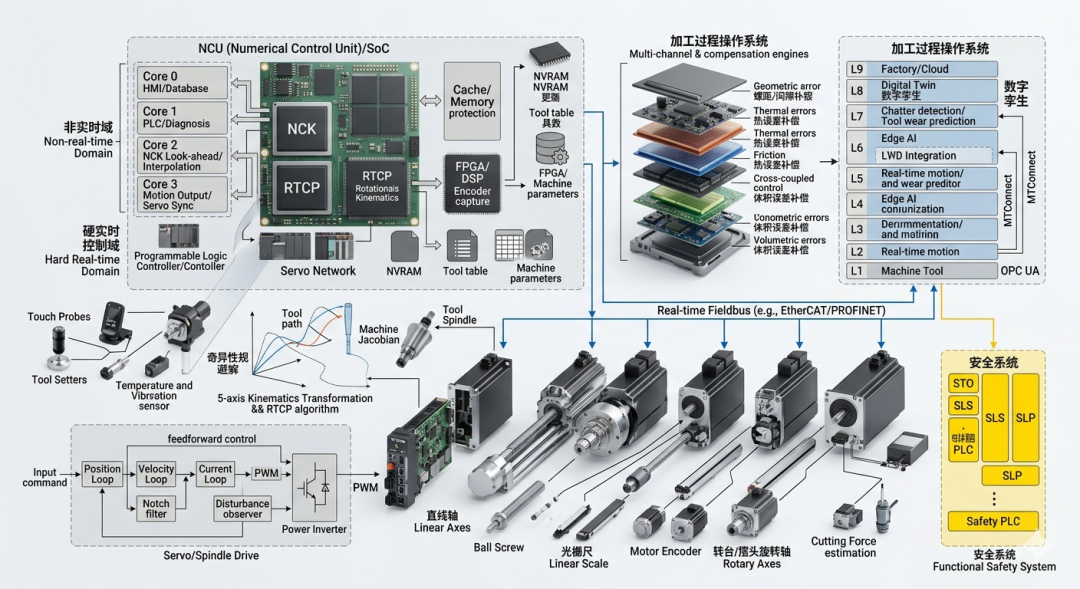
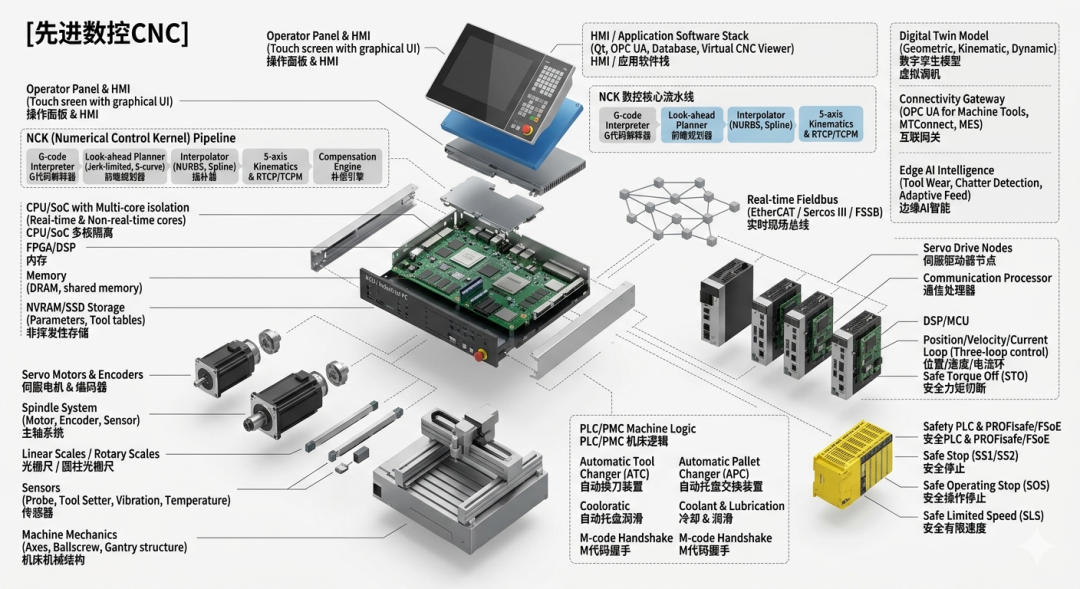
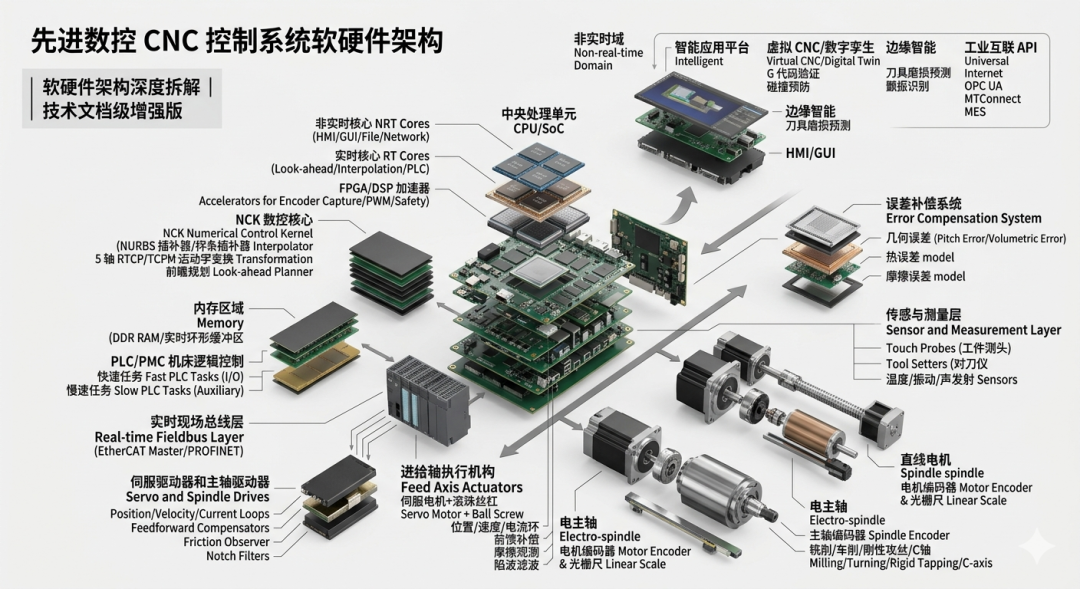
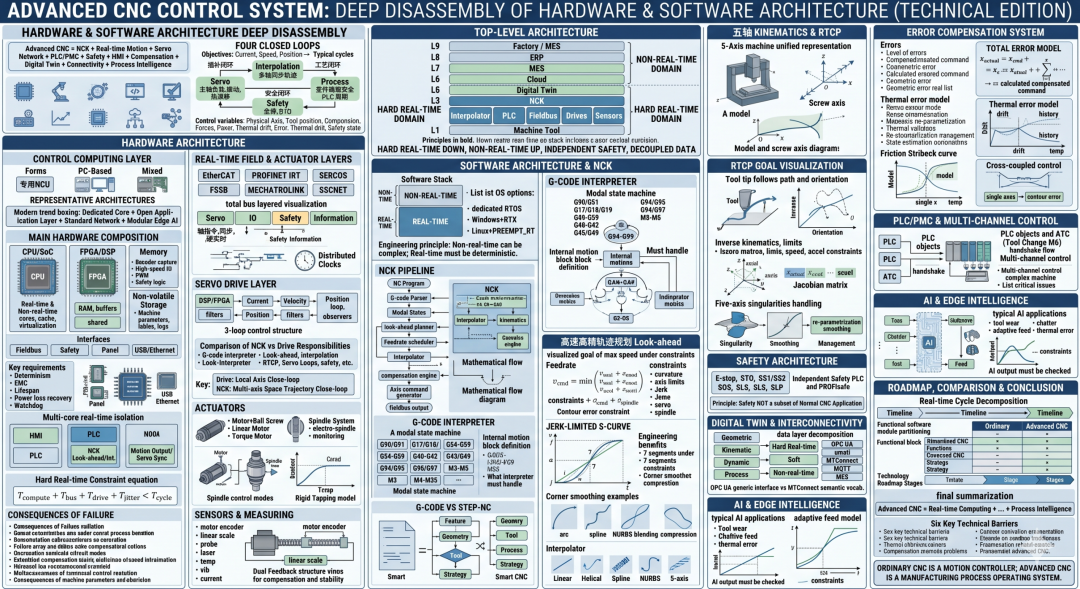
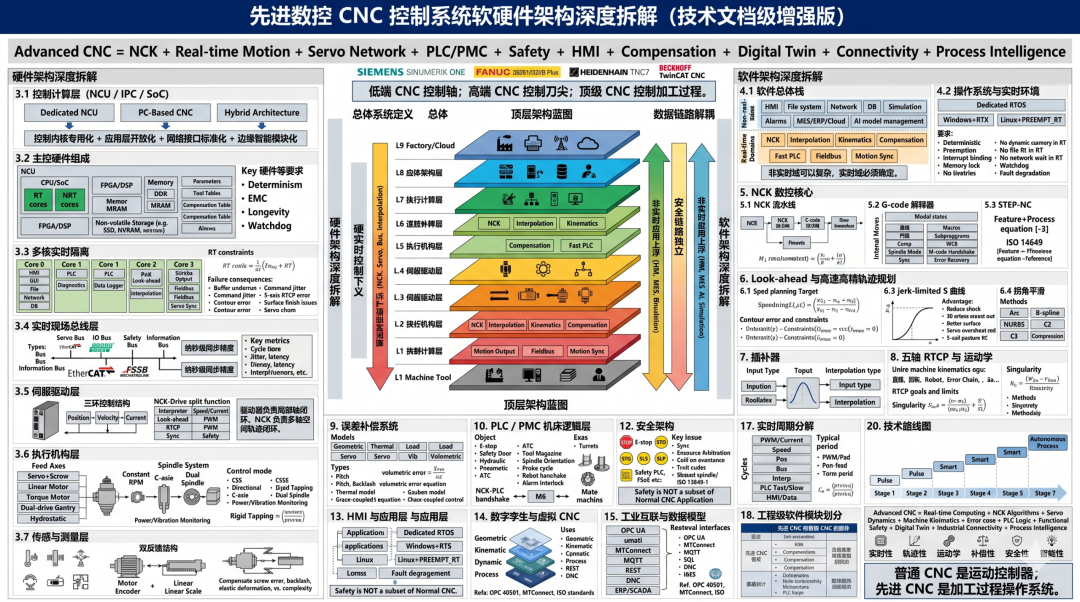
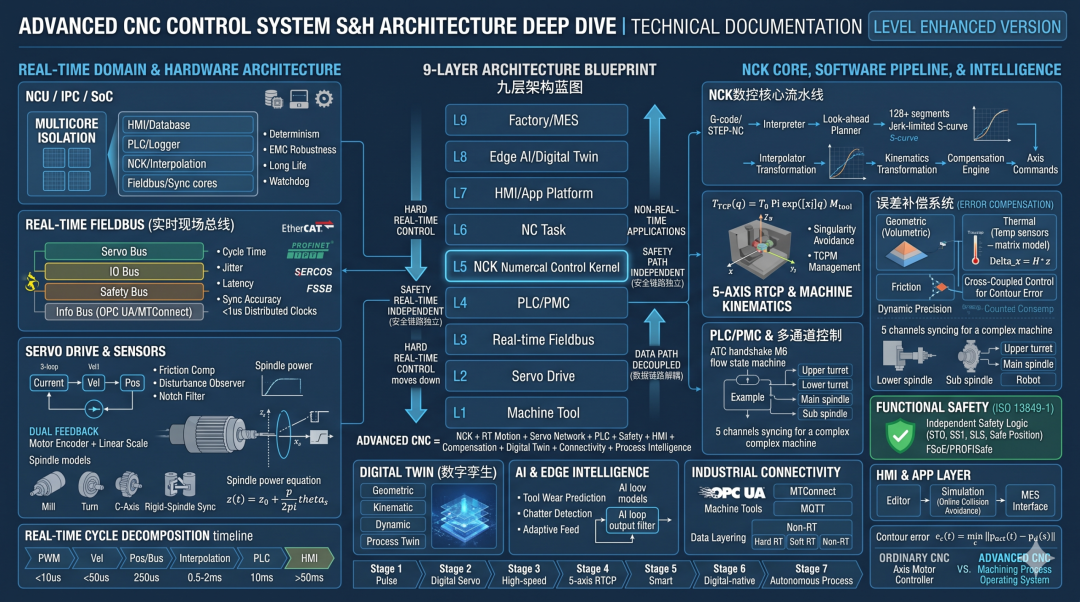
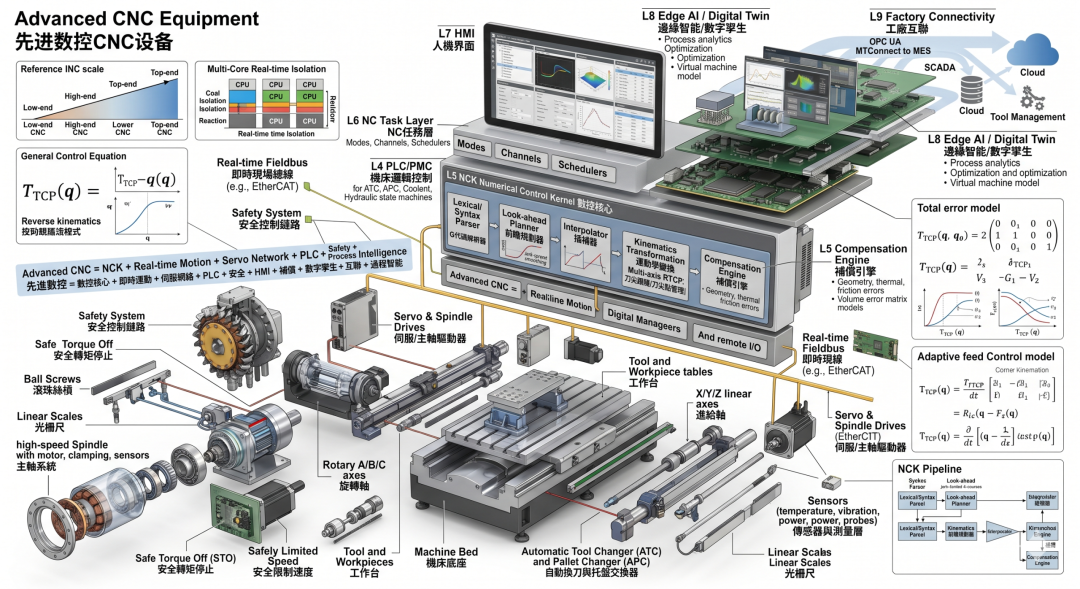
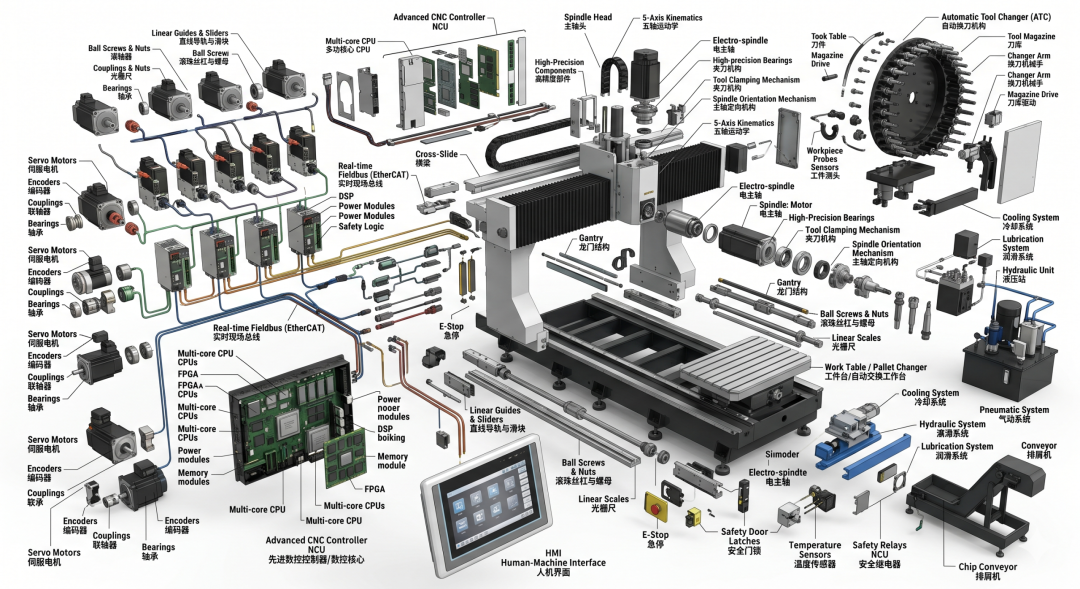
全景架构图
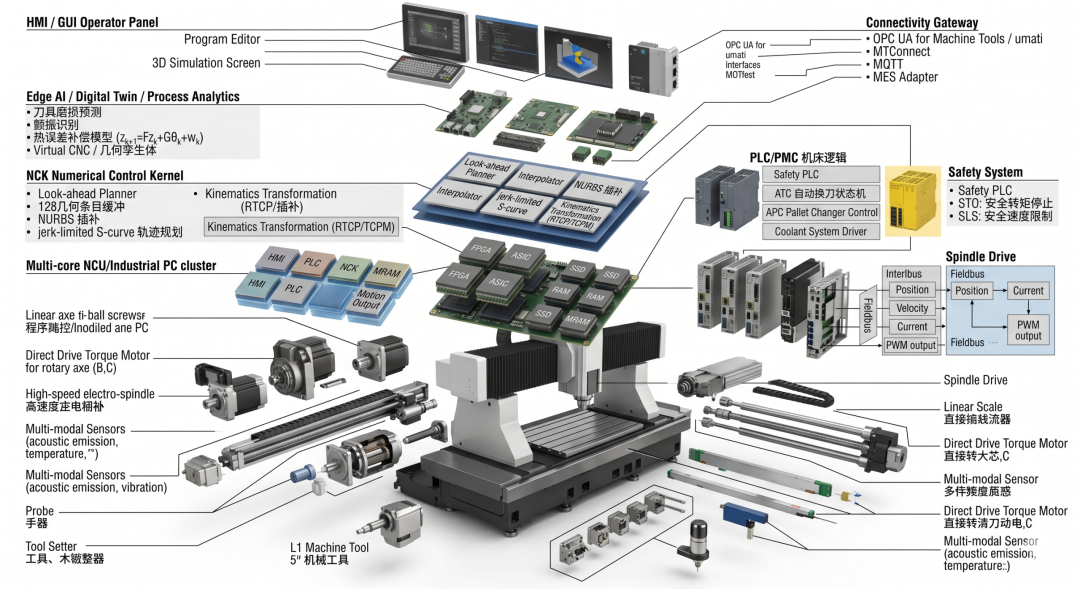
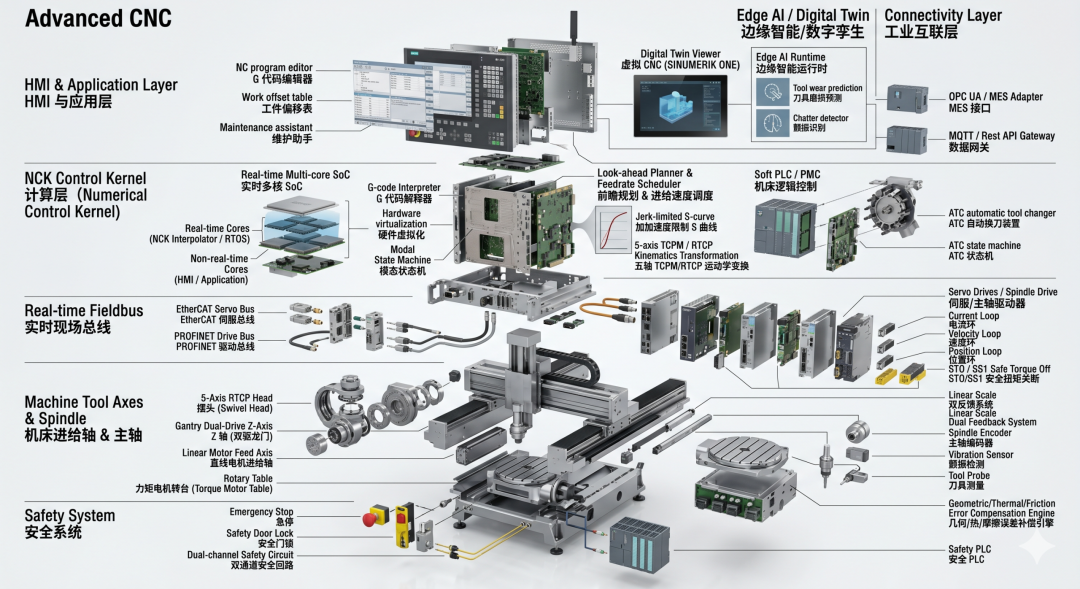
下图汇总了先进数控 CNC 控制系统从 CAD/CAM、NCK、实时总线、伺服驱动、机床本体、传感反馈到数字孪生和边缘智能的全链路结构。该图用于建立系统级视角,后续章节则逐层展开工程细节。
|----------------------------------------------------------------------------------------------|
| 读图方法 |
| 先从顶部系统控制链路理解端到端数据流,再观察九层架构中的实时域/非实时域边界;随后重点关注硬件架构、NCK 流水线、五轴 RTCP、误差补偿、安全控制和数字孪生/边缘智能六个核心模块。 |
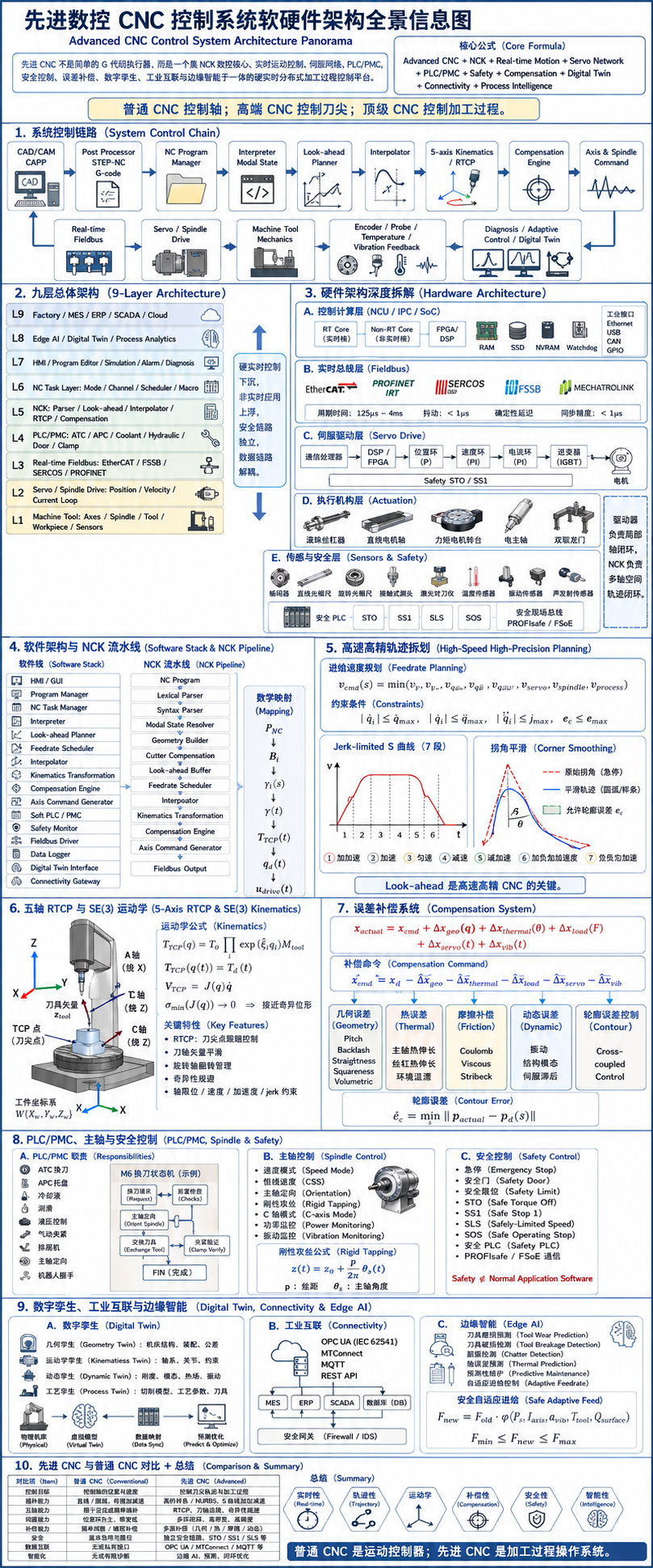
图 1:先进数控 CNC 控制系统软硬件架构全景信息图(Panorama Infographic)
0. 文档定位与系统边界
本文面向高端数控系统、五轴联动加工中心、车铣复合中心、磨削中心、龙门加工中心、超精密机床、开放式 PC-Based CNC 与机器人加工单元,对先进 CNC 控制系统的软硬件架构进行工程级拆解。
本文中的"先进 CNC"不是低端脉冲控制卡与简单 G 代码解释器的组合,而是由 NCK 数控核心、实时运动控制、伺服驱动网络、PLC/PMC、安全控制、误差补偿、数字孪生、工业互联与边缘智能构成的确定性分布式控制平台。
|-------|---------------------------------------------------|
| 文档目标 | 形成可用于方案评审、架构设计、研发分解、供应链选型和测试验收的交付级技术参考。 |
| 讨论对象 | 五轴 CNC、车铣复合、磨削中心、龙门加工中心、专用加工装备、开放式 CNC 平台。 |
| 核心范围 | 硬件平台、实时总线、伺服驱动、传感反馈、软件栈、NCK、RTCP、补偿、安全、数字孪生、工业互联。 |
| 不覆盖内容 | 具体厂商私有协议实现、闭源 NCK 源码、特定机床完整电气图、特定零件 CAM 工艺参数。 |
表 1:文档定位与系统边界
|---------------------------------------------------------------------------------------------------------|
| 架构判断准则 |
| 判断一个 CNC 系统是否"先进",不能只看 CPU 主频、屏幕尺寸或轴数,而应看:最坏周期是否确定、多轴同步是否稳定、五轴 RTCP 是否几何一致、补偿模型是否闭环、功能安全是否独立、工艺数据是否可追溯。 |
1. 总体系统定义与控制链路
1.1 CNC 控制对象
先进 CNC 控制的是刀具相对于工件的空间运动与加工过程,而不是单个伺服轴的孤立运动。其控制变量覆盖轴位置、速度、加速度、jerk、刀尖位姿、主轴功率、轮廓误差、热漂移和安全状态。
|--------------------------------------------------------------------------------------------------------|
| 系统状态变量 |
| {q(t), qdot(t), qddot(t), q⃛(t), T_TCP(t), F_cut(t), P_s(t), e_contour(t), Δx_thermal(t), s_safety(t)} |
1.2 系统控制链路
系统端到端控制链
|-------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------|
| CAD / CAM / CAPP ↓ Post Processor / STEP-NC / G-code ↓ NC Program Manager ↓ G-code Interpreter / Macro Engine / Modal State ↓ Look-ahead Planner / Feedrate Scheduler ↓ Interpolator ↓ 5-axis Kinematics / RTCP / TCPM ↓ Compensation Engine ↓ Axis & Spindle Command Generator ↓ Real-time Fieldbus ↓ Servo Drive / Spindle Drive ↓ Machine Mechanics ↓ Encoder / Scale / Probe / Temperature / Vibration / Power Feedback ↺ Diagnosis / Compensation / Adaptive Control / Digital Twin |
1.3 四类并行闭环
| 闭环 | 控制目标 | 典型周期 | 主要风险 |
|---|---|---|---|
| 伺服闭环 | 电流、速度、位置 | 10 μs - 1 ms | 伺服跟随误差、振动、过载 |
| 插补闭环 | 多轴同步轨迹、刀尖 TCP | 0.5 - 4 ms | 轨迹抖动、缓存欠载、RTCP 误差 |
| 工艺闭环 | 主轴负载、刀具磨损、颤振、热漂移 | 10 ms - 1 s | 刀具失效、表面质量劣化 |
| 安全闭环 | 急停、门锁、限速、限位、STO | 硬件级/安全 PLC 周期 | 人员伤害、撞机、误动作 |
表 2:先进 CNC 的四类并行闭环
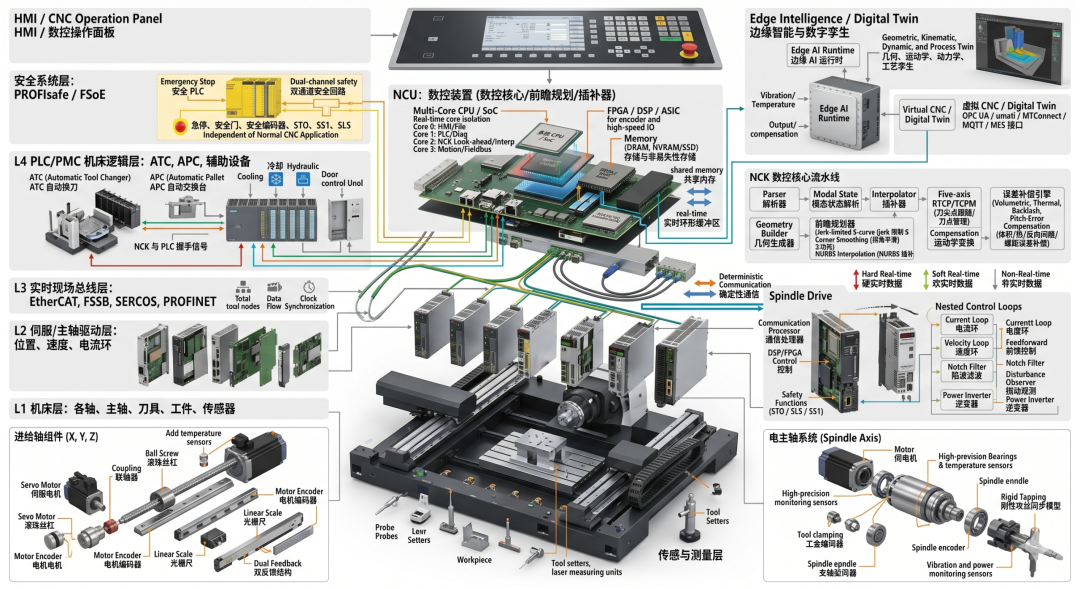
2. 顶层九层架构
先进 CNC 的架构设计应遵循"硬实时控制下沉,非实时应用上浮,安全链路独立,数据链路解耦"的原则。底层需要确定性和可认证性,上层需要开放性、可视化和数据互联能力。
| 层级 | 名称 | 主要内容 | 设计重点 |
|---|---|---|---|
