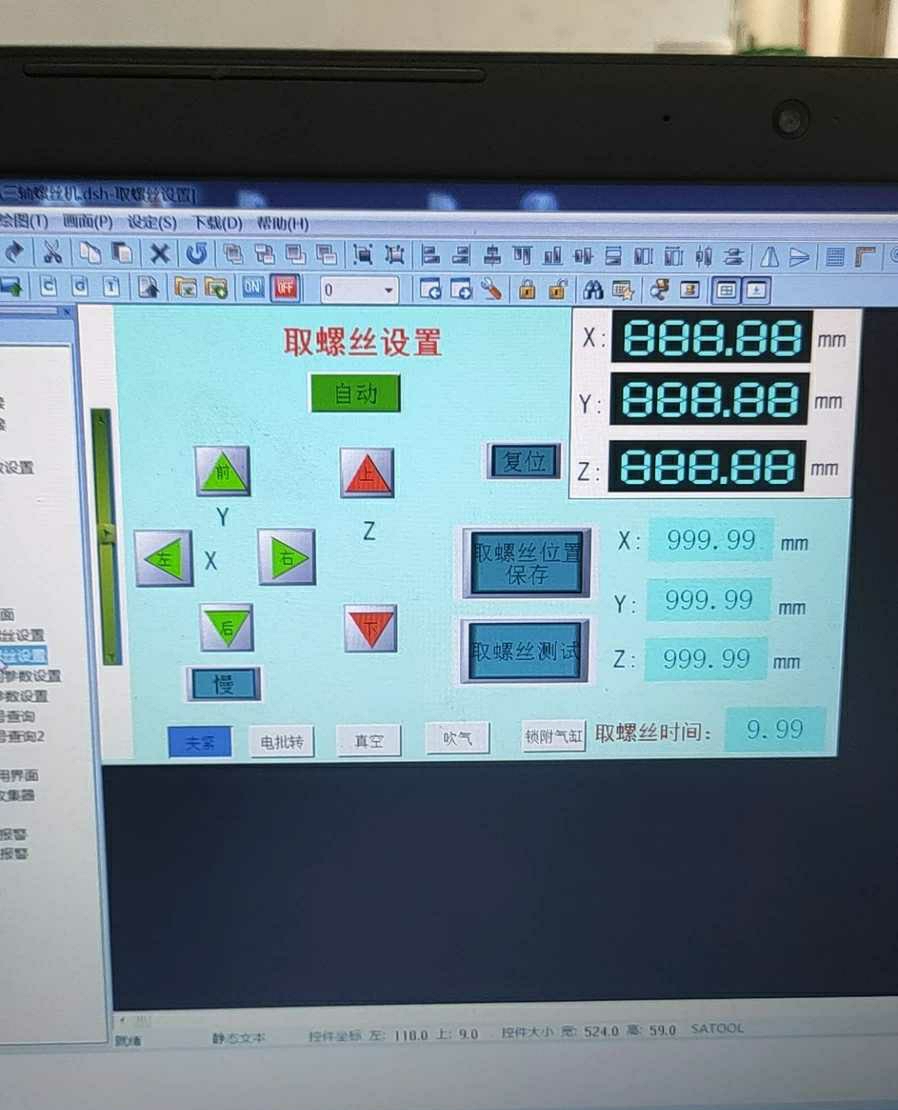
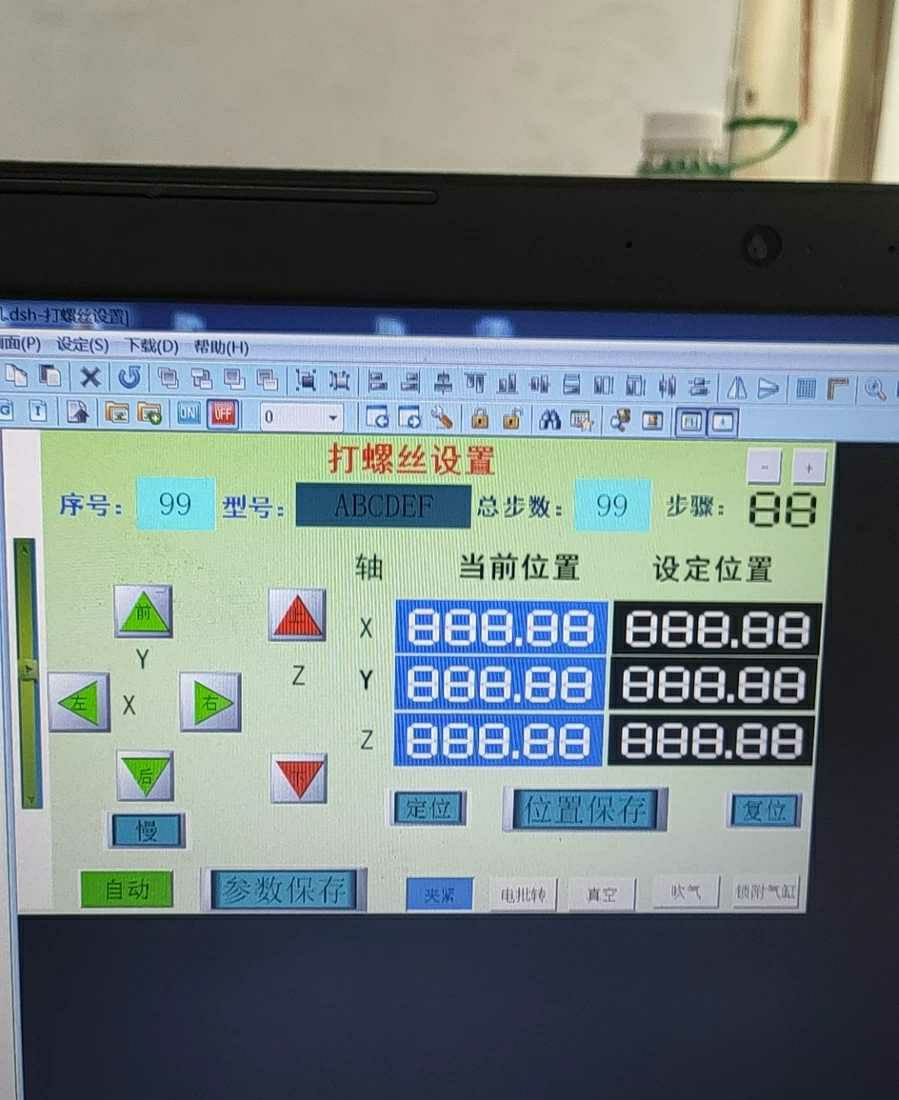
PLC做配方三轴螺丝机程序 配合流水线使用的三轴吸钉式自动锁螺丝机 (就是用流水线到位信号启动,螺丝机打完再输出信号:)显控触摸屏加三菱FX3GA 已经在设备上使用。 用PLC做的配方,打螺丝颗数1-10颗 最大存储70个产品数据 颗数和数据数程序可以改
三轴吸钉式自动锁螺丝机在产线上属于刚需设备,最近刚落地一个项目用的显控触摸屏+三菱FX3GA组合。这个方案最大的亮点在于配方管理系统和信号联锁的配合,流水线到位信号触发锁附动作,完成后反向输出完成信号,整个流程行云流水。
先说配方管理。程序里用变址寄存器Z搞了个动态寻址,D200开始的寄存器存产品型号索引,D300-D370区域对应70组产品参数。每个配方包含XY坐标偏移量和螺丝数量(1-10颗可调),现场改参数直接在触摸屏数字输入框怼D300Z的值就行。比如要调第5号产品参数:
text
MOV K5 D200 //Z值指向第5组配方
MOV D300Z D500 //当前螺丝数量暂存这种设计产线换型时不用进PLC程序,操作工自己就能在HMI上切换。
流水线联锁这块用了X0作启动信号检测。当传送带到位传感器触发时,程序先执行DECO指令解析当前产品编码,自动匹配对应的配方参数。锁螺丝动作完成后,Y10输出完成信号持续1.5秒,这个时长用T37定时器控制:
