第一讲 感应加热原理与感应熔炼电炉特点
目录
- [第一讲 感应加热原理与感应熔炼电炉特点](#第一讲 感应加热原理与感应熔炼电炉特点)
-
- 感应电炉的分类
- 感应电炉的主电路组成
- 感应熔炼电炉特点
- 感应加热基本原理
-
- (1)电磁感应定律,产生感应电动势
- (2)感应电动势有效值计算
- (3)感应电动势有效值产生的对应功率计算
- [(4)产生电流后的金属热量计算 - 焦耳定律](#(4)产生电流后的金属热量计算 - 焦耳定律)
- [(5)注意点 - 磁性材料可能导致的额外加热](#(5)注意点 - 磁性材料可能导致的额外加热)
- 感应电流电磁效应
- 感应熔炼电炉设计与感应器参数计算程序与方法
-
- [(1)感应熔炼电炉设计 - 感觉看了没啥用,粗粗的讲了下。](#(1)感应熔炼电炉设计 - 感觉看了没啥用,粗粗的讲了下。)
- [(2)感应器参数计算程序与方法 - 感觉看了没啥用,粗粗的讲了下。](#(2)感应器参数计算程序与方法 - 感觉看了没啥用,粗粗的讲了下。)
- 有关感应熔炼电炉设计与制造的国家标准、行业标准
- 参考
感应电炉的分类
(1)按照有无铁心
感应电炉按照有无铁心,分为:
- 有心感应电炉(沟槽式感应电炉)。
- 无心感应电炉(坩埚式感应电炉) ,无心感应电炉又分为两类:
- 真空炉
- 非真空炉(平时默认无心感应电炉为该类)
(2)按照频率划分
有好几种分法,也不必过于纠结怎么分,目前也还用不到。
(3)按照用途分
按用途分,对炉料进行不同操作的炉子分为:
- 感应熔炼 炉:用于炉料的熔炼。
- 感应保温 炉:用于炉料的保温。
- 感应浇注 炉:用于炉料的浇注。
感应电炉的主电路组成
中频无心感应电炉的主电路分为两类:
- 并联逆变电路 :指逆变器输出的电压是并联的,多个逆变器在同一电压下运行。这种设计适用于需要多路独立功率输出的情况。
- 串联逆变电路 :指逆变器的输出电压串联在一起,通过级联的方式提高输出电压。这种设计通常用于电炉需要较高电压的场景。
多路输出变频装置 由同一台 (组)整流器 向多台逆变器 供电,形成多路彼此独立 的中频功率 输出,给处于熔炼或保温的多台中频无心感应电炉同时供电的装置(即所谓"一拖 二""一拖三"等)。
-
注解:
- 逆变器 :逆变器是一种电子设备,其作用是将直流电(DC)转换成交流电(AC)。
- 整流器 :将交流电(AC)转换为直流电(DC)。
- "一拖二"、"一拖三" :这种表述表示一台整流器可以向多个逆变器(例如两台或三台)供电,从而实现多个中频无心感应电炉同时加热的功能。比如,一台整流器 能够同时为两台 ("一拖二")或三台 ("一拖三")电炉 提供电力支持。每台电炉独立运行,互不干扰。
- 疑问 :为什么不直接用电源交流电 施加给感应电炉进行熔炼 ,而是先整流 ,再逆变 给交流信号?
