渐开线花键是一种广泛应用于机械传动和连接紧固的零件,因其具有齿数多、齿端和齿根部厚、容易自动定心、承载能力强、安装精度高等优点,在现代工业中得到了越来越广泛的应用。本文将详细介绍渐开线花键的基本概念、基本参数的确定方法、定心和配合量的确定方法以及其他详细参数的确定方法。
一、基本概念
- 基本参数
渐开线花键的基本参数包括规格、模数、齿数、压力角和变位系数(公称值)。选择合适的参数可以节省时间,防止遗漏探讨,并避免表面压溃(静连接)及过度磨损(动连接)等强度问题。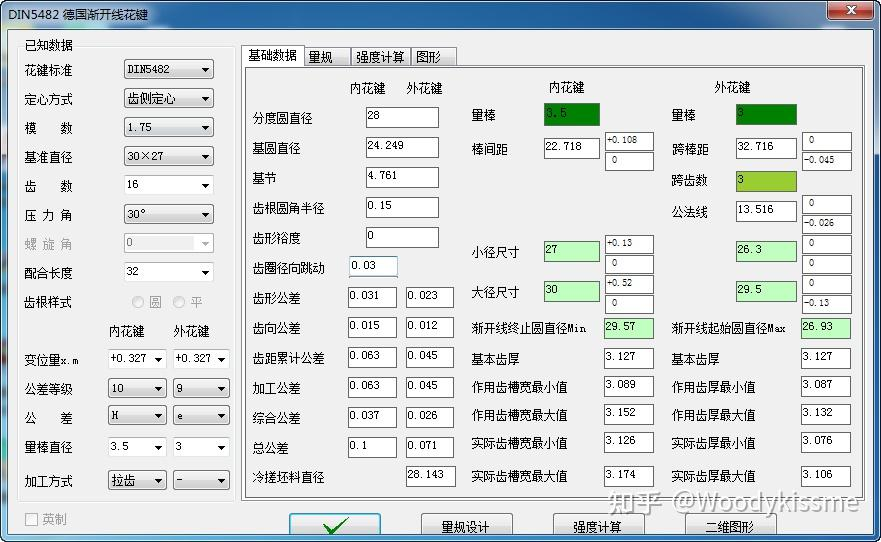
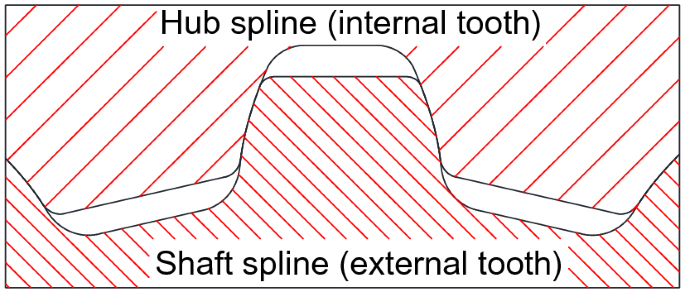
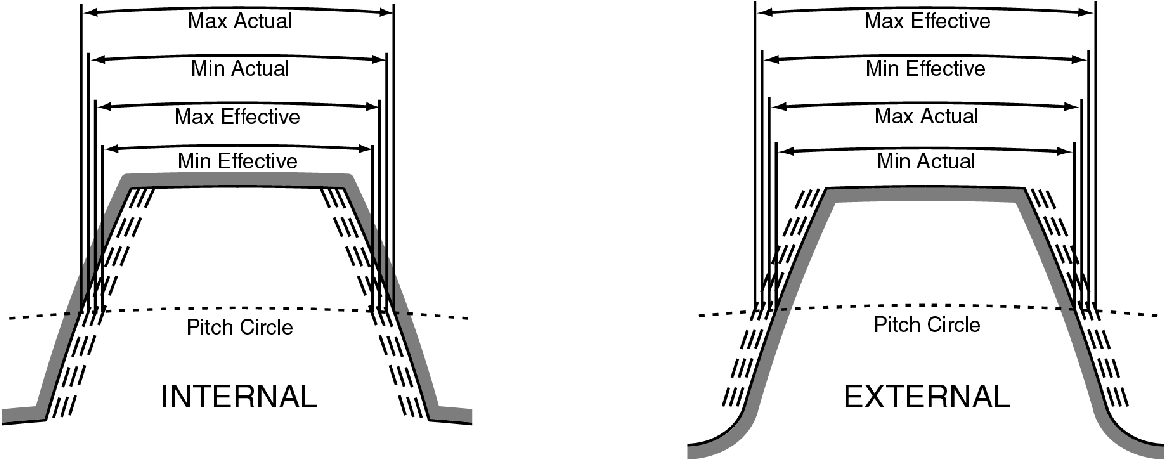
- 定心
花键孔与花键轴之间的定心方法是指在直径方向上间隙设定得最小的部位。包括齿面定位、大径定位、小径定位。定心类型的选择取决于花键使用部位的功能。
- 配合量
配合量是指定心部位过盈或间隙状态,包括间隙、中间配合、过盈。配合量的确定需要根据加工方法和公差等级进行调整。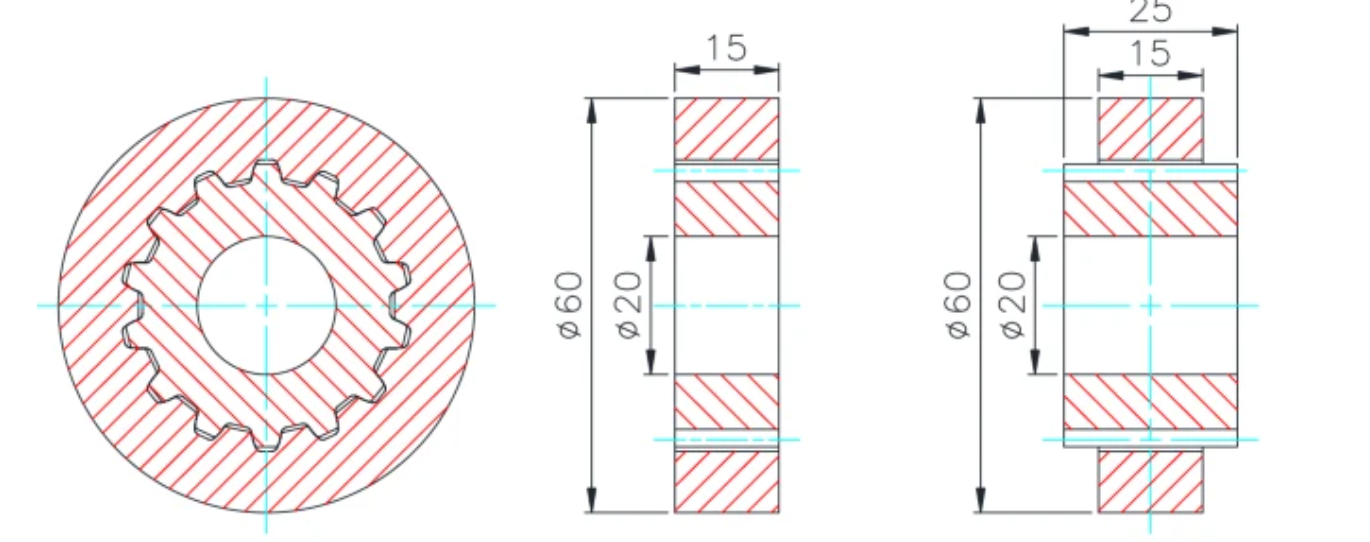