text
LD X0
SET M0
...
LDP M8029 //定位完成标志
OUT T37 K15
OUT Y10存储结构设计比较有意思,用D寄存器做了个环形缓冲区。当超过70组数据时,最新数据会覆盖最早的数据,这个通过循环指针实现:
text
INC D100 //数据计数器
CMP D100 K70
MOV K0 D100 //超过70归零实际测试发现存储速度比用文件寄存器快得多,毕竟FX3GA的ROM读写速度有限。
程序里还有个小细节------螺丝数量校验。在开始锁附前会先判断设定值是否在1-10范围内:
text
CMP D500 K1
CMP D500 K10
AND<= M50 //范围合法标志如果操作工手抖输了个0或11,HMI会直接弹窗警告,这个防呆设计产线老哥表示很受用。
整个项目最折腾的是三轴联动部分,得处理Z轴下压时XY轴的跟随误差。程序里用PLSV指令做了速度跟随补偿,具体参数调试时拿着示波器在设备旁边蹲了整晚。后来发现关键是要给X轴运动加个前馈量:
text
PLSV K5000 Y0 //Y轴基准速度
PLSV K5100 Y1 //X轴带2%速度补偿 现在设备跑起来螺丝孔位偏差能控制在±0.3mm以内,对付M3螺丝足够了。
这个方案的灵活性确实顶,上周客户临时要加个双螺丝型号混产功能,直接复制配方存储区改下索引偏移量就搞定了。比起传统继电控制方案,PLC+触摸屏的架构在产线设备改造中真香定律再次验证。