传送带机械手搬运工件监控系统博途V16带运行效果视频
最近在研究自动化控制项目,捣鼓出了一个传送带机械手搬运工件的监控系统,用的是博途V16软件,还录了运行效果视频,和大家分享分享这其中的门道。
项目背景与需求
在现代工业生产中,自动化的物料搬运至关重要。我们这个系统,目标就是实现传送带将工件运输到指定位置,机械手精准抓取并放置到另一处,同时对整个过程进行实时监控,确保高效稳定运行。
博途V16软件搭建系统框架
博途V16是西门子推出的一款强大的自动化编程软件,集成度超高,从PLC编程到HMI设计都能一站式搞定。
PLC编程部分
先看PLC这边,以S7 - 1200系列PLC为例,我们得定义各种变量。比如:
text
// 定义传送带运行状态变量
BOOL conveyorRunning;
// 定义机械手位置变量
INT robotPosition;
// 定义工件检测传感器变量
BOOL workpieceDetected; 这里定义了传送带运行状态、机械手位置以及工件检测传感器状态的变量。传送带运行状态conveyorRunning ,1代表运行,0代表停止;机械手位置robotPosition用整数来表示其所在的不同位置;工件检测传感器workpieceDetected ,检测到工件为1,没检测到为0。
然后是编写逻辑控制代码,下面这段代码实现了传送带和机械手的基本逻辑:
text
// 如果检测到工件并且传送带正在运行
IF (workpieceDetected AND conveyorRunning) THEN
// 机械手移动到抓取位置
robotPosition := 1;
// 等待一段时间,让机械手到达位置
WAIT(500);
// 抓取工件
// 这里假设还有其他代码来控制抓取动作
// ......
// 机械手移动到放置位置
robotPosition := 2;
// 等待一段时间,让机械手到达位置
WAIT(500);
// 放置工件
// 同样假设还有其他代码来控制放置动作
// ......
END_IF 这段代码逻辑很清晰,当检测到工件并且传送带在运行时,机械手先移动到抓取位置(这里简单设为位置1),等待500毫秒确保到达后抓取工件,再移动到放置位置(设为位置2),同样等待500毫秒后放置工件。实际项目中,抓取和放置动作肯定会有更详细的代码来驱动相应的执行机构。
HMI设计
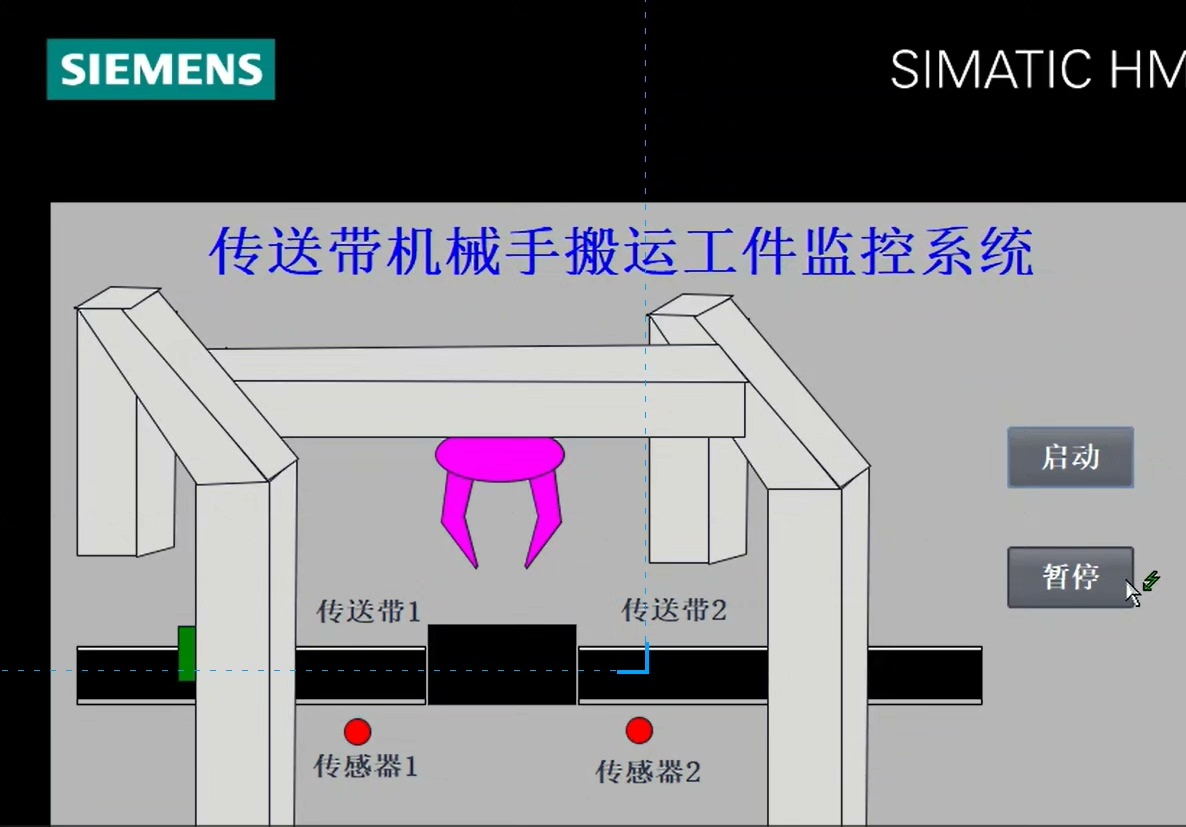
HMI(人机界面)部分在博途V16里也很好实现。通过拖拽各种图形元素,轻松创建监控画面。比如放上表示传送带的长条,用颜色变化来表示其运行与停止状态;用动画效果展示机械手的移动过程;添加指示灯显示工件检测状态等。
text
// 在HMI变量连接中,可以这样设置传送带状态显示
IF (conveyorRunning = 1) THEN
// 传送带图形颜色设为绿色,表示运行
conveyorGraphic.Color := GREEN;
ELSE
// 传送带图形颜色设为红色,表示停止
conveyorGraphic.Color := RED;
END_IF 这里通过判断PLC中的conveyorRunning变量,来改变HMI上传送带图形的颜色,让操作人员一目了然。
运行效果视频记录与分析
为了更直观地展示这个系统的运行情况,我录制了运行效果视频。从视频中可以看到,传送带平稳运行,当工件经过检测传感器时,机械手迅速响应,精准抓取并放置工件。整个过程一气呵成,HMI界面上的状态显示也实时准确。
在实际调试过程中,也遇到了不少问题。比如机械手偶尔抓取位置不准确,经过反复检查代码和调整机械参数,发现是等待时间设置不太合理,导致机械手还没完全到位就开始执行抓取动作,调整WAIT函数的时间参数后,问题就解决了。
总之,利用博途V16搭建的这个传送带机械手搬运工件监控系统,不仅实现了预期的自动化控制目标,还通过清晰的编程和直观的HMI设计,方便操作人员监控和管理。希望我的分享能给同样在自动化领域探索的小伙伴们一些启发。
(这里如果方便的话,可以附上运行效果视频的链接,让读者更直观感受系统运行状态)