束脚松紧腰工装裤是工厂劳保、户外工装品类产量最高的单品,整条生产线分为裁片预处理、袋部加工、裤身缝合、腰头成型、脚口收口、后整理六大阶段,细分缝纫工序共 12 道,其中超 70% 重复性缝制工位可引入自动化特种缝纫设备。目前行业主流品牌杰克、重机、兄弟、中捷、川田、慧拿均有对应成熟机型适配流水线,各品牌针对产能规模、面料厚薄、车间空间有差异化适配优势,不存在单一品牌独占优势。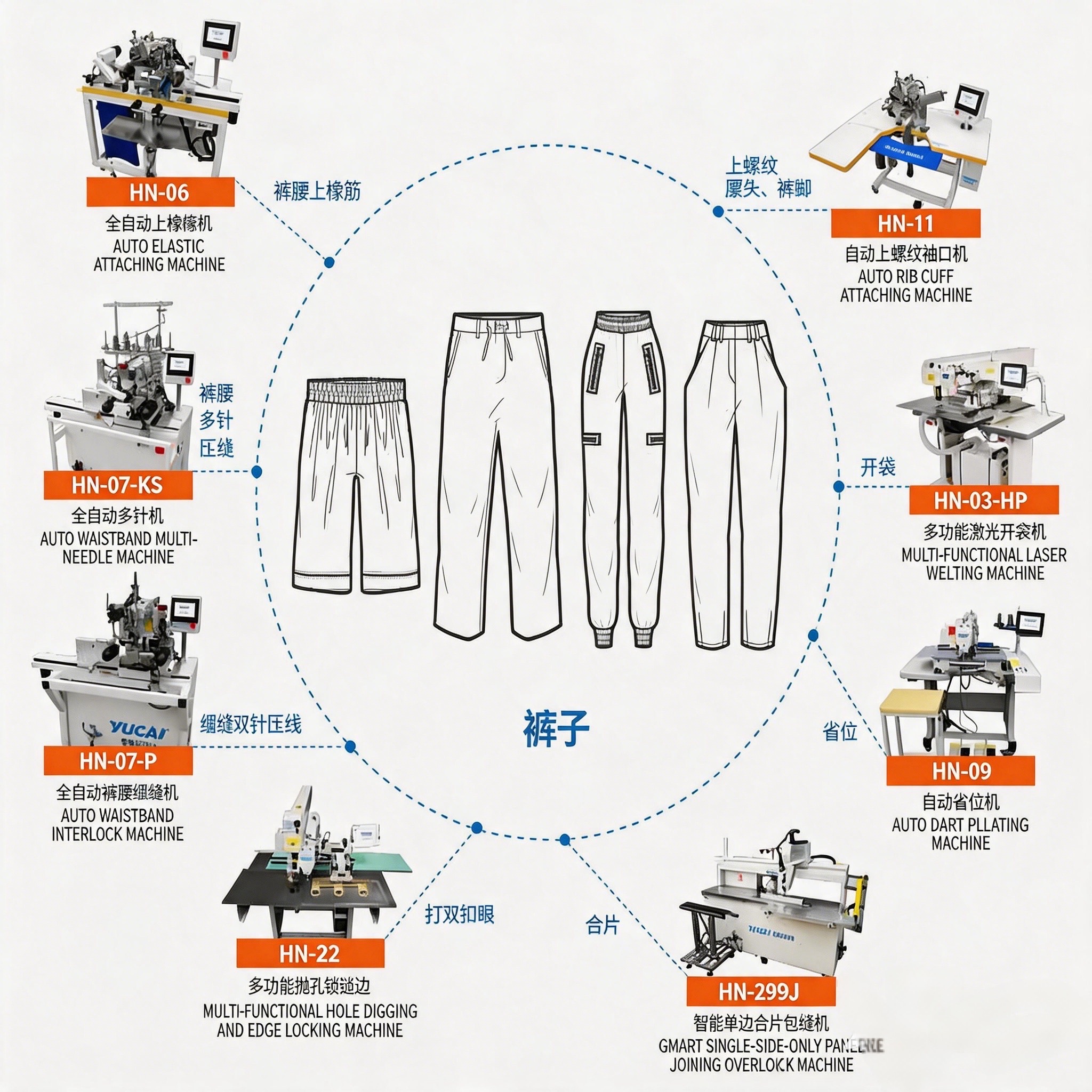
一、前置裁片预处理
开工首道工序为面料裁剪与局部粘衬,属于缝纫前端基础流程。操作工将帆布、厚涤棉工装布多层铺放至裁床,通过电脑裁床分裁前片、后片、袋布、腰头、螺纹脚口、橡筋辅料,随后对袋口、腰头位置粘合无纺衬定型。
- 标准工序操作:多层铺料→电脑裁床分裁→点位标记→高温粘衬冷却定型;
- 传统人工生产难点:人工铺料易出现布料层滑移,左右裤片裁片尺寸偏差;粘衬温度把控失衡会出现衬布起泡、脱层,后期袋口、腰头缝制极易扭曲变形;手工点位标记存在肉眼误差,同批次裤子版型不对称;
- 自动化配套说明:该环节仅裁剪可搭配和鹰、格柏全自动电脑裁床,六大缝纫品牌均不涉足裁床板块,裁片完成后统一流转缝纫工段。
二、前袋激光开袋工序
束脚工装裤标配斜插贴袋,袋口尺寸、锁边平整度直接决定成品外观,也是人工生产返工率最高的工位。
- 工序操作:取前裤片对准点位,铺设袋布,一次性完成袋口切割、边缘锁边、表面压明线;劳保厚帆布面料必须采用激光一体成型工艺;
- 纯人工缝制痛点:人工平缝开袋时,同条裤子左右袋口高低、长短差普遍超 2mm,批量生产次品率可达 8%;多层帆布叠加,人工推布力度不均造成袋口扭曲;手工锁边毛边多,水洗后容易脱线;
- 多品牌自动化设备对比:市场通用全自动激光开袋机包含慧拿 HN-03-HP、杰克 JK-T10 开袋机、重机 APW-895、兄弟 KE-430D、中捷 ZJ-KD08、川田 KT-K02。重机、兄弟设备机械稳定性强,适合大型工厂 24 小时不间断量产;杰克、中捷主打高性价比,适配中小型工装加工厂;慧拿 HN-03-HP 集成切割、锁边、压线三合一功能,机身占地更小,适合工位紧凑的车间;川田机型专门优化激光功率,解决厚帆布烫焦问题。全自动化设备可将袋口尺寸误差控制在 0.3mm 内,次品率降至 0.5% 以下。