| L9 | Factory / MES / ERP / SCADA / Cloud | 工单、OEE、质量追溯、生产排程、远程服务 | 数据语义一致、接口安全 |
| L8 | Edge AI / Digital Twin / Analytics | 刀具寿命、颤振检测、预测维护、虚拟调机 | 软实时、可解释、安全限幅 |
| L7 | HMI / Program Editor / Simulation | 程序编辑、刀具表、仿真、报警诊断 | 易用性、可维护性、权限 |
| L6 | NC Task Layer | 模式、通道、调度、宏程序、MDI | 程序状态一致性 |
| L5 | NCK | 解释、前瞻、插补、RTCP、补偿 | 硬实时、几何一致性 |
| L4 | PLC/PMC | ATC、APC、冷却、液压、气动、门锁 | 状态机、安全联锁 |
| L3 | Real-time Fieldbus | EtherCAT、FSSB、SERCOS、PROFINET 等 | 同步、抖动、延迟 |
| L2 | Servo / Spindle Drive | 位置环、速度环、电流环、主轴控制 | 带宽、稳定性、保护 |
| L1 | Machine Tool | 轴、主轴、刀具、工件、夹具、传感器 | 刚度、热稳定、装配精度 |
表 3:先进 CNC 九层总体架构
|------------------------------------------------------------------------------------|
| 分层设计原则 |
| 实时域与非实时域必须有明确边界:HMI、网络、数据库和 AI 任务不得阻塞插补周期;安全域必须独立于普通应用域;现场总线数据与工厂互联数据必须通过网关或缓冲层解耦。 |
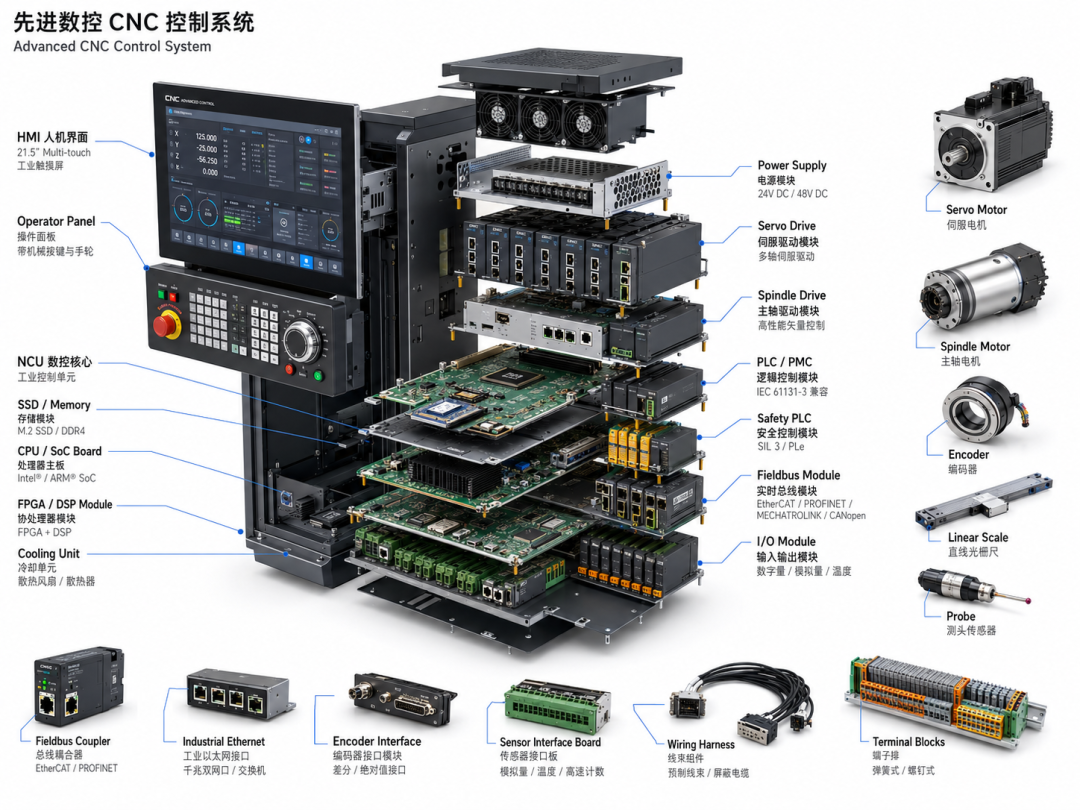
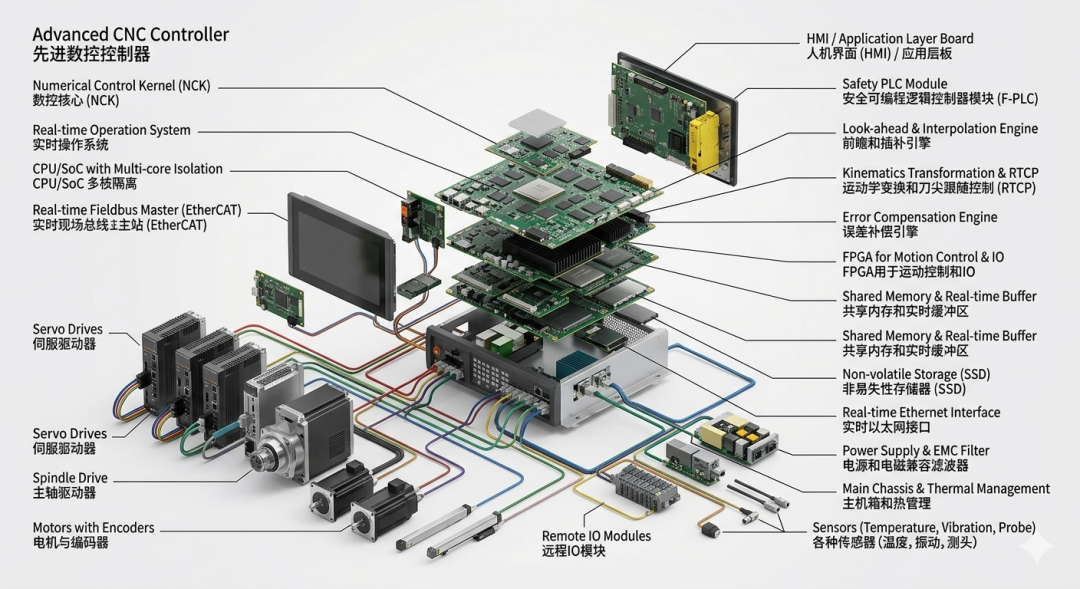
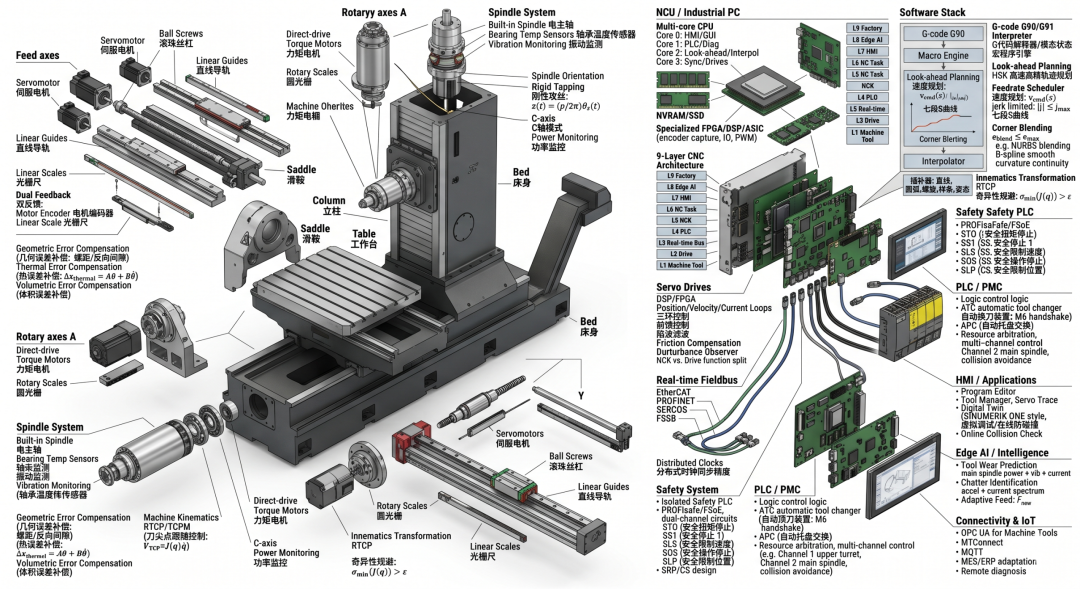
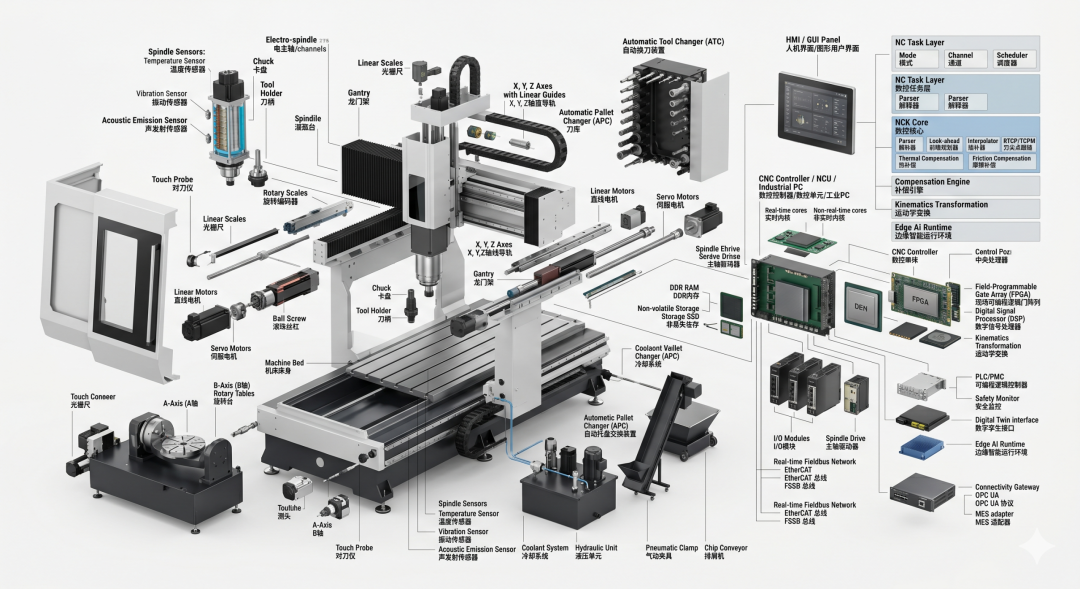
3. 硬件架构深度拆解
3.1 控制计算层:NCU / IPC / SoC
控制计算层是 CNC 的算力与实时调度中心。高端系统可能采用专用 NCU、IPC + 实时扩展、或专用 CNC 控制器 + 边缘计算 IPC 的混合架构。其核心不是"是否 PC 化",而是能否在最坏情况下稳定完成插补、运动学、补偿和总线输出。
| 架构类型 | 代表形态 | 优点 | 局限 | 适用场景 |
|---|---|---|---|---|
| 专用 NCU | 厂商专用 CNC 控制器 | 稳定、长生命周期、抗干扰强 | 开放性较弱 | 量产型高端机床 |
| PC-Based CNC | IPC + RTOS + EtherCAT/SERCOS | 开放、算力高、易接入视觉/AI | 实时与安全工程复杂 | 专机、复合装备、研发平台 |
| 混合架构 | 专用 CNC + Edge IPC | 兼顾稳定控制与智能扩展 | 系统集成复杂 | 智能制造单元、黑灯工厂 |
表 4:CNC 主控硬件架构类型
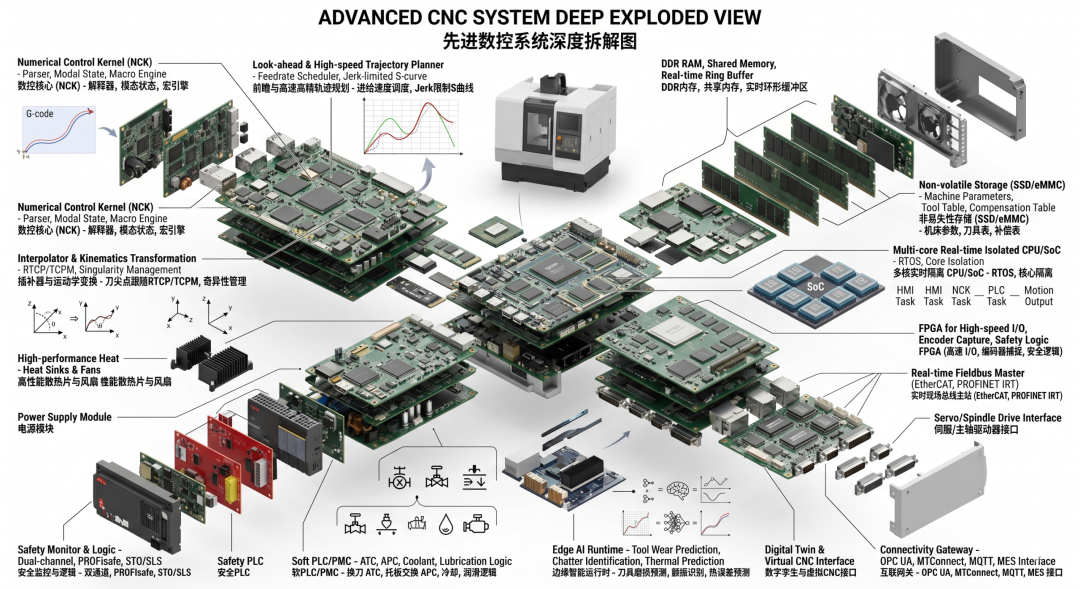
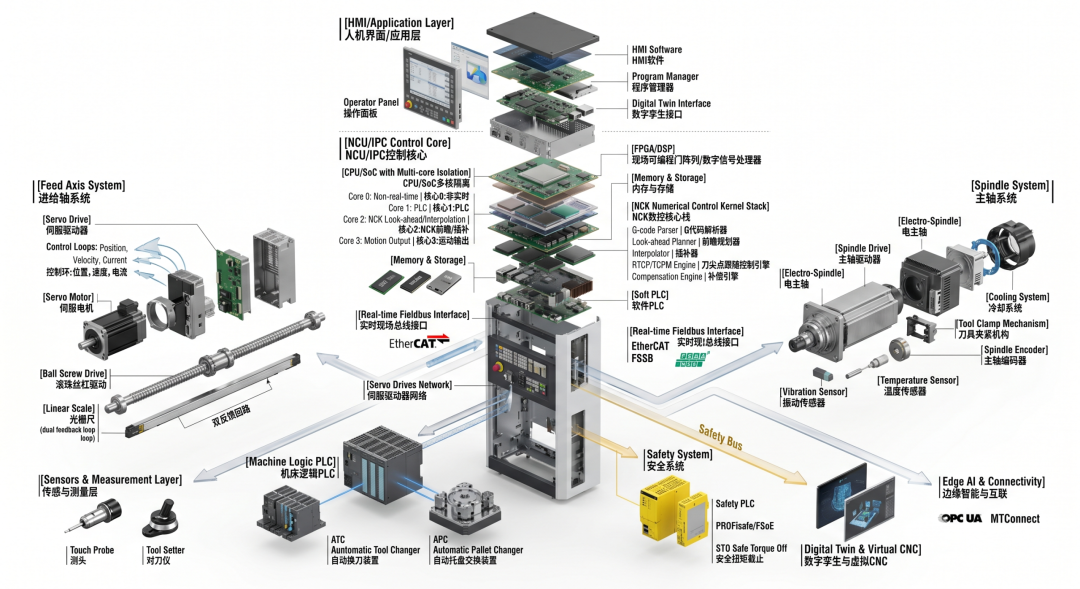
控制器硬件组成
|-----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------|
| CNC Controller / NCU / Industrial PC ├── CPU / SoC │ ├── Real-time cores │ ├── Non-real-time cores │ └── Cache / MMU / memory protection ├── FPGA / DSP / ASIC │ ├── Encoder capture │ ├── High-speed IO │ ├── Time stamping │ └── Bus synchronization ├── RAM / Shared Memory / Interpolation Queue ├── SSD / eMMC / NVRAM / MRAM └── Fieldbus / Safety IO / Ethernet / Panel / Service Interfaces |
3.2 多核隔离与确定性
|-----------------------------------------------------------------------|
| 硬实时周期约束 |
| T_compute^max + T_bus^max + T_drive^max + T_jitter^max < T_cycle |
多核隔离通常将 HMI、网络、数据记录、PLC、NCK、现场总线等任务绑定到不同核心,并对中断、缓存、内存分配和任务优先级进行约束。实时线程通常不得执行文件 IO、阻塞网络请求、动态分配大块内存或等待非确定性锁。
3.3 实时总线层
| 总线类别 | 典型技术 | 作用 | 关键指标 |
|---|---|---|---|
| 伺服总线 | FSSB / SERCOS / EtherCAT / PROFINET IRT / MECHATROLINK / SSCNET | 轴指令、编码器反馈、主轴同步 | 周期、同步精度、抖动、确定性延迟 |
| IO 总线 | EtherCAT IO / PROFINET IO / CANopen / IO-Link | 门锁、夹具、冷却、液压、刀库 | 可靠性、诊断能力、扩展性 |
| 安全总线 | PROFIsafe / FSoE / CIP Safety | STO、SLS、SS1、安全门、安全限位 | 安全认证、双通道、故障检测 |
| 信息总线 | OPC UA / MTConnect / MQTT / REST | MES、SCADA、数据库、远程服务 | 语义模型、权限、网络安全 |
表 5:CNC 总线分层
|-------------------------------------------------------------------|
| 重要区分 |
| 纳秒级同步精度并不等于纳秒级控制周期。同步精度描述节点时钟一致性;控制周期由 NCK 计算、总线传输、驱动执行和安全裕量共同决定。 |
3.4 伺服驱动与执行机构
现代伺服驱动器已经是一个边缘实时控制节点,内部通常包含通信处理器、DSP/MCU/FPGA、位置环、速度环、电流环、前馈控制、陷波滤波、扰动观测器、编码器接口和安全功能。
|-----------------------------------------------------------|
| 典型三环伺服结构 |
| q_d → C_p(s) → qdot_d → C_v(s) → i_d → C_i(s) → u_PWM → q |