- 解答 :因为逆变器有个非常大的作用就是,在把直流电 转化为交流电 的时候可以提高电流的频率,从而达到电磁炉加热 (中高频为1kHz ~ 数十kHz )的要求 ,如果直接用,那频率(电网假设为50Hz )不够。
- 同时我自认为这样也安全,只是需要部分的频率高 ,在电信号传输的过程全为低频信号 ,那么对于工人而言发生事故的概率 也小很多。
- 至于一拖二、一拖三 ,单纯是这样够了,可以促进资源的合理利用 。拖的逆变器太少 ,要的经费多 ,拖的逆变器太多 可能会导致满足不了电磁炉的要求。
感应熔炼电炉特点
感应电炉 ,是从火焰炉不断发展过来的。
- 火焰炉 :比较的经济 ,便宜 ,直接(主要是因为经过的路径比较短,直接产热,并且烧的原料也便宜),但是存在各类污染吧,被整治后,开始慢慢减少。
- 感应电炉 :损耗资源多,多次能量转换,电能 (交直流 转换,高低压 转换,高低频 转换等等) -> 磁能 -> 热能 ,相对也比较容易监控等等吧,比如根据电压电流可以进行推理监控等等。
尽管如此,由于感应熔炼电炉的下述特点 ,且 随着发电量的增长及电源设备、计算机、电力电子技术的不断进步,感应熔炼电炉还是得到了越来越广泛的应用。
(1)具有高功率密度
高功率密度使被加热金属自身感应产生足够大的电流,使金属熔化;电磁力使金属熔液搅动。
注解:
- 功率密度(Power Density) :指的是 单位体积或单位面积上的功率输出 。在中频无心感应电炉 的应用中,功率密度越高,意味着单位体积的金属能吸收更多能量,加热更快、更高效。
- 电磁搅拌作用 :由于感应电流流动会形成洛伦兹力(电磁力) ,它会推动金属熔液流动,使熔池内的液态金属不断翻滚;高功率密度的电磁力更强,使金属熔液搅拌更充分。
- 结论:综合上述两点,可以发现加热金属利用这个会变得简单 ,因为如果想要火烧,不同熔点的金属可能需要达到特定的温度,现在可能相同的功率,可能两个都能融化啥的。
(2)可重现性
感应加热具有可重现性 ,即只要给定金属的材质 、熔化温度 、浇注温度 及熔炼时间 ,感应熔炼炉所需的功率 就基本恒定,因此可以用作业时间确定精确的熔化温度,工艺重复性好,铸件品质稳定。不像火烧,就很难控制,可能受各类环境 ,操作的影响导致很难复现。
(3)总结
上述两特点,给电磁感应加热带来了很多的好处 ,但是同时也带来的坏处 :以无心感应熔炼炉熔炼铸铁 为例:由于炉渣导电性低,受电磁场加热作用小,炉渣的加热 主要是由铸铁熔液传导过来的热量,炉渣温度低,它的反应能力也就减弱。炉渣吸收了能量,会降低系统的总效率。
- 坏处:即炉渣不受热,热传导光吸收金属的热量,导致效率的降低。
感应加热基本原理
(1)电磁感应定律,产生感应电动势
- 含义:磁通量发生改变 导致产生感应电动势:
ε = d ψ d t \varepsilon = \frac{d\psi}{dt} ε=dtdψ
其中:
- ε \varepsilon ε ------ 闭合回路中感应电动势瞬时值(V);
- ψ \psi ψ ------ ψ = n Φ \psi = n\Phi ψ=nΦ,匝数为 n n n 及磁通为 Φ \Phi Φ 的回路的磁链总数(就是TM的磁通量)(单位 Wb);
- t t t ------ 时间(s)。
