FANUC1060-4A-刀尖跟随 ,宏程序实现四轴坐标跟随 ,适用于fanuc系统四轴 选置VT机床FANUC1060-4A 自动跟随功能,用后处理和宏程式实现
在数控加工的领域中,FANUC 系统一直以其稳定性和强大的功能著称。今天咱们来聊聊在 FANUC 1060 - 4A 选置 VT 机床上实现刀尖跟随,也就是四轴坐标跟随这个有趣的功能,而且是通过宏程序和后处理来达成的。
一、宏程序实现四轴坐标跟随的原理
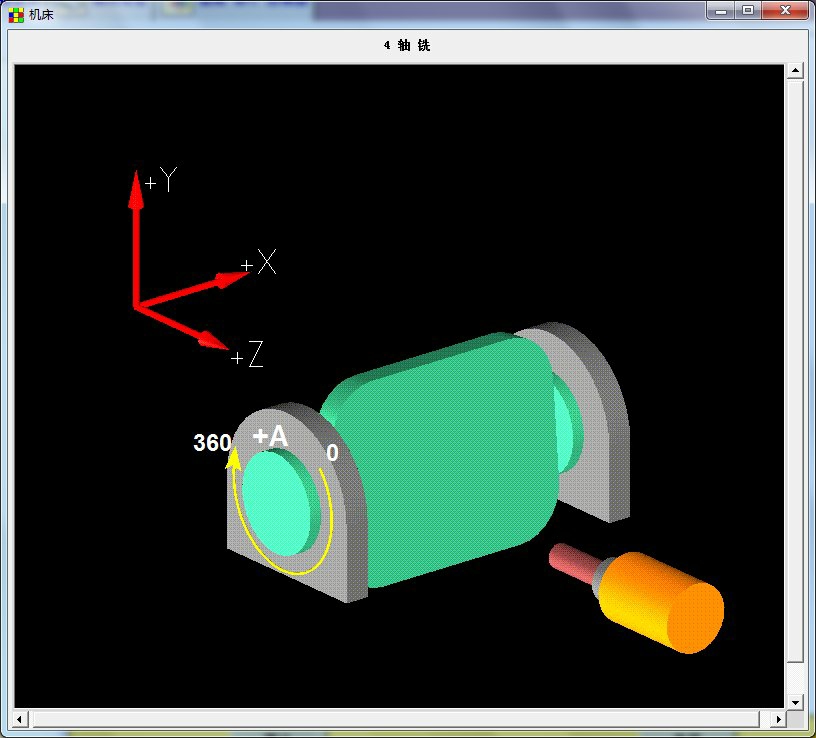
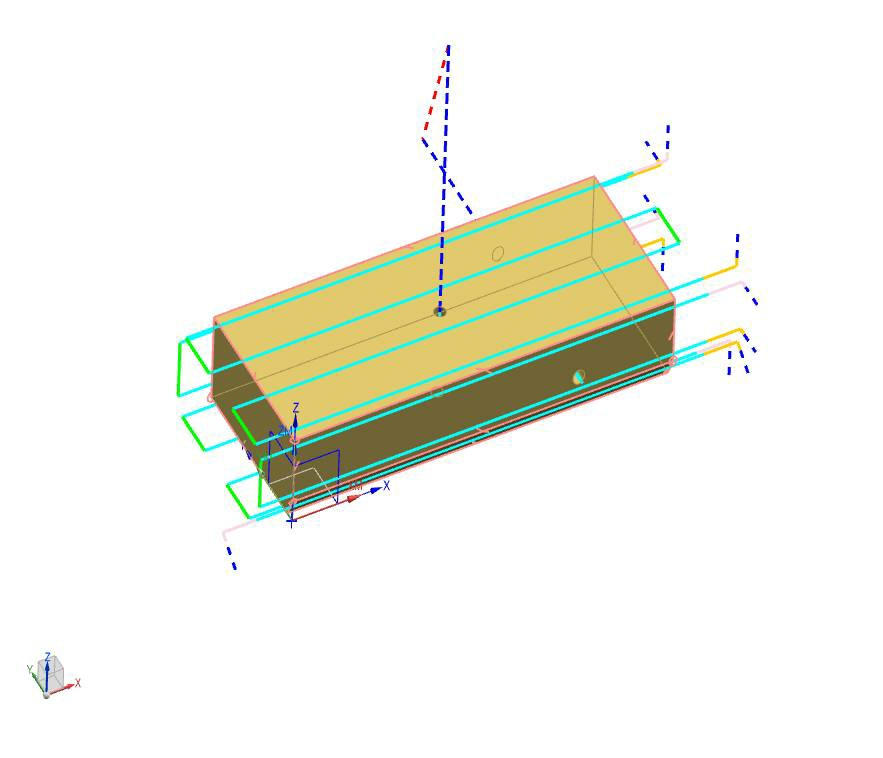
所谓四轴坐标跟随,简单来说就是让第四轴(通常是旋转轴)能够根据刀尖的位置变化,实时调整自身的角度,以保证刀具始终以最佳的姿态切削工件。宏程序在这里就起到了关键作用,它可以通过灵活的变量运算和逻辑判断,实现对四轴运动的精确控制。
二、宏程序代码示例与分析
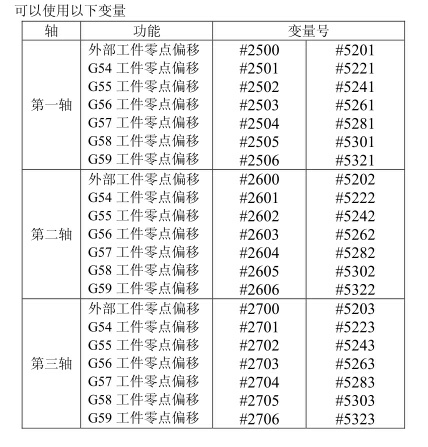
咱们来看一段简单的宏程序示例,假设我们的第四轴用变量 #100 来表示,刀具在 X、Y 方向的坐标分别用 #24 和 #25 表示。
text
#100 = [SOME_CALCULATION_WITH #24, #25] // 根据 X、Y 坐标计算第四轴角度
G01 A#100 F[FEED_RATE] // 以设定的进给率移动第四轴到计算出的角度位置代码分析
- 变量计算部分 :
#100 = [SOMECALCULATIONWITH #24, #25]这行代码里,SOMECALCULATIONWITH代表着根据 X(#24)和 Y(#25)坐标进行的某种计算,这个计算逻辑要依据具体的加工工艺和刀具姿态要求来确定。比如说,可能是通过三角函数关系,根据刀具在 XY 平面的位置算出第四轴需要旋转的角度,这样就能保证刀具始终垂直于工件表面。 - 轴运动控制部分 :
