第一章 尼龙 66 的基础概述与应用领域
1.1 尼龙 66 的化学结构与聚合机理
PA66 的合成是典型的逐步缩聚反应,其核心前提是严格控制单体的等摩尔比 ------ 这是因为,己二胺的氨基与己二酸的羧基需按 1:1 的比例反应,才能保证分子链的均匀增长,若比例偏差超过 0.1%,最终产品的分子量分布会显著变宽,力学性能将出现不可逆的下降。为实现这一精准配比,工业上并非直接混合两种单体,而是先在 40-50℃的水溶液中进行中和反应,生成电中性的尼龙 66 盐(AH 盐)------ 这一中间体的存在,能有效固定两种单体的摩尔比,即使后续工艺出现微小波动,也能通过盐的解离平衡进行自我调节。
生成的尼龙 66 盐需配制成 50% 浓度的水溶液,经活性炭净化、2μm 精度滤芯过滤后,在 90℃下保温贮存 ------ 这一环节的精度控制直接影响后续聚合效率:若过滤精度不足,原料中的机械杂质会在聚合过程中形成凝胶粒子,导致纺丝断头率提升 30% 以上;若贮存温度低于 85℃,盐会结晶析出,堵塞进料管线,进而造成批次报废的风险。
PA66 的缩聚反应分为两个核心阶段,其本质是可逆的酰胺化反应与小分子脱除的耦合:
- 预缩聚阶段:反应温度控制在 200-220℃、压力 1.7-1.8MPa,生成数均分子量约 5000 的低聚物。此阶段需严格控制压力 ------ 己二胺的沸点仅 196℃,若压力低于 1.6MPa,己二胺会大量挥发,破坏单体的等摩尔比,最终导致产品分子量不足;若压力过高,则会抑制反应水的脱除,延长预缩聚时间达 30% 以上。
- 终缩聚阶段:反应温度升至 260-280℃、真空度提升至 0.093-0.100MPa,进一步脱除残留的反应水,使分子量最终达到 20000-30000 的目标区间。此阶段的真空度控制是关键:真空度每降低 0.001MPa,反应时间需延长约 15 分钟;而真空度过高,则会导致熔体飞溅,不仅造成原料损失,还会污染设备内部组件,增加后续维护成本。
反应的平衡常数约为 400,因此必须通过持续脱除反应水(如采用蒸汽喷射泵或机械真空泵),才能推动平衡向高分子量产物方向移动 ------ 这也是缩聚反应必须在高真空或惰性气体吹扫条件下进行的核心原因。若反应水脱除不彻底,最终产品的端氨基含量会偏高,热稳定性会下降 10% 以上,无法满足汽车引擎舱等高温场景的要求。