(2)感应电动势有效值计算
磁通量 Φ \Phi Φ 和时间 t t t 接近于正弦关系,感应电动势 ε \varepsilon ε 的有效值可以写成:
E = 4.44 f n Φ E=4.44fn\Phi E=4.44fnΦ
其中:
- E E E ------ 感应电动势 ε \varepsilon ε 的有效值(V);
- f f f------电流频率(Hz);
- n n n------感应器线圈的匝数(匝);
- Φ Φ Φ------回路交链的磁通(Wb)。
(3)感应电动势有效值产生的对应功率计算
这时导体中的功率 则可由下式确定(其实就是P=U*I ):
P = E I cos ϕ L = 4.44 f n I Φ cos ϕ L P=EI\cos \phi _L=4.44fnI\Phi \cos \phi _L P=EIcosϕL=4.44fnIΦcosϕL
其中:
-
P P P------导体中的功率(kW);
-
Φ L Φ_L ΦL------ E E E、 I I I的夹角(º);
-
I I I------感应电流(A)。
式中, n I nI nI(匝数×安培)决定任何电磁装置的载流部分(铜导体)的体积 ,而磁通 Φ Φ Φ则决定磁路的截面积。
(4)产生电流后的金属热量计算 - 焦耳定律
Q = I 2 R t Q=I^2Rt Q=I2Rt
其中:
-
Q Q Q------电流通过电阻时产生的热量(J);
-
I I I------感应电流(A);
-
R R R------金属炉料的表层电阻(Ω);
-
t t t------加热时间(s)。
(5)注意点 - 磁性材料可能导致的额外加热
-
金属材料在交变磁场中会被加热 ,其中一个加热机制是涡流效应 (主要加热方式),另一个是磁滞效应(次要加热方式)。
-
如果该金属是铁磁性材料(如铁、镍、钴等),在温度较低(未超过居里温度)时,会额外受到磁滞现象的影响,使其产生一定的额外热量。
-
磁滞现象 是指铁磁性材料在交变磁场中不断被磁化和退磁,由于磁畴重新排列,会产生能量损耗,这部分损耗会以热的形式释放出来,造成额外的加热。
-
但这种磁滞效应的加热作用是次要的,主要的加热方式仍然是感应电流(涡流)产生的焦耳热。
-
当温度超过居里温度(Curie Point)时 ,铁磁材料会失去磁性 (变为顺磁性),此时磁畴结构消失,磁滞现象不再发生,因此由磁滞损耗带来的加热效应 也随之消失。但是涡流加热不会 ,因为涡流加热是利用了金属的导电性。
感应电流电磁效应
(1)趋肤效应
概念 :线圈导体中的交变电流 和金属炉料内的涡流 在其横截面上的电流密度不均匀分布 ,最大电流密度 出现在该横截面的表层,并以指数函数规律向心部衰减,这种现象称之为趋肤效应。
- 涡流的趋肤效应:金属熔料产生的涡流和电流密度,都分布在表面,指数级往里缩减。
- 感应电炉线圈的趋肤效应 :通电的时候,电流从导体外围的一圈 过,内部电流不咋过,导致横截面变小了 ,电阻变大,从而造成了能量损耗 ,线圈发热。
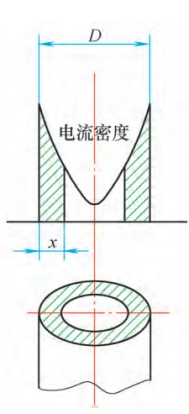
通电线圈为例 - 电流密度沿表层分布
具体的一些公式表示如下,可以先跳过,用到再说
