
一、项目背景
某大型机械制造企业启动智慧工厂升级项目,核心目标是实现 8 条精密零部件生产线的全流程数字化管控,涵盖生产数据实时采集、设备状态远程监控、生产工艺追溯等功能。
车间现有现场控制层采用成熟的Profibus DP 总线 架构,每条生产线的核心控制设备均为西门子 S7-300 PLC,负责统筹采集与控制本地设备;配套的执行与传感设备均为 Profibus DP 协议从站 ,具体包括:变频调速器 (精准调节输送线运行速度,范围 0~5m/s)、漫反射式光电传感器 (实时检测工件到位状态,响应时间≤10ms)、液压系统压力开关(监控液压回路压力,保护设备过载运行)。
为打通生产现场与管理中枢的数据链路,企业新增 MES 生产执行系统与 SCADA 监控平台,用于集中汇总生产数据、生成产能报表及远程预警设备故障。但新增管理系统仅支持Modbus TCP 协议,与现场 Profibus DP 设备网络形成协议壁垒,导致生产线实时运行数据(如输送速度、工件计数、液压压力、设备故障代码等)无法直接上传,生产过程仍依赖人工记录数据,不仅效率低下,还存在数据误差风险,且设备故障无法及时预警,影响生产连续性。
若更换全套支持 Modbus TCP 协议的控制设备与传感器 ,单条生产线改造成本超 7.5 万元,8 条生产线合计需投入 60 万元以上,且改造过程需停机 5 天,预计造成直接生产损失超 30 万元。为实现低成本、无间断的数字化升级,企业经多方选型对比,最终选用 Profibus DP 转 Modbus TCP 工业通讯网关,作为打通现场控制层与管理系统的核心通信设备。
二、解决方案与实施
1. 协议端设备连接架构
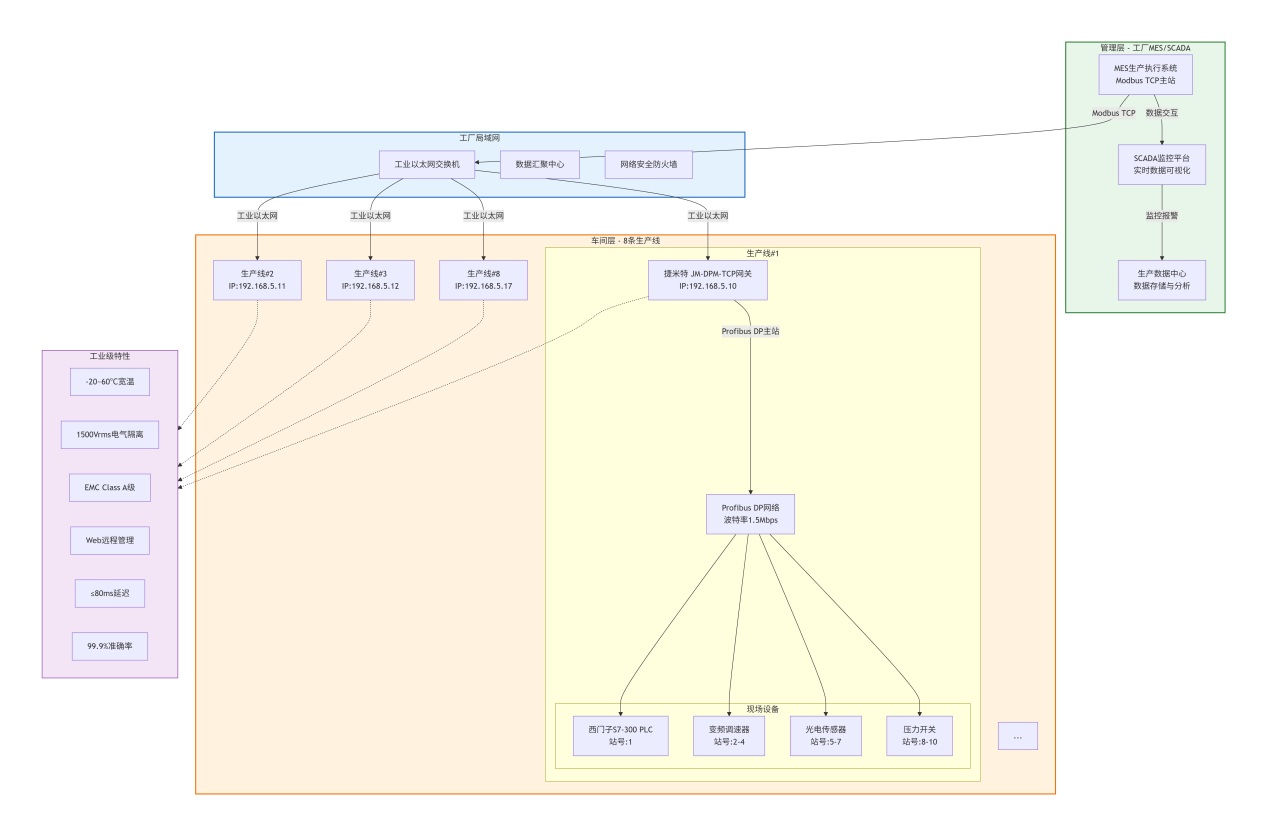