1.2 尼龙 66 的性能指标与质量标准
PA66 的性能由分子量、端基平衡度及添加剂体系共同决定,2025 年国内主流企业(如神马、华峰)的核心控制指标均严格匹配下游高端场景的需求,具体参数如下:
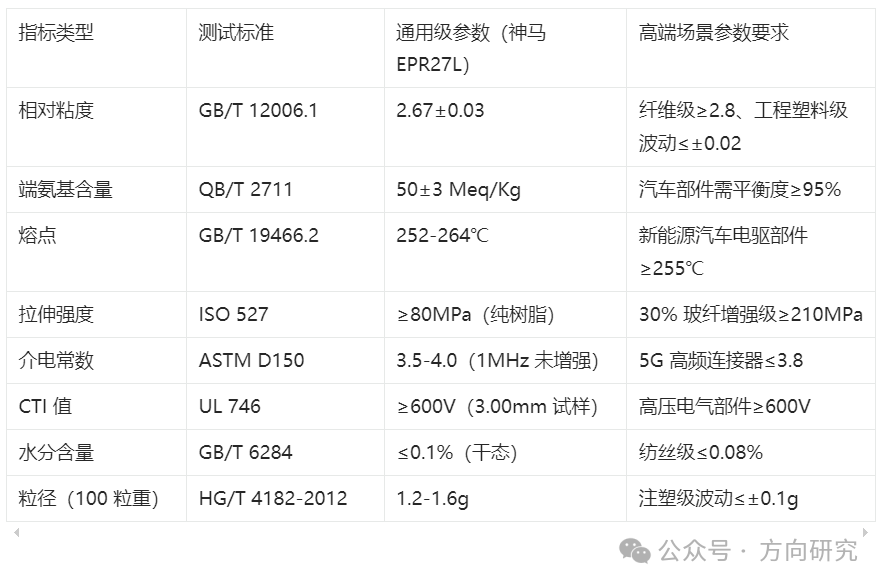
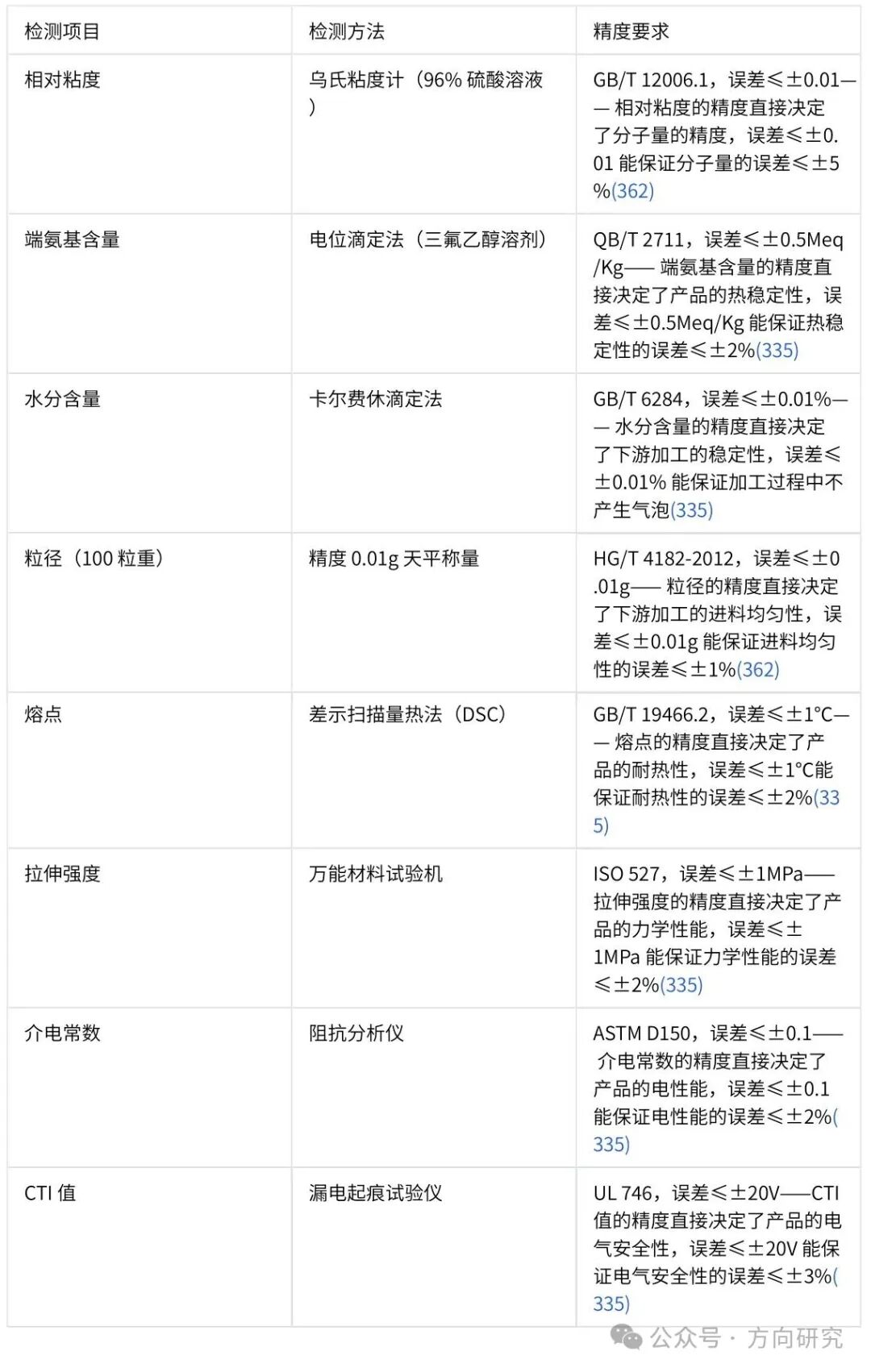
上述指标的测试标准均来自国内权威规范,其中相对粘度采用乌氏粘度计在 96% 硫酸溶液中测试,端氨基含量采用电位滴定法 ------ 这些方法的精度直接决定了产品质量的稳定性:比如相对粘度的测试误差若超过 ±0.01,会导致纺丝过程中纤维的断裂强度波动超 5%,进而影响工业丝的批次合格率。
不同下游场景对 PA66 的指标倾向存在显著差异:
- 汽车引擎舱部件:优先要求高耐热性(熔点≥255℃)与低热膨胀系数 ------ 这是因为引擎舱的长期工作温度可达 120℃,若 PA66 的热膨胀系数过高(如超过 1.5×10⁻⁵/℃),会导致部件与金属支架的配合间隙发生变化,引发异响或功能失效;同时需通过玻纤增强(通常 30% 含量)将拉伸强度提升至 210MPa 以上,以替代传统的铝合金材料,实现轻量化目标。
- 5G 高频连接器:核心要求低介电常数(≤3.8)与低介电损耗(≤0.02)------5G 信号的传输频率可达 28GHz 以上,介电常数每增加 0.1,信号衰减量会提升约 3%,因此必须采用未增强或低填充的 PA66 牌号,部分高端产品还需添加纳米二氧化硅等填料,进一步降低介电损耗。
- 工业丝(轮胎帘子布) :重点要求高相对粘度(≥2.8)与窄分子量分布 ------ 相对粘度越高,纤维的断裂强度与模量越高,能有效降低轮胎高速行驶时的生热率;而分子量分布窄(分布指数≤1.8)可使纺丝断头率降低 40% 以上,显著提升生产效率。
1.3 尼龙 66 的主要用途与市场需求
2025 年中国 PA66 表观消费量达 80 万吨,下游需求结构呈现 "工程塑料主导、工业丝为辅、高端场景增速领先" 的特征,其中汽车领域占比最高(42%),电子电气(28%)与工业丝(28%)次之,民用纺织仅占 12%。