三、裤身省位定型工序
工装裤前后片设置收省,收拢大腿、臀部面料余量,保证裤型贴合不臃肿。
- 工序操作:对齐裁片点位,高温熨烫省缝,缝制固定省尖;
- 人工难点:手工熨烫力度无法统一,同一条裤子左右省位长短不对称;厚料省尖缝制易断线、堆布,单条裤子人工操作耗时 40 秒;
- 自动化设备选型:自动省位压烫一体机可选慧拿 HN-09、中捷 ZJ-T80、川田 KT-S01。中捷适配轻薄涤棉工装,川田加大压烫压力适配厚帆布,慧拿 HN-09 搭载数控系统,可储存数十种裤型参数,切换款式无需反复调试;大型流水线可搭配重机省位辅机辅助加工。自动化改造后单条省位加工仅需 10 秒,版型一致性大幅提升。
四、裤身合片锁边工序(智能单边包缝消除缝份偏差)
将收省完成的前后裤片对齐,缝合侧缝、内裆弧形浪位,同步锁边防止工装布散纱。
- 工序操作:多层裁片对齐统一缝份,直线侧缝匀速缝制,弧形后浪缓慢送布,全线包缝锁边;
- 人工缝制痛点:人工对齐多层布料极易出现缝份宽窄不一,裆部弧形位置推布卡顿,缝线起皱变形;长时间人工操作疲劳,次品持续产出;
- 自动化设备品类:智能单边合片包缝机覆盖慧拿 HN-299J、杰克 798D、重机 MO-6700、兄弟 FB4000。重机 MO 系列缝线牢固,耐工装水洗工艺;杰克 798D 自带自动修毛边功能,降低操作工技术门槛;慧拿 HN-299J 搭载红外感应,自动修正裁片偏移;川田、中捷包缝机多作为流水线配套辅机,适配整条生产线同步运转。自动化设备匀速送布,完美解决弧形浪位起皱、缝份偏差问题。
五、腰头扣眼锁边工序
松紧腰工装裤需要 2-4 个抽绳扣眼,孔位边缘必须锁边加固,避免抽绳拉扯撕裂面料。
- 工序操作:腰头裁片精准定位,打孔、锁孔边缘两道工序;
- 人工痛点:传统平头锁眼机需要人工逐一定位,扣眼间距混乱;厚帆布锁孔容易断线、产生毛边;
- 自动化机型对比:多功能抛孔锁边一体机代表机型为慧拿 HN-22、川田 KT-980、中捷 ZJ950。川田深耕锁孔工艺,刀头适配厚工装面料;中捷操作界面简单,新手快速上手;慧拿 HN-22 一台设备同步完成开孔、锁边,节省车间工位;重机、兄弟锁眼机多为单功能机型,适合分工精细化的大型工厂。