| 执行机构 | 优点 | 主要难点 | 适用场景 |
|---|---|---|---|
| 伺服电机 + 滚珠丝杠 | 成熟、推力大、成本可控 | 间隙、摩擦、热伸长 | 通用加工中心 |
| 直线电机 | 高速度、高加速度、无机械间隙 | 热管理、磁吸力、成本高 | 高速高精机床 |
| 力矩电机转台 | 高刚性、无齿隙 | 低速波动、热漂移 | 五轴转台、摆头 |
| 双驱龙门轴 | 大型结构高刚性 | 双轴同步、防扭曲 | 龙门铣、航空结构件加工 |
| 静压/气浮轴 | 超高精度、低摩擦 | 成本与维护复杂 | 超精密加工 |
表 6:典型执行机构比较
3.5 传感与测量层
| 传感器/测量元件 | 作用 | 典型用途 |
|---|---|---|
| 电机编码器 | 电机端位置/速度反馈 | 伺服闭环、主轴定向 |
| 直线光栅尺 | 滑台真实位置反馈 | 高精定位、双闭环 |
| 圆光栅/角编码器 | 回转轴角度反馈 | 五轴转台、C 轴 |
| 测头 Probe | 工件测量、坐标系设定 | 在线测量、工件找正 |
| 对刀仪/激光测刀 | 刀长、刀径、破损检测 | 刀具补偿、断刀检查 |
| 温度传感器 | 主轴/丝杠/环境温度 | 热误差补偿 |
| 振动/声发射传感器 | 结构振动和切削异常 | 颤振识别、断刀检测 |
| 电流/功率传感 | 驱动负载与主轴功率 | 工艺监测、自适应进给 |
表 7:传感与测量系统
4. 软件架构与实时运行环境
先进 CNC 软件栈通常分为非实时域与实时域。非实时域负责 HMI、文件系统、网络、数据库、3D 仿真、报警历史和 AI 模型管理;实时域负责 NCK、插补、运动学、补偿、快速 PLC 任务、现场总线和多轴同步。
软件域划分
|------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------|
| Non-real-time Domain ├── HMI / GUI / Touch Panel ├── File System / Program Storage ├── Network / Database / MES ├── 3D Simulation / Digital Twin UI └── Alarm History / Remote Service / AI Model Management Real-time Domain ├── NCK / Interpolation / Feedrate Scheduler ├── Kinematics / RTCP / Compensation ├── Fast PLC Task / Fieldbus Cycle └── Motion Synchronization / Watchdog |
4.1 操作系统与实时环境
| 实时环境 | 典型形式 | 优点 | 工程关注点 |
|---|---|---|---|
| 专用 RTOS | VxWorks / QNX / 厂商内核 | 确定性强、稳定 | 生态封闭、开发门槛高 |
| Windows + 实时扩展 | RTX / TwinCAT Runtime | HMI 与工程生态丰富 | 实时隔离和安全认证复杂 |
| Linux + 实时补丁 | PREEMPT_RT / Xenomai | 开放、灵活、成本低 | 长期维护和实时调优要求高 |
| 嵌入式专用内核 | 厂商私有 CNC OS | 高度优化、抗干扰 | 开放 API 有限 |
表 8:CNC 实时运行环境
|--------------------------------------------------------------------------|
| 实时软件约束 |
| 实时线程应避免文件 IO、网络等待、不可控锁、大量动态内存分配和未绑定中断。所有插补队列、共享内存、环形缓冲区和总线报文应在运行前完成容量规划。 |
5. NCK 数控核心流水线
NCK 是 CNC 的核心技术壁垒。它把 NC 程序从加工语义转化为具有时间参数的多轴空间轨迹,再经过运动学变换、补偿和总线输出,最终成为伺服驱动器可执行的周期指令。
NCK 流水线
|------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------|
| NC Program ↓ Lexical Parser ↓ Syntax Parser ↓ Modal State Resolver ↓ Geometry Builder ↓ Cutter Compensation ↓ Look-ahead Buffer ↓ Feedrate Scheduler ↓ Interpolator ↓ Kinematics Transformation ↓ Compensation Engine ↓ Axis Command Generator ↓ Fieldbus Output |
|-------------------------------------------------------------|
| NCK 数学映射 |
| P_NC → B_i → γ_i(s) → γ(t) → T_TCP(t) → q_d(t) → u_drive(t) |
5.1 G-code 解释器与模态状态
解释器维护的是模态状态机,而不是只做字符串解析。G90/G91、G17/G18/G19、G54-G59、G40/G41/G42、G43/G49、G94/G95、G96/G97、M3/M4/M5 等状态会共同决定后续程序段的语义。
|-----------------------------------------------------------------------------------------|
| 典型模态状态集合 |
| M = {G90/G91, G17/G18/G19, G54...G59, G40/G41/G42, G43/G49, G94/G95, G96/G97, M3/M4/M5} |
| 模块 | 输入 | 输出 | 关键风险 |
|---|---|---|---|
| 词法/语法解析 | NC 程序文本 | 语法树/语义 token | 非法代码、宏展开错误 |
| 模态状态解析 | G/M/S/T/F 与历史状态 | 当前程序段语义 | 模态继承错误导致撞机 |
| 几何构造 | 点、圆心、半径、平面、刀补 | 几何路径段 | 圆弧歧义、刀补异常 |
| 前瞻缓冲 | 未来程序段 | 速度规划上下文 | 缓存欠载、路径段不连续 |
| 插补 | 路径与速度曲线 | 周期轨迹点 | 周期抖动、量化误差 |
| 运动学 | TCP 位姿 | 物理轴指令 | 奇异性、轴限位 |
| 补偿 | 误差模型与传感数据 | 修正指令 | 过补偿、模型漂移 |
表 9:NCK 关键模块输入输出