1.3.1 汽车与交通运输
汽车是 PA66 最大的下游应用领域,2025 年国内汽车领域 PA66 用量达 33.6 万吨,占总消费量的 42%------ 这一占比还在以每年 5 个百分点的速度提升,核心驱动因素是新能源汽车的轻量化需求。新能源汽车的电池包、电驱系统等核心部件对 PA66 的需求尤为迫切:
- 单车用量爆发:新能源汽车单车 PA66 用量从燃油车的 5kg 激增至 12-15kg,其中电池包壳体、电驱系统绝缘件、高压连接器三大部件占比超 70%------ 这是因为 PA66 不仅能替代铝合金实现 30% 以上的轻量化,还能满足电池包 IP67 级的防水要求,以及电驱系统 120℃以上的长期耐热要求。
- 性能要求升级:除了轻量化,新能源汽车对 PA66 的耐热性、耐水解性提出了更严苛的要求 ------ 比如电池包壳体需在 85℃、相对湿度 85% 的环境下持续工作 1000 小时,拉伸强度保留率≥70%;而传统 PA66 的耐水解性不足,因此部分高端车型开始采用添加聚碳化二亚胺(PCD)的耐水解牌号,其耐水解寿命可提升 3 倍以上。
1.3.2 电子电气与 3C 产业
电子电气领域是 PA66 增速最快的下游市场,2025 年用量达 22.4 万吨,占总消费量的 28%,年复合增长率超 12%------ 这一增长主要由 5G 基站建设、数据中心扩容与智能终端更新换代驱动。其核心应用场景包括:
- 高频高速连接器:5G 基站与数据中心的连接器需满足信号传输速率≥25Gbps 的要求,因此对 PA66 的介电性能提出了极高要求 ------ 介电常数≤3.8、介电损耗≤0.02,同时需具备优异的尺寸稳定性(注塑后尺寸偏差≤0.05mm),以保证连接器的插拔寿命≥1000 次。目前国内高端连接器市场 70% 仍被杜邦、巴斯夫占据,国产化缺口显著。
- 半导体封装:随着半导体封装密度的提升,对封装材料的耐热性与绝缘性要求不断提高 ------PA66 的连续耐热温度可达 120℃,体积电阻率≥1×10¹⁴Ω・cm,可用于制造集成电路的引脚框架、封装底座等部件,替代传统的陶瓷材料,降低封装成本。
1.3.3 工业丝与纺织品
