在汽车侧滑门系统中,下滑轮总成不仅承担承载门体重量、导向滑动的机械功能,还集成了电动开闭的驱动和控制功能。相较于上滑轮总成,下滑轮总成增加了电机、端子线缆、拉线、电机盖等电气组件,装配工艺更为复杂,对防错、检测和电性能测试的要求也更高。传统的人工装配方式难以保证电气连接的可靠性和功能一致性。
SNK施努卡针对侧滑门锁下滑轮总成的工艺特点,设计了11站全自动/半自动装配线,涵盖OP010至OP110,集成自动供料、机器人装配、定量加油、旋铆、螺丝锁付、视觉检测、电机电性能测试等功能,实现从散件到成品功能全检的一站式生产。本文详细介绍该生产线的工位流程、核心技术指标及应用价值。
说明:本文涉及的工艺参数及效率数据均基于SNK施努卡已交付项目统计,实际效果以现场验证为准。
一、下滑轮总成与上滑轮总成的工艺差异
| 对比项 | 上滑轮总成 | 下滑轮总成 |
|---|---|---|
| 主要功能 | 导向、承载 | 导向、承载、电动驱动 |
| 核心组件 | 解锁臂、锁舌、信号杆、吸合盘、齿轮轴 | 上滑轮组件+电机、端子线缆、拉线、电机盖 |
| 新增工艺 | 无 | 螺丝锁付、电机装配、线缆连接、电性能测试 |
| 检测重点 | 铆接尺寸、漏装 | 铆接尺寸+电机功能(全锁/半锁/解锁) |
| 工位数量 | 6站 | 11站 |
下滑轮总成是侧滑门电控系统的核心执行部件,其电机功能测试是下线前最关键的质量关口。
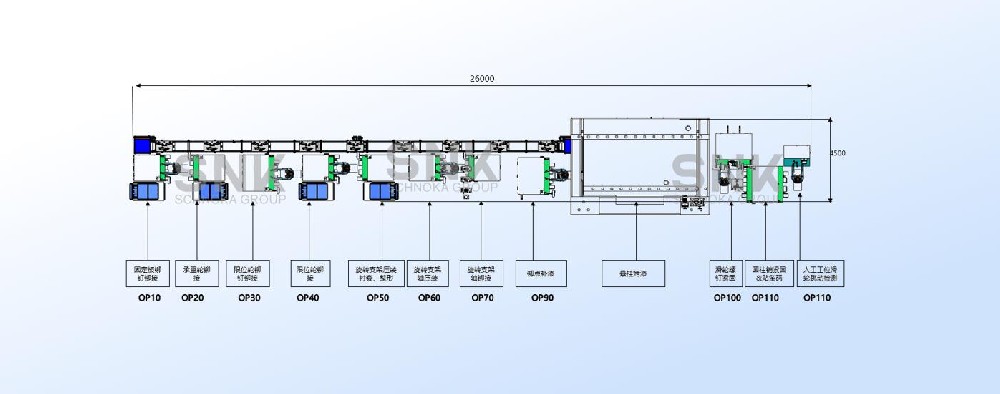
二、生产线整体布局与工位流程
本生产线采用托盘线+转盘组合方式,共设11个主站位(OP010~OP110),前6站与上滑轮线共享成熟工艺模块,后续增加螺丝锁付、电机装配、功能测试等专用工位。
第一段:基础机械装配(OP010~OP060)
OP010:解锁臂、锁舌轴、信号杆、锁舌自动装配
工位类型:全自动(双机器人协同)
工作流程:
-
自动供料:解锁臂、锁舌轴(2根)、信号杆、锁舌分别由振动盘或料仓自动供料。
-
机器人1作业 :抓取解锁臂和两根锁舌轴 → 对锁舌轴进行定量加油 → 将解锁臂和锁舌轴分别装入安装壳中。
-
机器人2作业:抓取信号杆和锁舌 → 两者分别移至加油工位加油 → 将信号杆和锁舌自动装配到安装壳内。
技术要点:
-
加油工位配备微量润滑喷油嘴,油量可编程调节(精度±5mg)。
-
机器人夹爪带力反馈,防止零件损伤。
OP020:同类零件二次装配
本工位流程与OP010相同,用于完成另一侧或另一组零件的装配,确保总成完整性。
OP030:驱动臂、锁止臂、接插件、吸合盘组件人工辅助装配
工位类型:半自动(机器人+人工)
工作流程:
-
驱动臂、驱动臂簧、锁止臂、接插件分别放置在物料盒中,由人工取料。
-
吸合盘组件由OP040站机器人通过滑道输送至本工位,人工拿取并装配。
-
人工将上述零件装配到当前托盘的工件上(配合定位治具)。
OP040:吸合臂轴、吸合臂簧、吸合臂、吸合盘自动装配与旋铆
工位类型:全自动(三机器人+转盘+视觉检测)
工作流程:
-
自动供料:吸合臂轴和吸合臂簧由振动盘供料;吸合臂和吸合盘由料仓供料。
-
机器人1:抓取吸合臂轴和吸合臂簧 → 分别加油 → 放入转盘工装。
-
机器人2:抓取吸合臂和吸合盘 → 吸合盘移至加油工位加油 → 将吸合臂和吸合盘放置在转盘工装上。
-
旋铆机:对组合产品的铆钉处进行旋铆。
-
气液缸压紧:对铆钉下方装簧位置进行压合。
-
视觉检测:高分辨率相机检测铆钉成型尺寸(高度、直径、开裂等),自动判定合格/不合格。
-
机器人3 :抓取合格的吸合盘组件,沿滑道输送至OP030人工站;同时对线体托盘进行视觉复检,检查前面工站有无漏装,发现NG料则负责剔除。
OP050:齿轮轴与安装板自动装配、铆接
工位类型:全自动(双机器人+转盘)
工作流程:
-
自动供料:齿轮轴由振动盘供料,安装板由弹夹式料仓供料。
-
机器人1:抓取安装板及两根齿轮轴 → 放置于转盘载具。
-
旋铆机:对齿轮轴顶端进行旋铆,固定齿轮轴与安装板。
-
机器人2 :抓取旋铆后的组件 → 对安装板、齿轮轴进行定量加油 → 将组件安装到安装壳上。
OP060:终铆接(锁舌轴、锁止臂轴旋铆)
工位类型:全自动(托盘线+旋铆)
工作流程:
-
托盘流入,顶升定位机构将托盘顶起。
-