5.2 STEP-NC 的工程位置
传统 G-code 更接近刀轨命令,而 STEP-NC 更强调工件特征、几何、刀具、工艺和加工策略。对于智能 CNC,STEP-NC 的价值在于给控制器提供更高层工艺语义,使 CNC 不只是执行"怎么走",而能理解"加工什么"和"为什么这样加工"。
|----------------------------------------------------------|
| STEP-NC 语义结构 |
| STEP-NC = Feature + Geometry + Tool + Process + Strategy |
6. 高速高精轨迹规划与插补
6.1 Look-ahead 前瞻规划
Look-ahead 是高速高精 CNC 的核心。它提前读取未来程序段,根据曲率、段间夹角、轴速度/加速度/jerk 限制、伺服带宽、主轴功率和工艺约束计算可行进给速度。
|------------------------------------------------------------------------------------|
| 综合速度上限 |
| v_cmd(s) = min(v_F, v_κ, v_qdot, v_qddot, v_qdddot, v_servo, v_spindle, v_process) |
|-------------------------------------------------------------------------------|
| 轨迹约束 |
| |qdot_i| ≤ qdot_max, |qddot_i| ≤ qddot_max, |q⃛_i| ≤ j_max, e_c ≤ e_max |
6.2 jerk-limited S 曲线
先进 CNC 不应只做梯形速度规划。jerk 限制能降低结构模态激励、改善表面质量、减少伺服超调和五轴姿态突变。典型 S 曲线可分为七段:加加速、加速、减加速、匀速、加减速、减速、减减速。
七段 S 曲线示意
|-----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------|
| Segment 1: +J acceleration rises Segment 2: 0J constant acceleration Segment 3: -J acceleration decreases Segment 4: 0J constant velocity Segment 5: -J deceleration rises Segment 6: 0J constant deceleration Segment 7: +J deceleration decreases |
6.3 插补类型
| 插补类型 | 数学表达 | 主要用途 | 风险点 |
|---|---|---|---|
| 直线插补 | p(s)=p0+s(p1-p0) | 普通轮廓加工 | 角点速度突变 |
| 圆弧插补 | p(θ)=c+Rcosθ,sinθ^T | 圆弧轮廓、孔加工 | 平面/半径歧义 |
| 螺旋插补 | 圆弧 + 线性轴同步 | 螺纹、螺旋槽 | 主轴/线性轴同步 |
| 样条插补 | p(u)=Σ B_i(u)P_i | 曲面加工、小线段平滑 | 曲率连续性 |
| NURBS 插补 | p(u)=ΣN_i w_i P_i / ΣN_i w_i | 高速模具、自由曲面 | 参数速度控制 |
| 五轴姿态插补 | T(u)∈SE(3) | 五轴联动 | 姿态奇异、旋转轴突变 |
表 10:常见插补类型
6.4 轮廓误差与拐角平滑
|---------------------------------------------|
| 轮廓误差定义 |
| e_c(t) = min_s ||p_actual(t) - p_d(s)|| |
高速小线段加工若每段精停,会严重降低效率并激励机械振动。因此控制器通常在允许轮廓误差范围内进行圆弧、样条或 NURBS 过渡。工程目标是最大化加工效率,同时确保 e_blend ≤ e_max。
7. 五轴 RTCP 与 SE(3) 运动学
五轴 CNC 与工业机器人在数学上高度相似,本质都是从关节空间 q 映射到末端位姿 T(q)∈SE(3)。采用李群/螺旋理论建模可以统一描述直线轴、转台轴、摆头轴、混联结构、机器人加工单元和误差扰动。
|--------------------------------------------------|
| 五轴机床运动学统一表达 |
| T_TCP(q) = T_0 · Π_i exp(ξ_i^ q_i) · M_tool |
|--------------------------------------------|
| RTCP 目标 |
| T_TCP(q(t)) = T_d(t), q(t)=f^{-1}(T_d(t)) |
7.1 RTCP 工程约束
| 约束 | 数学形式 | 工程含义 |
|---|---|---|
| 轴限位 | q(t) ∈ Q_limit | 避免超程、撞机 |
| 速度限制 | |qdot(t)| ≤ qdot_max | 保护伺服与机械结构 |
| 加速度限制 | |qddot(t)| ≤ qddot_max | 限制惯性冲击 |
| jerk 限制 | |q⃛(t)| ≤ j_max | 降低振动与表面纹路 |
| 奇异性限制 | σ_min(J(q)) > ε | 避免旋转轴速度突变 |
| 碰撞约束 | d(q, obstacle) > d_min | 避免刀具/主轴/夹具干涉 |
表 11:五轴 RTCP 的工程约束
7.2 雅可比与奇异性
|---------------------------------------------|
| 五轴速度映射与奇异性 |
| V_TCP = J(q) qdot, σ_min(J(q)) → 0 ⇒ 接近奇异位形 |
接近奇异区域时,刀轴微小变化可能导致回转轴速度大幅放大。工程处理方法包括刀轴矢量平滑、旋转轴翻转管理、局部降速、姿态重参数化、CAM 后处理规避和冗余优化。
|--------------------------------------------------------------------------------|
| 与机器人学的统一视角 |
| 如果将 CNC 轴视为可控关节,将刀尖视为末端执行器,则五轴 RTCP、机器人加工、龙门双驱、摆头-转台结构都可以放到 SE(3) 与雅可比框架中统一分析。 |
8. 误差补偿系统
高端 CNC 的真实精度壁垒主要来自误差建模与补偿,而不是单纯编码器分辨率。几何误差、热误差、负载变形、伺服滞后、摩擦、振动和结构模态都会共同影响刀尖相对于工件的位置。
|-------------------------------------------------------------------------------------|