工业丝领域 2025 年 PA66 用量达 22.4 万吨,占总消费量的 28%,其中轮胎帘子布是最主要的应用场景 ------ 轮胎帘子布是轮胎的骨架材料,其性能直接决定了轮胎的承载能力与高速行驶稳定性。工业丝对 PA66 的要求极为严苛:
- 高粘度与窄分子量分布:相对粘度需≥2.8,分子量分布指数≤1.8------ 这是因为高粘度能赋予纤维更高的断裂强度(≥9.0cN/dtex),而窄分子量分布可使纺丝断头率降低 40% 以上,同时提升轮胎的高速耐久性,减少爆胎风险。
- 产业集群特征:国内工业丝产能主要集中在神马、华峰等头部企业,神马的工业丝产品已进入米其林、普利司通等全球顶级轮胎企业的供应链,其高端帘子布的市场份额超 20%。
1.3.4 薄膜与包装
PA66 薄膜(BOPA)是高端包装领域的重要材料,2025 年国内用量达 3.2 万吨,占总消费量的 4%------BOPA 薄膜具有优异的阻氧性(氧气透过率≤2cm³/m²・day・atm)、耐穿刺性与耐低温性,主要用于食品包装(如肉类、乳制品)、医药包装(如输液袋)与工业包装(如锂电池隔膜)。其核心优势是:
- 性能优势:相比 PA6 薄膜,PA66 薄膜的拉伸强度更高(纵向拉伸强度≥200MPa),且在低温环境下(-40℃)仍能保持良好的韧性,不会发生脆裂;同时其阻氧性是 PA6 的 2 倍以上,能有效延长食品的保质期达 30% 以上。
- 市场限制:PA66 薄膜的市场规模相对较小,主要受限于原料成本 ------PA66 的原料成本比 PA6 高约 30%,导致其终端产品价格是 PA6 薄膜的 1.5 倍以上,因此仅用于对包装要求极高的高端领域。
1.3.5 渔网单丝需求特色
远洋渔网需在 - 20~40℃的温变环境下连续使用 6 个月以上,因此对 PA66 的要求集中在三个方面:
- 高断裂强度:单丝断裂强度≥9.0cN/dtex------ 这是因为远洋渔网需承受数吨重的渔获拉力,若断裂强度不足,会导致渔网破损,造成巨大的经济损失。
- 耐水解性:在 30℃海水中浸泡 6 个月后,断裂强度保留率≥80%------ 海水的盐度与微生物会加速 PA66 的水解,因此需添加抗水解剂(如 PCD)来提升其使用寿命。
- 尺寸稳定性:温变循环(-20~40℃)下尺寸变化率≤±0.5%------ 若尺寸变化率过高,会导致渔网的网眼变形,影响渔获效率。