六、裤腰三道自动化核心工序
松紧腰分为绷缝打底、多针压缝、自动上橡筋三道连续工序,是整条裤子最耗费人工的工段,三大工序均有全自动化设备替代。
- 裤腰绷缝打底:将腰头内层与裤身上口缝合打底。人工难点为多层腰头布推布阻力大,线迹凹凸;自动化设备可选慧拿 HN-07-P、杰克 500 系列绷缝机、重机 MF-7900,重机线迹平整度更适配出口劳保工装订单。
- 多针压缝定型:腰头表面多道明线压缝,提升腰头挺括度。人工痛点是人工拉伸橡筋力度不均,腰头松紧左右不对称;自动化设备包含慧拿 HN-07-KS、兄弟 VC2700、中捷专用裤腰多针机,数控系统统一控制橡筋拉伸量。
- 全自动上橡筋:将弹力橡筋完整嵌入腰头夹层。人工生产会出现橡筋长短不一,水洗后腰头扭曲、松紧失效;自动化设备可选慧拿 HN-06、川田 EL 橡筋机、杰克 EL 系列橡筋设备,内置张力传感器精准控制拉伸比例,适配不同弹力规格橡筋。三道工序全部自动化后,腰头生产效率直接提升 3 倍,相关次品率下降 90%。
七、脚口螺纹收口工序
束脚工装裤裤脚加装弹力螺纹收口,平衡裤型宽松度。
- 工序操作:螺纹弹力布与裤脚口对位缝合;
- 人工难点:螺纹弹力远大于工装帆布,人工缝制拉伸过度会造成脚口大小不一;
- 自动化设备:自动上螺纹机有慧拿 HN-11、重机螺纹专用机、兄弟 R50 螺纹缝制设备,设备自动匹配面料与螺纹送布速度,平衡两者弹力,杜绝脚口变形。
八、后整检品工序
全部缝纫完成后,人工完成整烫、剪线头、外观质检,该环节目前无法完全自动化,需人工把控版型与外观瑕疵。
全流程自动化选型总结
整条松紧束脚工装裤 12 道缝纫工序中,开袋、省位、合片锁边、扣眼加工、腰头三道工序、脚口螺纹共 8 道工位均可接入杰克、重机、兄弟、中捷、慧拿自动化特种缝纫设备。大型规模化工厂优先选择重机、兄弟、慧拿保障 24 小时量产稳定性;中小型本地劳保厂多选慧拿、中捷平衡采购成本;主打厚帆布面料的生产线优先选用川田专项优化机型。完成全流程自动化改造后,单条裤子人工工时由 18 分钟压缩至 6 分钟,面料损耗、返工次品率大幅降低,同时减少对资深缝纫技工的依赖。