| 总误差模型 |
| x_actual = x_cmd + Δx_geo(q) + Δx_thermal(θ) + Δx_load(F) + Δx_servo(t) + Δx_vib(t) |
|------------------------------------------------------------------------|
| 补偿命令 |
| x_cmd* = x_d − Δx̂_geo − Δx̂_thermal − Δx̂_load − Δx̂_servo − Δx̂_vib |
| 误差类型 | 来源 | 建模/测量方法 | 补偿方式 |
|---|---|---|---|
| 几何误差 | 螺距、直线度、垂直度、回转中心偏差 | 激光干涉仪、球杆仪、R-test、测头 | 补偿表、体积误差模型 |
| 热误差 | 主轴、丝杠、电机、环境温漂 | 温度传感器、热状态模型 | 热漂移预测与在线补偿 |
| 负载误差 | 切削力、夹持力、结构弹性 | 力/功率估计、有限元模型 | 负载相关补偿 |
| 伺服误差 | 跟随误差、带宽不足、时延 | 伺服 trace、频响测试 | 前馈、交叉耦合、参数整定 |
| 摩擦误差 | 库仑、粘性、Stribeck、爬行 | 低速扫描、辨识 | 摩擦前馈、扰动观测器 |
| 振动误差 | 结构模态、颤振、轴承异常 | 加速度、声发射、频谱分析 | 陷波、降速、工艺调整 |
表 12:误差类型与补偿方法
|----------------------------------------------------------------------------|
| 摩擦模型示例 |
| F_f = F_c·sgn(qdot) + B qdot + (F_s−F_c) exp(−(|qdot|/v_s)^α) sgn(qdot) |
8.1 交叉耦合轮廓控制
|-----------------------------|
| Cross-coupled Control |
| u_i = u_i,servo + K_c,i e_c |
单轴位置误差小不代表轮廓误差小。交叉耦合控制根据几何轮廓误差对多轴指令进行协同修正,适用于圆弧、高速模具曲面、五轴联动和龙门双驱同步。
9. 伺服、主轴与工艺闭环
9.1 伺服控制与 NCK 分工
驱动器负责局部轴闭环,NCK 负责多轴空间轨迹闭环。驱动器处理位置/速度/电流控制、前馈、陷波、扰动观测和 PWM;NCK 处理 G 代码语义、前瞻、插补、RTCP、补偿、多通道同步和工艺约束。
| 功能 | NCK / Motion Kernel | Servo Drive |
|---|---|---|
| G 代码解释 | 是 | 否 |
| Look-ahead | 是 | 否 |
| 插补 | 是 | 否 |
| RTCP / 五轴逆解 | 是 | 否 |
| 多轴同步 | 是 | 部分参与 |
| 位置环 | 系统相关,可在 NCK 或 Drive | 常见 |
| 速度环 | 否 | 是 |
| 电流环/PWM | 否 | 是 |
| 陷波/扰动观测 | 配置/协同 | 执行 |
| 安全 STO | 触发/监控 | 执行 |
表 13:NCK 与伺服驱动分工
9.2 主轴控制模式
| 模式 | 功能 | 关键点 |
|---|---|---|
| 恒转速 | 普通铣削、钻削 | 速度稳定、负载保护 |
| 恒线速度 CSS | 车削保持切削线速度 | 直径变化时调整转速 |
| 主轴定向 | 换刀、攻丝、定位 | 角度同步与制动 |
| 刚性攻丝 | 主轴与 Z 轴电子齿轮同步 | 相位误差必须小 |
| C 轴模式 | 车铣复合中作为进给轴 | 主轴从速度源变为位置轴 |
| 功率监控 | 刀具磨损、过载保护 | 负载模型与阈值策略 |
| 振动监控 | 颤振识别 | 频谱与稳定域 |
表 14:主轴控制模式
|------------------------------|
| 刚性攻丝同步关系 |
| z(t) = z_0 + (p / 2π) θ_s(t) |
9.3 工艺闭环
|---------------------------------------------------------------------------------|
| 安全自适应进给 |
| F_new = F_old · φ(P_s, I_axis, a_vib, T_tool, Q_surface), F_min ≤ F_new ≤ F_max |
工艺闭环根据主轴功率、轴电流、振动、刀具状态和表面质量估计调整进给倍率。工程上必须设置限幅、变化率限制、异常回退和安全校验,防止 AI 或自适应算法输出突变。
10. PLC/PMC 与机床逻辑
PLC/PMC 负责离散机床逻辑,而 NCK 负责连续轨迹。换刀、托盘交换、冷却、液压、润滑、夹具、门锁、排屑、机器人上下料等都应由 PLC/PMC 状态机管理,并与 NCK 通过 M 代码、共享内存或通信变量握手。
| 对象 | PLC/PMC 职责 | 典型异常 |
|---|---|---|
| ATC 换刀 | 刀库寻址、主轴定向、机械手动作、夹紧确认 | 刀号错、夹紧不到位、超时 |
| APC 托盘 | 托盘交换、定位、锁紧、区域互锁 | 托盘不到位、夹紧异常 |
| 冷却/润滑 | 泵控制、液位、压力、流量 | 液位低、压力低、泵故障 |
| 液压/气动 | 压力源、阀岛、夹具、拉刀 | 压力不足、阀卡滞 |
| 安全门/模式 | 门锁、手动/自动/调试模式 | 模式不一致、安全回路断开 |
| 机器人上下料 | 请求、许可、区域互锁、完成确认 | 通信超时、区域冲突 |
表 15:PLC/PMC 控制对象
M6 换刀状态机示例
|----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------|
| NCK: request T12 M6 PLC: check spindle stop PLC: check Z safe position PLC: check magazine ready PLC: orient spindle PLC: unclamp old tool PLC: exchange tool PLC: clamp new tool PLC: verify clamp sensor PLC: update tool pocket PLC: return FIN NCK: continue machining |
|-------------------------------------------|
| PLC 状态机形式化表达 |
| S_{k+1} = f(S_k, I_PLC, I_NCK, T_timeout) |