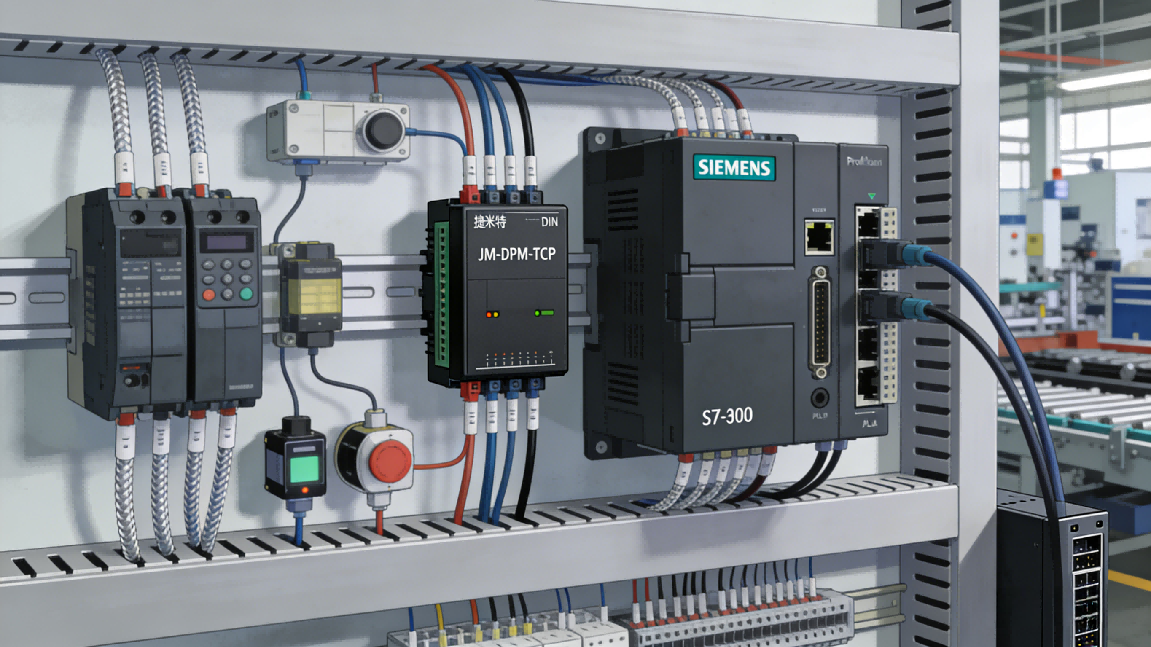
Profibus DP 端设备连接:每条生产线部署工业 PLC 网关 ,该网关在 Profibus DP 网络中充当主站角色,通过车间原有 Profibus DP 屏蔽双绞电缆,直接对接西门子 S7-300 PLC 及各从站设备(变频调速器、光电传感器、压力开关)。为确保通信地址唯一性,每条生产线的设备按功能分配独立从站地址(1~10 号),其中西门子 S7-300 PLC 固定为 1 号站,变频调速器、光电传感器、压力开关分别对应 2~10 号站,完全复用现有布线资源,无需额外开挖布线,避免对生产造成干扰。
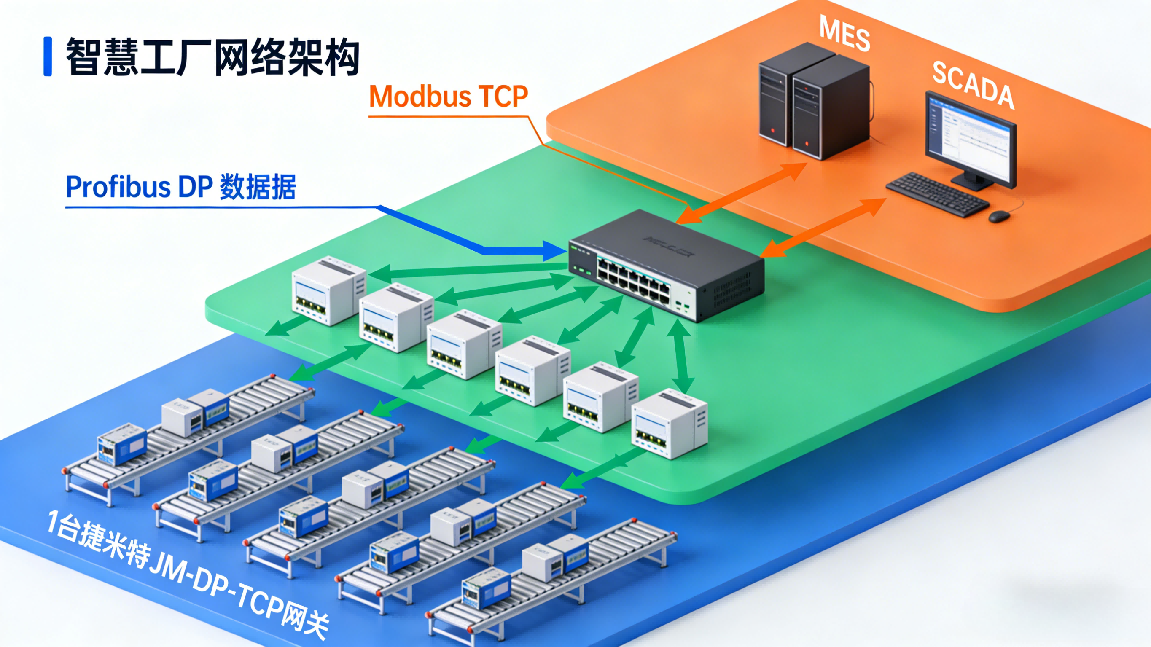
Modbus TCP 端设备连接:网关 模块 作为 Modbus TCP Server 端,通过工业以太网交换机接入工厂局域网,与 MES 系统服务器、SCADA 监控平台(均为 Modbus TCP 主站设备)建立稳定通信链路。8 条生产线的网关分配独立 IP 地址(192.168.5.10~192.168.5.17),管理系统通过 IP 地址区分不同生产线,实现所有生产线实时数据的集中采集、指令下发与统一管理。
2. 部署与适配优势
网关采用工业标准 35mm DIN 导轨安装方式,直接嵌入每条生产线的现场控制柜内,与西门子 S7-300 PLC、继电器等设备同侧布局,仅占用 1 个模块安装空间,不额外浪费控制柜资源。
针对车间内变频调速器、电焊机等设备产生的强电磁干扰,该工业智能网关内置 1500Vrms 电气隔离模块,且符合 EN 55022 Class A 级电磁兼容标准,能有效抵御电磁辐射与传导干扰,确保数据传输无丢包、无误码;同时,网关支持 - 20~60℃宽温工作范围,可适配车间高温、高湿、多粉尘的工业环境,无需额外加装防尘、防潮防护装置,降低部署成本。