第二章 尼龙 66 生产原料深度分析
PA66 的生产高度依赖上游单体,核心原料为己二胺(HMD)与己二酸(AA),两者需严格按等摩尔比供应 ------ 若其中一种原料的供应出现波动,不仅会导致聚合反应失衡,还会造成产品质量的大幅波动。2025 年,中国已实现 PA66 全产业链国产化突破,彻底摆脱了对进口己二腈的依赖。
2.1 己二胺(HMD)的制备工艺
己二胺是 PA66 的核心单体,2025 年国内产能达 120 万吨 / 年,其制备工艺已完成从传统路线到丁二烯法的全面升级 ------ 这一升级的核心逻辑是丁二烯法的经济性与环保性均显著优于传统工艺。
2.1.1 主流工艺路线对比
己二胺的制备工艺经历了多轮迭代,目前国内主流工艺为丁二烯直接氢氰化法,其技术经济指标全面优于传统的丙烯腈电解法与己二酸氨化法:
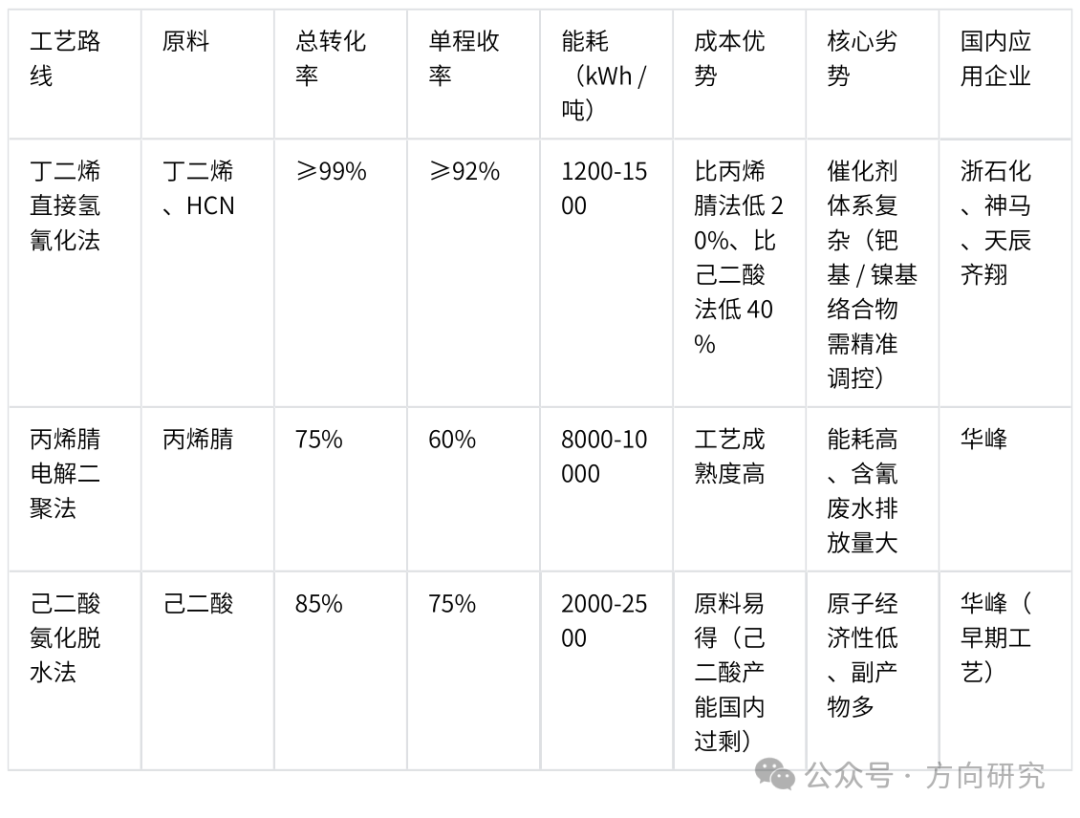
上述工艺的技术参数均来自国内头部企业的实际运营数据,其中丁二烯直接氢氰化法的总转化率与单程收率均处于全球领先水平 ------ 这一工艺的核心突破是催化剂体系的国产化:天辰齐翔的丁二烯法己二腈装置采用自主研发的钯基催化剂,其单程收率达 92% 以上,催化剂寿命超 2000 小时,已达到国际先进水平。
2.1.2 核心工艺详解:丁二烯直接氢氰化法
丁二烯直接氢氰化法是目前全球最先进的己二腈制备工艺,由杜邦于 20 世纪 70 年代开发,2025 年国内天辰齐翔、浙石化等企业已实现该工艺的大规模工业化应用 ------ 天辰齐翔的 20 万吨 / 年装置是国内首套实现满负荷运行的丁二烯法己二腈装置,其技术指标已达到国际先进水平。该工艺分为三步:
- 氢氰化反应:丁二烯与 HCN 在零价镍催化剂(如 Ni (COD)₂)与三苯基膦配体的作用下,于 80-120℃、1.0-1.5MPa 下进行反应,生成 3 - 戊烯腈(3PN)和 2 - 甲基 - 3 - 丁烯腈(MBN)的混合物,其中 3PN 是目标产物,单程收率≥92%。此阶段的核心是催化剂的选择性 ------ 若配体比例控制不当,MBN 的生成量会增加 5% 以上,导致后续分离成本显著上升。