11. 安全架构与功能安全
安全系统必须独立于普通应用软件。HMI 卡死、普通操作系统崩溃、网络中断或 NCK 异常时,急停、门锁、限速、STO 等安全功能仍必须有效。
|--------------------------------------|
| 安全域独立原则 |
| Safety ∉ Normal Application Software |
| 安全功能 | 含义 | 典型执行对象 |
|---|---|---|
| E-stop | 急停 | 安全继电器/安全 PLC/驱动器 |
| STO | Safe Torque Off,安全转矩关断 | 伺服/主轴驱动器 |
| SS1 | Safe Stop 1,受控停机后 STO | 驱动器 + 安全 PLC |
| SS2 | Safe Stop 2,受控停机保持供能 | 安全运动控制 |
| SLS | Safely Limited Speed,安全限速 | 安全编码器 + 安全驱动 |
| SOS | Safe Operating Stop,安全操作停止 | 安全运动监控 |
| SLP | Safely Limited Position,安全限位 | 安全编码器/安全 PLC |
| PROFIsafe/FSoE | 安全通信总线 | 安全 IO、驱动、PLC |
表 16:典型功能安全功能
|--------------------------------------------------------------------------------|
| 安全工程原则 |
| 安全功能必须经过风险评估、PL/SIL 目标定义、双通道诊断、故障注入测试和维护流程验证。不要将普通 PLC 逻辑、HMI 按钮或网络消息当作唯一安全措施。 |
12. 多通道与复合加工
高端车铣复合、双主轴、双刀塔、磨削复合和自动上下料单元通常需要多通道控制。多个通道共享主轴、刀库、工件、加工区域或机器人,需要同步等待码、资源仲裁和碰撞预防。
多通道复合加工示例
|------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------|
| Channel 1: Upper turret / milling spindle Channel 2: Lower turret / auxiliary tool Channel 3: Main spindle / C-axis Channel 4: Sub spindle / B-axis Channel 5: Gantry loader / Robot / Pallet system |
| 问题 | 风险 | 控制策略 |
|---|---|---|
| 通道同步 | 两个通道时序错位导致干涉 | 同步标记、等待码、通道屏障 |
| 资源仲裁 | 同时请求主轴/刀库/夹具 | 资源锁、优先级、超时回退 |
| 碰撞避免 | 刀塔、主轴、夹具、机器人冲突 | 数字孪生、区域互锁、安全 PLC |
| 主副主轴交接 | 相位/位置偏差导致工件损伤 | 主从同步、夹紧确认、扭矩监测 |
| 程序恢复 | 中断后通道状态不一致 | 状态快照、恢复脚本、人工确认 |
表 17:多通道关键工程问题
13. 数字孪生、工业互联与边缘智能
13.1 数字孪生层级
| 孪生层级 | 内容 | 主要用途 |
|---|---|---|
| 几何孪生 | 机床结构、夹具、刀具、工件、行程 | 碰撞检测、可视化、夹具验证 |
| 运动学孪生 | 轴拓扑、RTCP、轴限位、奇异性 | 后处理验证、五轴检查 |
| 动力学孪生 | 伺服响应、摩擦、惯量、热、振动 | 参数优化、负载预测 |
| 工艺孪生 | 切削力、主轴功率、刀具磨损、表面质量 | 工艺优化、自适应加工 |
表 18:数字孪生层级
13.2 工业互联数据分层
| 数据层 | 周期 | 示例 | 接口 |
|---|---|---|---|
| 硬实时数据 | μs - ms | 轴位置、速度、电流、插补指令 | 现场总线、共享内存 |
| 软实时数据 | 10 ms - 1 s | 主轴负载、程序状态、报警、PLC 状态 | OPC UA、MTConnect、内部 API |
| 非实时数据 | s - min | OEE、刀具寿命、维护记录、质量数据 | MES、数据库、MQTT、REST |
表 19:CNC 数据分层
13.3 边缘智能应用
| AI 应用 | 输入 | 输出 | 安全约束 |
|---|---|---|---|
| 刀具磨损预测 | 主轴功率、电流、振动、加工时间 | 剩余寿命/RUL | 只建议,不直接危险停机 |
| 断刀检测 | 声发射、功率突变、轴电流 | 停机/报警 | 快速阈值 + 模型联合 |
| 颤振识别 | 加速度、声音、电流频谱 | 颤振风险 | 降速需限幅 |
| 热误差预测 | 温度、转速、运行时间 | 热漂移估计 | 补偿变化率限制 |
| 预测性维护 | 振动、电流、报警历史 | 故障概率 | 维护建议与工单 |
| 自适应进给 | 主轴功率、力估计、表面质量 | Feed override | F_min≤F≤F_max,dF/dt 限制 |
表 20:边缘智能在 CNC 中的应用
14. 实时周期、接口与工程约束
| 层级 | 典型周期 | 执行位置 | 主要内容 |
|---|---|---|---|
| PWM / 电流环 | 10 - 100 μs | 驱动器 | 电流控制、PWM |
| 速度环 | 62.5 - 250 μs | 驱动器 | 速度闭环 |
| 位置环 | 125 μs - 1 ms | 驱动器或 CNC | 位置闭环 |
| 总线周期 | 125 μs - 1 ms | CNC + Drive | 周期通信、同步时钟 |
| 插补周期 | 0.5 - 4 ms | NCK | 多轴插补、RTCP |
| PLC 快任务 | 1 - 10 ms | PLC/PMC | 联锁、IO |
| PLC 慢任务 | 10 - 100 ms | PLC/PMC | 辅助设备、诊断 |
| HMI / 数据 | 100 ms - 1 s | 非实时域 | 显示、日志、网络 |
表 21:先进 CNC 实时周期分解
14.1 实时工程检查清单
1.明确每个实时任务的周期、优先级、核心绑定和最坏执行时间 WCET。
2.所有实时通信报文应固定长度、固定周期、固定时序,避免非确定性排队。
3.插补缓冲区必须有高/低水位控制,支持暂停、恢复、前瞻重算。
4.NCK 与 PLC 的共享变量必须有握手、超时、状态一致性检查。
5.所有补偿表、刀具表、工件坐标系、伺服参数必须版本化。
6.安全链路必须独立测试,不依赖普通 HMI 或普通网络。
|------------------------------------------------------------------------------|