G01 A#100 F[FEED*RATE]*这行代码,G01表示直线插补指令,A代表第四轴(在 FANUC 系统中一般用 A 表示第四轴旋转轴),将第四轴移动到我们刚刚计算得出的角度位置#100,F[FEEDRATE]则设定了移动的进给率,确保运动平稳。
三、后处理在自动跟随功能中的作用
后处理就像是一个翻译官,它把我们编写的包含宏程序的数控代码,翻译成机床能够读懂并准确执行的指令。在实现刀尖跟随自动跟随功能时,后处理要确保生成的代码格式符合 FANUC 1060 - 4A 机床的要求,同时还要对宏程序中的变量和逻辑进行正确的转换和处理。
FANUC1060-4A-刀尖跟随 ,宏程序实现四轴坐标跟随 ,适用于fanuc系统四轴 选置VT机床FANUC1060-4A 自动跟随功能,用后处理和宏程式实现
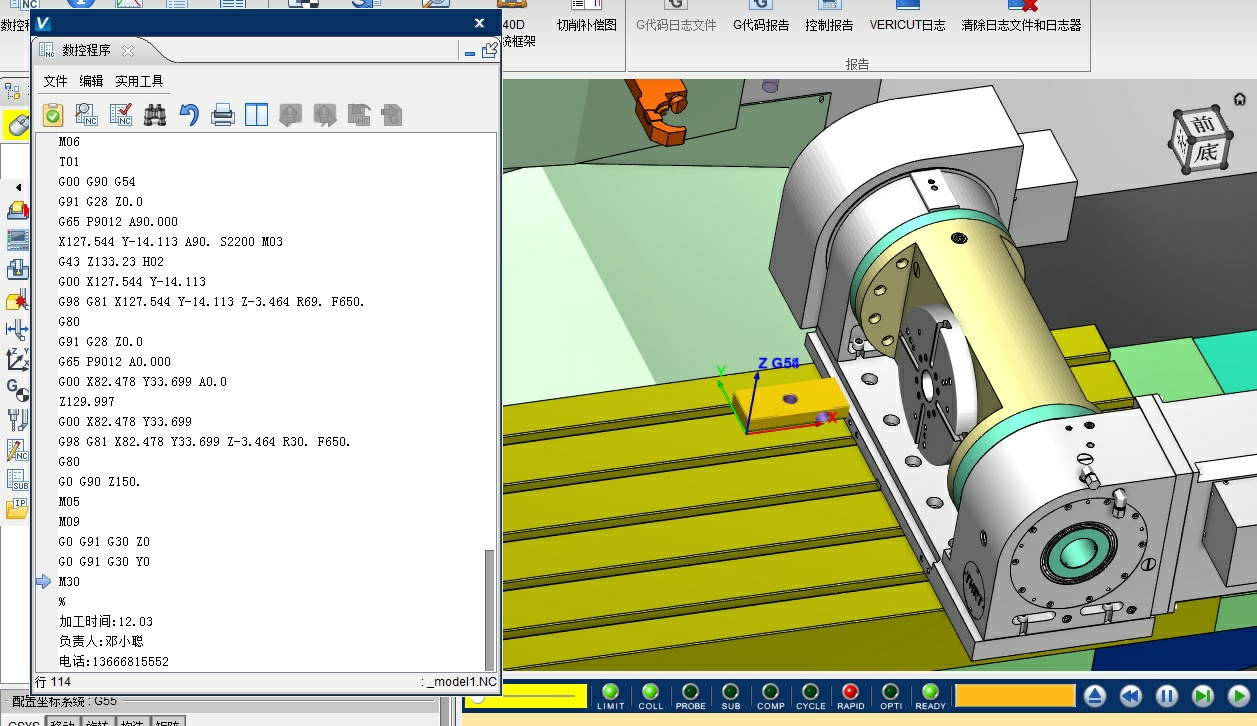
比如说,后处理要根据机床的硬件配置和系统特性,确定坐标的表示方式、指令的格式等。如果机床对于角度的表示精度有特定要求,后处理就需要在转换宏程序变量计算结果时,按照这个精度要求进行处理,以保证四轴坐标跟随的准确性。
四、总结
通过宏程序和后处理的协同工作,我们能够在 FANUC 1060 - 4A 四轴机床上实现刀尖跟随这一强大的功能。宏程序赋予了我们灵活控制四轴运动的能力,而后处理则是将我们的控制意图准确传达给机床的桥梁。在实际的数控加工中,合理运用这两者,能够大幅提升加工质量和效率,满足各种复杂工件的加工需求。希望各位数控爱好者们可以在自己的实践中不断探索和优化,挖掘出更多 FANUC 系统的潜力。