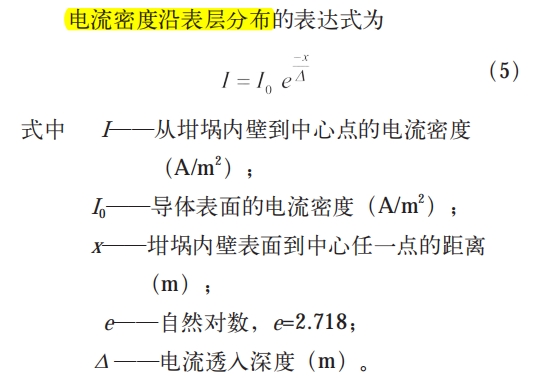
电流密度沿表层分布的表达式
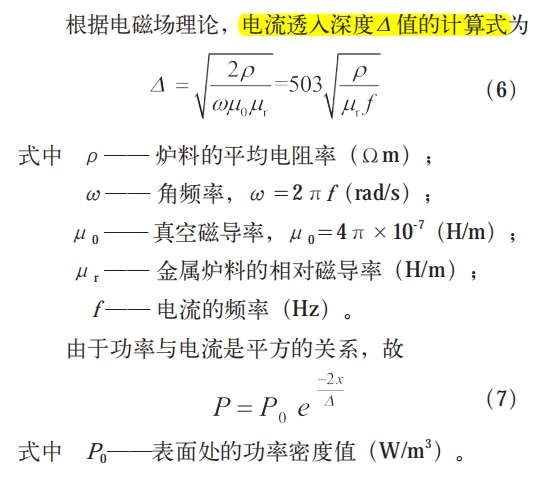
电流透入深度Δ值的计算式
炉料由表面及里的电流分布及功率分布如图2所示。
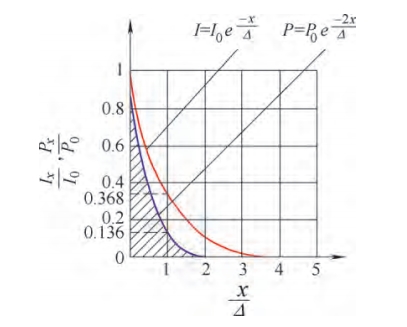
炉料由表面及里的电流分布及功率分布
由图2可以看出,约有63.2%的电流在厚度为Δ 的表面层内流动,86.5%的感应功率在Δ 的表面层内转化为热能**。
(2)邻近效应
通以交流电流的相邻两金属导体的电流密度要重新分布。当两导体的电流方向相反 时,最大值 出现在导体内侧;反之,最大值出现在导体外侧,这种现象称为邻近效应。 - 相对还是比较好理解,看图的话。
平行放置导体中的邻近效应现象如图所示。
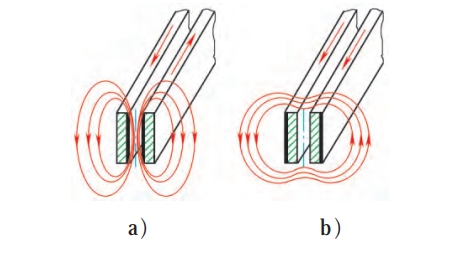
平行放置导体中的邻近效应现象
具体的解释,可以先跳过,用到再说。
(3)圆环效应
当交变电流通过圆环形线圈时,最大电流密度 出现在线圈导体 的内侧(即导体横截面上,在水平方向上 越靠近中间 ,电流密度越强),这种现象即是圆环效应,如图所示。

圆环效应示例
磁力线在环内较密集(即S小) ,环外分散(即S大) ,因此外侧电流线 较内侧穿透较多的磁通 ,反电势大,所以外侧的总电势和电流密度较内侧小。
总结:
- 外侧磁通量大 → 磁通变化率大 → 反电势大 → 电流受抑制 → 电流密度小
- 内侧磁通量小 → 反电势小 → 电流更容易通过 → 电流密度大
- 最终电流密度集中在内侧,形成圆环效应。
效果:
-
线圈通电后,磁力线集中在线圈内部 ,导致线圈内侧感应的电流密度较大,而外侧较小。
-
结果:线圈的内侧磁场更强,感应电流更集中在靠近炉壁的区域 ,因为线圈内侧磁场更强,靠近炉壁的炉料涡流更强,导致加热更快 ,靠近中心的炉料感应电流较弱,加热较慢。
所以综上,圆环效应:
- 对于导线:导线电流分布在内测
- 对于炉料:靠近线圈的加热快,靠近炉子中心的加热慢。
(4)端部效应
分为炉料的端部效应和感应器线圈的端部效应。
- 对于炉料而言 :炉料的两端,或者一些边边角角 等端部吸收的功率增加 ,就意味着端部的热度上升会更快。
- 对于线圈来说:作者没说(bushi)。
(5)四个效应的总结
邻近 效应、圆环 效应、端部 效应其实是趋肤效应 的特殊表现形式。感应加热 是上述四种效应的综合应用 ,感应器线圈 系统的作用表现为圆环效应 ,炉料系统 表现为趋肤效应 ,两者之间 是邻近效应 和端部效应 (总结了下不同效应的适用对象)。
感应熔炼电炉设计与感应器参数计算程序与方法
(1)感应熔炼电炉设计 - 感觉看了没啥用,粗粗的讲了下。
(2)感应器参数计算程序与方法 - 感觉看了没啥用,粗粗的讲了下。
- 唯一可能有点用的,感应器参数的计算:感应器设计分为变压器法 和电磁场法 。但是没细讲。
有关感应熔炼电炉设计与制造的国家标准、行业标准
感应熔炼电炉的设计与制造要遵循和参考相关的国家标准、行业标准。这里主要列举了不同的一些行业规范文件名字,感觉用不太到。
参考
李韵豪老师的《铸造工业的感应加热》系列讲座(我存在我github上啦):yanxintong (yanxin Tong)