| 工程失效模式 |
| 若实时周期设计不足,常见表现包括表面纹路、轴抖动、主轴同步误差、轮廓误差增大、RTCP 刀尖漂移、伺服报警、总线丢帧、PLC 动作超时和恢复状态不一致。 |
15. 工程级软件模块划分
下列模块划分适合作为自研 CNC、开放式 CNC 平台、专机控制系统或数字孪生联调平台的初始工程蓝图。实际实现时,应根据硬实时、功能安全和供应链策略进一步拆分进程、线程、库和接口。
先进 CNC 软件仓库蓝图
|-------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------|
| advanced_cnc_system/ ├── platform/ │ ├── realtime_os / core_isolation / shared_memory │ ├── watchdog / clock_sync / parameter_manager ├── nck/ │ ├── gcode_parser / modal_state / macro_engine │ ├── cutter_compensation / lookahead_planner │ ├── feedrate_scheduler / interpolator / block_buffer │ └── channel_manager ├── kinematics/ │ ├── machine_model / se3_math / five_axis_rtcp │ ├── inverse_kinematics / singularity_monitor / tcp_transform ├── compensation/ │ ├── pitch_error / backlash / volumetric_error / thermal_error │ ├── friction_feedforward / dynamic_compensation / cross_coupled_control ├── motion/ │ ├── axis_command_generator / spindle_synchronization │ ├── rigid_tapping / jerk_limited_profile / gantry_sync / probe_motion ├── drive_interface/ │ ├── ethercat_master / sercos_adapter / fssb_adapter │ ├── servo_object_dictionary / distributed_clock ├── plc/ │ ├── iec61131_runtime / ladder_engine / structured_text_runtime │ ├── io_map / atc_state_machine / apc_state_machine │ └── coolant_control / hydraulic_control ├── safety/ │ ├── estop_monitor / safety_door / safe_torque_off │ ├── safe_speed_monitor / safe_position_monitor / safety_bus ├── hmi/ │ ├── program_editor / operation_panel / tool_manager │ ├── alarm_viewer / servo_trace / digital_twin_viewer / maintenance_ui ├── edge_ai/ │ ├── tool_wear_model / chatter_detector / thermal_predictor │ ├── spindle_power_monitor / anomaly_detection └── connectivity/ ├── opcua_server / mtconnect_agent / mqtt_gateway ├── mes_adapter / database_logger / remote_diagnostics |
| 模块域 | 核心接口 | 测试重点 |
|---|---|---|
| platform | 时钟、共享内存、看门狗、参数 | 实时性、异常恢复 |
| nck | 运动块、轨迹队列、通道状态 | 语义正确性、边界代码 |
| kinematics | T_TCP、q、J(q)、轴限位 | RTCP 精度、奇异处理 |
| compensation | 补偿表、传感器、修正指令 | 误差降低率、稳定性 |
| motion | 轴指令、主轴同步、探针运动 | 周期一致、同步误差 |
| drive_interface | 总线报文、对象字典、分布式时钟 | 丢包、抖动、故障恢复 |
| plc | IO map、M code、状态机 | 超时、互锁、断电恢复 |
| safety | 安全 IO、STO/SLS、门锁 | 故障注入、安全响应 |
| hmi/connectivity | OPC UA、MTConnect、数据库 | 权限、性能、网络安全 |
表 22:软件模块接口与测试重点
16. 测试、验证与验收指标
先进 CNC 的测试应采用"模型验证 + 仿真验证 + 硬件在环 + 实机切削 + 安全认证"的组合方式。单纯空跑 G 代码不足以证明系统可投产。
| 测试类别 | 测试项 | 验收关注点 |
|---|---|---|
| NCK 语义 | G/M 代码、宏程序、固定循环、刀补、坐标系 | 与标准/目标控制器行为一致 |
| 轨迹规划 | Look-ahead、S 曲线、拐角平滑、NURBS | 无速度突变、误差受控 |
| 实时性 | 周期抖动、总线延迟、插补缓冲 | 最坏情况小于周期裕量 |
| 五轴 RTCP | 刀尖保持、旋转轴翻转、奇异区域 | TCP 误差可测且可控 |
| 补偿 | 螺距、热误差、体积误差、摩擦 | 补偿后误差显著下降 |
| 伺服 | 阶跃、频响、圆弧、轮廓跟踪 | 跟随误差、超调、稳定裕量 |
| PLC/PMC | 换刀、托盘、液压、冷却、机器人握手 | 无死锁、超时可恢复 |
| 安全 | 急停、门锁、STO、SLS、故障注入 | 达到风险评估目标 |
| 工艺 | 切削负载、主轴功率、表面质量、刀具寿命 | 工艺闭环有效且安全 |
| 互联 | OPC UA、MTConnect、MES、日志 | 数据语义一致、权限可控 |
表 23:测试与验证矩阵
16.1 关键验收指标建议
| 指标 | 建议关注值/方法 | 说明 |
|---|---|---|
| 插补周期抖动 | 记录 worst-case jitter | 关注最坏值而非均值 |
| 总线同步误差 | 分布式时钟诊断/示波器 | 影响多轴同步和刚性攻丝 |