运维层面,网关支持 Web 远程管理功能,运维人员可在中控室通过浏览器登录网关管理界面,实时查看网关与 Profibus DP 端设备、Modbus TCP 端管理系统的连接状态、数据传输速率及故障日志,当出现通信异常时,系统自动标记故障节点,无需运维人员前往现场拆机排查,大幅提升故障处理效率。
三、项目成效
数据链路无缝打通 :成功实现 8 条生产线 Profibus DP 设备与 Modbus TCP 管理系统的双向通信,生产数据传输延迟稳定在≤80ms,数据准确率达 99.9%,完全满足 MES 系统实时数据采集、生产批次追溯与 SCADA 平台远程监控的需求,彻底打破 "数据孤岛"。
**升级成本大幅降低:**项目总投入仅 12 万元(含网关采购、安装调试),不足设备整体更换成本的 20%;复用原有布线使整体部署周期缩短至 1.5 天,较传统改造方案节省施工时间 70%,施工成本降低 50%,且改造过程中生产线正常生产,无额外停机损失。

生产管理效率提升:生产数据自动上传至 MES 系统,替代人工记录模式,数据录入效率提升 80%,数据追溯时间从 30 分钟缩短至 3 分钟,追溯效率提升 60%;设备故障通过 SCADA 平台实时弹窗报警并推送故障代码,故障定位时间从 1.5 小时缩短至 15 分钟,运维效率提升 83%,生产线平均无故障运行时间延长 30%。
扩展灵活便捷 :该工业数据采集网关支持最多 32 个 Profibus 从站接入,目前每条生产线仅使用 10 个从站地址,为后期新增工业机器人、AGV 搬运设备、视觉检测系统等智能化设备预留了充足的扩展接口,无需二次改造通信架构,支持工厂持续数字化升级。