行业现状与挑战
食品与包装行业对设备的自动化、智能化水平要求日益提高,特别是瓶装和灌装生产线需要实现高速、高效的生产。此外,该行业还需遵循严格的卫生标准和安全规范,以保证产品质量符合消费者需求。在提高生产效率的同时,企业需要灵活应对客户需求的快速变化。

主要痛点分析
01 高卫生要求与稳定性
食品生产环境对设备的卫生设计有极高要求,特别是需要符合卫生设计标准(DIN EN1672-2,EHEDG和FDA 21 CFR 177.2006),以确保食品生产的安全性。此外,生产设备的高可靠性对于维持全天候无故障生产至关重要。
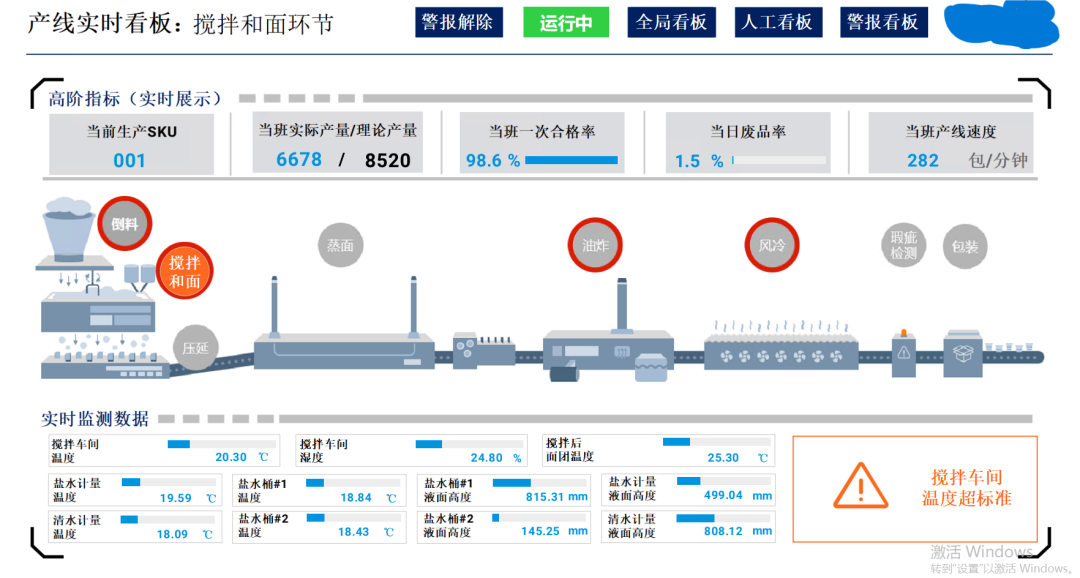
02 实时数据采集与快速响应
灌装、包装过程中,实时监控和数据采集是确保生产线高效运转的关键。操作人员需要通过设备界面实时查看关键数据(如灌装速度、温度等),并进行快速调整。
03 系统兼容性和多设备协同
由于灌装和包装设备种类多,生产线通常由不同供应商提供的设备组成,这些设备之间缺乏统一的通信协议,数据同步难度大,导致生产效率受到影响。
宏集多功能物联网 HMI 解决方案
为解决以上痛点,宏集EXOR推出了专为食品和包装行业设计的物联网HMI解决方案。此系列HMI不仅提供了卓越的交互体验,更是一种集成化的数据管理和控制平台,支持从数据采集到远程管理的全方位功能。


01 高度可靠&符合卫生设计标准
宏集EXOR物联网HMI的平均无故障间隔时间(MTBF)长达7.1年 ,为设备长期稳定运行提供坚实保障,减少了生产停机时间和维护成本。部分型号符合DIN EN1672-2、EHEDG和FDA 21 CFR 177.2006的卫生设计标准,具备IP69的防护等级,能够承受高压清洗和高温消毒,适用于严苛的食品加工和包装环境