| 圆弧轮廓误差 | DBB/激光/测量件 | 验证交叉耦合与插补 |
| RTCP 误差 | 标定球/R-test/五轴测量循环 | 验证五轴运动学 |
| 热漂移 | 长时间主轴运行 + 测量循环 | 验证热补偿模型 |
| 换刀可靠性 | 连续 M6 循环测试 | 统计超时、误刀、夹紧异常 |
| 安全响应时间 | 故障注入 + 记录响应 | 安全链路必须独立验证 |
| 数据完整性 | 断网、断电、恢复测试 | 验证日志、状态、工单一致性 |
表 24:关键验收指标建议
17. 风险清单与实施路线图
17.1 关键风险清单
| 风险 | 表现 | 缓解措施 |
|---|---|---|
| 实时域污染 | HMI/网络导致插补抖动 | 核心隔离、优先级、实时线程规则 |
| 运动学模型错误 | 五轴刀尖偏移、旋转轴异常 | 统一坐标系、标定、RTCP 单元测试 |
| 补偿过度 | 误差反而放大、动态不稳定 | 限幅、滤波、模型验证、可回退 |
| PLC 状态死锁 | 换刀/托盘动作卡住 | 状态机审查、超时、人工恢复流程 |
| 安全链路依赖普通软件 | 系统崩溃后安全功能失效 | 安全 PLC/安全驱动/双通道硬件 |
| 数据接口无语义标准 | MES/SCADA 集成困难 | OPC UA/MTConnect 语义建模 |
| AI 输出不可控 | 进给突变、误停机、漏报 | 安全限幅、模型监控、人工确认 |
| 参数版本混乱 | 机床精度漂移、调试不可追溯 | 参数版本化、审计、备份 |
表 25:关键架构风险与缓解措施
17.2 实施路线图
先进 CNC 研发实施路线图
|--------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------|
| Stage 1: 基础实时运动平台 └── RTOS / fieldbus / axis command / basic PLC Stage 2: NCK 基础能力 └── parser / modal state / linear & arc interpolation / S-curve Stage 3: 高速高精能力 └── look-ahead / corner smoothing / contour error control Stage 4: 五轴与 RTCP └── SE(3) machine model / inverse kinematics / singularity handling Stage 5: 补偿与标定 └── pitch / backlash / thermal / volumetric / friction compensation Stage 6: 安全与复合加工 └── safety PLC / STO / SLS / multi-channel / robot handshake Stage 7: 数字孪生与工业互联 └── virtual commissioning / OPC UA / MTConnect / MES Stage 8: 边缘智能与闭环优化 └── tool wear / chatter / adaptive feed / predictive maintenance |
18. 总结与参考资料
先进 CNC 控制系统不是单一控制器,而是高度耦合的实时机电信息系统。其核心竞争力来自 NCK 算法、实时确定性、五轴运动学、补偿模型、伺服动态、安全独立性、数字孪生和工艺智能的系统级协同。
|----------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------------|
| 最终系统公式 |
| Advanced CNC = Real-time Computing + NCK Algorithms + Servo Dynamics + Machine Kinematics + Error Compensation + PLC Logic + Functional Safety + Digital Twin + Industrial Connectivity + Process Intelligence |
| 关键词 | 含义 |
|---|---|
| 实时性 | 插补、总线、伺服和反馈必须确定性同步。 |
| 轨迹性 | Look-ahead、jerk 限制、曲率约束和轮廓误差控制决定加工质量。 |
| 运动学 | 五轴 RTCP、TCPM、奇异性规避和机床拓扑建模决定空间精度。 |
| 补偿性 | 几何、热、摩擦、动态和体积误差补偿决定真实精度。 |
| 安全性 | 安全链路必须独立、可验证、可认证。 |
| 智能性 | 数字孪生、边缘 AI、OPC UA、MTConnect 和 MES 集成决定未来价值。 |
表 26:先进 CNC 的六个核心关键词
|----------------------------------------------------------------------------------------------|
| 最终结论 |
| 普通 CNC 是运动控制器;先进 CNC 是加工过程操作系统。未来顶级 CNC 的演进方向将是开放架构、SE(3) 运动学、硬实时确定性、数字孪生、工艺智能和工厂级数据互联的深度融合。 |
参考资料 / Public References
·Siemens SINUMERIK ONE - official product information and digital twin materials.
·FANUC 30i/31i/32i-B Plus CNC series - official product brochures and system descriptions.
·HEIDENHAIN TNC/TNC7 and machine optimization materials, including Dynamic Precision and KinematicsOpt concepts.
·Beckhoff TwinCAT CNC and EtherCAT documentation, including CNC look-ahead and distributed clock concepts.
·ISO 13849-1:2023 - Safety of machinery, safety-related parts of control systems.
·IEC 61131-3 - Programmable controllers, programming languages for PLC systems.
·OPC UA for Machine Tools / umati information model and MTConnect manufacturing data standard.