反支撑气缸动作,从底部将顶升板撑住,确保铆接受力稳定。
-
旋铆机对锁舌轴、锁止臂轴依次进行旋铆(横向轴移动机头完成第二处铆点)。
-
铆接完成后,反支撑气缸复位,顶升下降,托盘流走。
第二段:新增机械装配(OP070~OP080)
OP070:自动打螺丝与产品翻转
工位类型:全自动(机器人+螺丝供料器)
工作流程:
-
托盘流入,顶升定位。
-
机器人1:自动锁付2颗螺丝(螺丝由振动盘供料,扭矩+角度监控)。
-
机器人2:将产品自动翻转至设定角度(为后续电机装配做准备)。
-
托盘流走。
技术要点:
-
螺丝锁付采用伺服拧紧轴,扭矩精度±3%,角度精度±1°。
-
翻转机构带软着陆功能,防止产品磕碰。
第三段:电机装配与功能测试(OP090~OP110)
OP090:人工装配电机与端子线缆
工位类型:人工站(半自动辅助)
工作流程:
-
人工将电机事先接好(端子线与电机连接)。
-
端子线采用吸塑盘统一包装放置于线体工装台上。
-
人工将电机装入工件内,并连接电机与端子线缆。
-
连接完成后按按钮放行,工装托盘流入下一站。
设计考量:
-
端子线预装+吸塑盘供料,降低人工理线难度。
-
按钮放行机制确保装配完成后方可流转,防止漏装。
OP100:弹簧、拉线、电机盖装配及视觉检测
工位类型:人工站+视觉检测
工作流程:
-
人工依次完成:
-
锁舌簧安装
-
锁止臂簧安装
-
拉线安装
-
电机盖安装
-
-
相机检测:对上述零件进行漏装/错装检测,自动判定。
-
检测合格后,人工按下锁止臂簧压紧机构,压住锁止臂簧防止跳动。
技术亮点:
-
视觉检测覆盖4个零件的漏装/错装,替代人工目检,避免疲劳漏检。
-
压紧机构确保弹簧在后续流转中不移位。
OP110:电机卡扣压装、小安装板装配及电性能测试(三工位)
工位类型:全自动(三工位并行,托盘依次流转)
工位一:电机壳卡扣压装
-
托盘流入,顶升定位。
-
压机将电机壳卡扣压到位,确保电机与壳体固定可靠。
工位二:小安装板自动装配
-
小安装板通过弹夹式供料方式上料。
-
机器人吸取小安装板,自动装配到指定位置。
工位三:电性能综合测试
-
下压气缸压紧产品,确保测试稳定。
-
探针头自动插入接插件完成上电。
-
侧向锁扣气缸推出,使锁扣进入半锁状态。
-
控制系统通过探针给电机通电,驱动电机动作至全锁状态。
-
解锁气缸复位,验证电机是否正常响应解锁指令。
-
全程电流/电压监控,自动判定电机功能合格/不合格。
-
测试完成后,托盘流走。
测试覆盖:
-
电机半锁→全锁→解锁全流程功能验证
-
堵转电流、空载电流检测
-
接插件接触可靠性验证
三、核心技术优势
| 技术模块 | 功能亮点 | 客户价值 |
|---|---|---|
| 自动供料系统 | 振动盘+弹夹+料仓+吸塑盘多种方式 | 适配轴、齿轮、弹性件、线缆等多种形态零件 |
| 机器人协同装配 | 双机/三机联动,分工明确 | 缩短节拍,提高装配一致性 |
| 定量加油 | 微量润滑闭环控制,油量精度±5mg | 减少油品浪费,保证润滑效果 |
| 伺服旋铆 | 压力-时间-位移监控,实时判定 | 防止铆接不足或过铆 |
| 伺服锁螺丝 | 扭矩+角度监控,精度±3% | 保证电气连接可靠性 |
| 视觉检测 | 铆钉尺寸+漏装检测,精度±0.05mm | 实现零缺陷流出 |
| 探针自动上电测试 | 模拟整车上电工况,全锁/半锁/解锁全流程 | 100%拦截电机功能不良品 |
| MES数据接口 | 各工位关键参数自动上传 | 全流程可追溯 |
四、参考运行指标(基于已交付产线)
| 指标 | 参考值 |
|---|---|
| 整线节拍 | ≤30秒/件(含电机测试) |
| 设备综合效率(OEE) | ≥85% |
| 一次合格率 | ≥99.0% |
| 电机功能测试覆盖率 | 100% |
| 视觉检测漏判率 | <0.1% |
| 换型时间(产品切换) | ≤30分钟 |
以上数据基于SNK施努卡为某汽车门锁Tier1供应商交付的项目统计,实际效果以现场验证为准。
五、适应产品与扩展性
-
适用产品:侧滑门锁下滑轮总成(含电机),也可兼容其他带电机驱动的门锁、执行器类产品。
-
换型方式:更换托盘治具、调整机器人程序及供料器,即可适应不同型号。
-
扩展接口:预留MES、数据采集接口,支持与工厂上层系统对接。