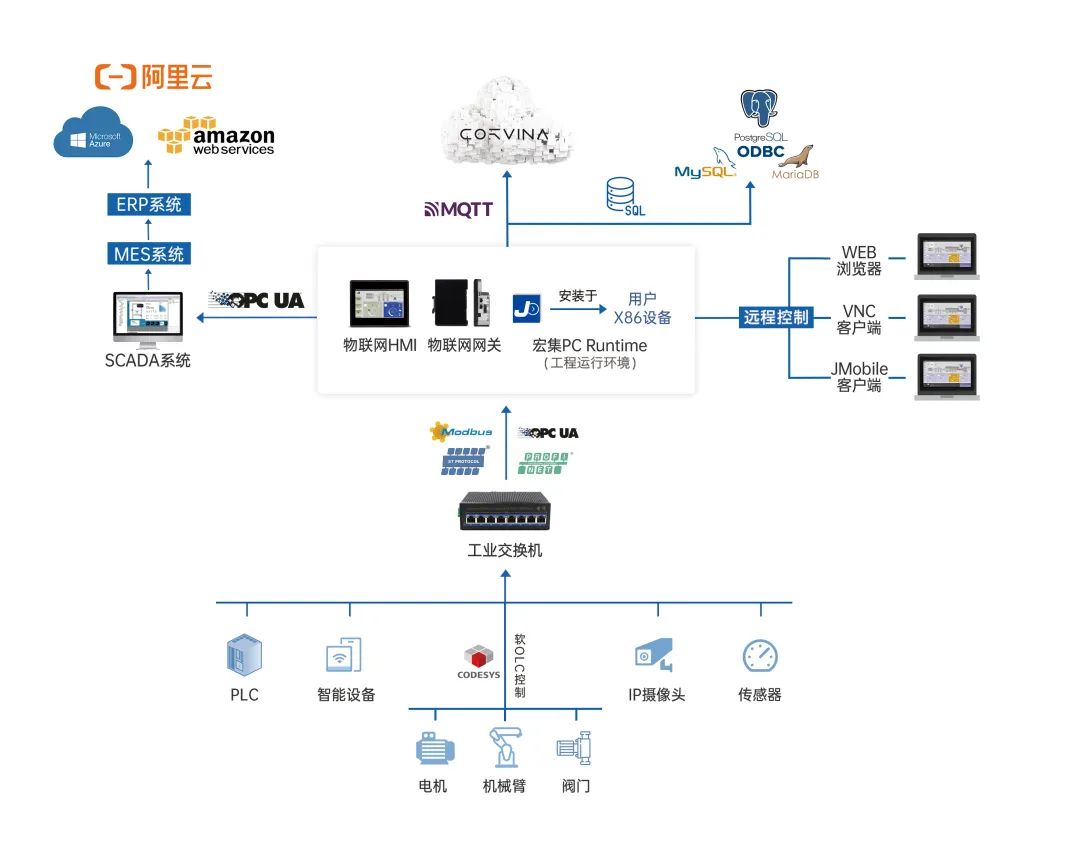
02 全面的协议兼容性
兼容市场上99%的PLC通讯协议,支持超过200种协议并可同时运行8种协议,无论是与其他PLC、SCADA系统还是ERP系统的通信,都能轻松实现无缝连接。
03 顺畅的人机交互体验
通过丝滑流畅的触控体验和出色的UI设计 ,使操作者在使用大型设备时操作更直观,减少培训成本,提升生产效率;内置SCADA级别的功能库和控件库,支持复杂应用需求,满足客户定制化需求。
04 一体化数据平台
宏集EXOR物联网HMI将数据采集、分析、可视化、PLC控制、数据存储、云端传输和远程管理整合在一个平台上,实现多功能一体化,极大简化了设备管理流程。
总结
宏集EXOR物联网HMI通过集成多种功能、确保高度可靠性和广泛的协议兼容性,帮助食品和包装企业在自动化和智能化方面实现跨越式发展。