二、基本参数的确定方法
- 已有规格参数的特征
● GB规格(ISO):压力角符号为M,压力角系列有30°、37.5°(模数0.510)、45°(模数0.252.5),变位系数0。
● 旧JIS规格:压力角符号M,压力角20°(模数0.8)。
● NES规格(参考):压力角符号M,压力角30°(模数0.5左右)。
● SAE规格:压力角符号D₁,压力角30°(模数0)。
- 参数的补充特征
● 压力角:压力角大则键齿强度大,传递圆周力时正压力大,摩擦力也大。选择时需考虑构件的工作特点,如有无滑动、浮动以及配合性质和工艺方法。
● 精密刀具和检具工装:即使是使用规格参数,也全部需要制作专用件,从这个意义出发是没有必要保证规格参数的。
三、定心与配合量的确定方法
- 定心确定
根据花键使用部位的功能确定定心类型。花键加工后需要热处理的零件会发生热变形,因此需要将间隙做得大一些。精度顺序一般为"齿面定位 > 大径定位 > 小径定位"。
● 轴类零件:采用大径定位时推荐在大径处进行磨削加工;采用小径定位时推荐在小径处进行磨削加工。
● 孔类零件:推荐采用小径定位,并在小径处进行磨削加工。
- 配合量确定
部分加工方法与公差等级如下:
● 拉刀加工:适用于孔类零件,公差等级IT7级。
● 滚齿加工:适用于轴类零件,公差等级IT10级。
● 插齿加工:适用于孔、轴类零件,公差等级IT10级。
● 激光线切加工:适用于孔、轴类零件(薄零件),公差等级IT10级,一般不用于量产中。
● 热处理:适用于孔、轴类零件,公差宽度+100-200μm。
● 磨加工:适用于孔、轴类零件,公差等级IT6-7级。
四、其他详细参数的确定方法
- 不用来定心的部位
轴小径与孔大径不加公差。
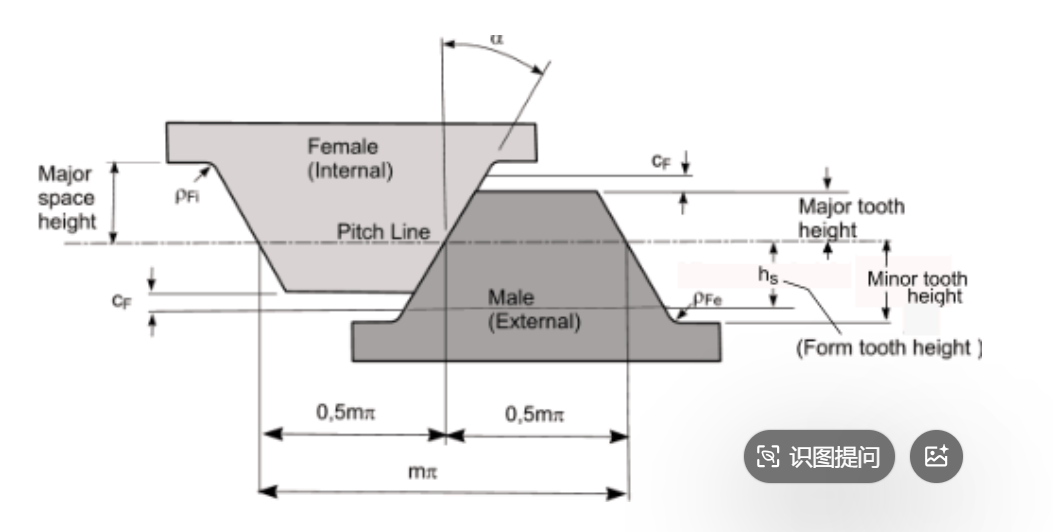
- 齿底形状
选择齿底形状是平/圆底时,如果没有特别要求的话定为平底。原因为轴的抗扭强度与齿底圆角没有关系,花键小径越大强度越强。
- 齿顶和齿根
在齿顶上加倒角,齿根上加齿根圆角。给齿顶加倒角的原因为:防止对齿面的磕碰伤痕/避开齿根圆角等。齿根圆角是为了延长刀具寿命、缓和应力集中。
- 花键齿面加工
退刀部位上容易发生毛刺、飞边,要特别注意。花键加工面的粗糙度(除磨加工处)原则上应定为R₁=2.5μm。
通过上述方法,可以准确地确定渐开线花键的参数,确保其在机械传动和连接紧固中的高效应用。