- 异构化反应:MBN 在镍催化剂的作用下异构化为 3PN,总收率≥99%。此阶段需严格控制反应温度在 100-120℃之间 ------ 温度过高会导致副产物生成,温度过低则异构化速率不足,影响整体收率。
- 氢氰化与加氢反应:3PN 与 HCN 在路易斯酸催化剂(如 AlCl₃)的作用下生成己二腈,再经加氢反应生成己二胺,总收率≥90%。此阶段的加氢反应需在高压(10-15MPa)、高温(100-150℃)下进行,核心是控制加氢深度 ------ 若加氢过度,会生成六亚甲基二胺(HMD)的副产物,影响产品纯度。
该工艺的核心优势是原子经济性高(副产物仅为微量低聚物)、环保(废水排放比丙烯腈法低 60%),但技术壁垒极高 ------ 催化剂体系的设计与调控是关键,国内企业经过 10 余年的研发,才实现了该工艺的国产化突破。
2.2 己二酸(AA)的制备工艺
己二酸是 PA66 的另一核心单体,2025 年国内产能达 300 万吨 / 年,其中华峰化学的产能达 100 万吨 / 年,是全球最大的己二酸生产商 ------ 华峰的己二酸产能占国内总产能的 33%,其产品质量已达到国际先进水平,出口量占国内总出口量的 40% 以上。
己二酸的主流制备工艺为环己烷法,其核心步骤如下:
- 环己烷氧化:环己烷在钴催化剂(如环烷酸钴)的作用下,于 150-160℃、0.8-1.0MPa 下被空气氧化为环己基过氧化氢(CHHP),转化率约 5%-8%,选择性≥90%。此阶段的核心是控制反应温度与压力 ------ 若温度过高,环己烷会深度氧化为 CO₂和 H₂O,降低选择性;若压力过低,则氧化速率不足,影响产能。
- CHHP 分解:CHHP 在铜催化剂的作用下分解为环己醇和环己酮(KA 油),收率≥95%。此阶段需严格控制 pH 值在 7-8 之间 ------pH 值过低会导致 CHHP 分解过快,产生大量副产物;pH 值过高则会抑制分解反应,延长反应时间。
- KA 油氧化:KA 油在硝酸(浓度 50%-60%)的作用下,于 60-80℃、0.1-0.2MPa 下被氧化为己二酸,收率≥90%。此阶段的核心是控制硝酸浓度与反应温度 ------ 硝酸浓度过高会导致己二酸深度氧化,生成戊二酸、丁二酸等副产物;温度过高则会增加硝酸的挥发损失,提高生产成本。
该工艺的核心优势是原料易得(环己烷来自石油化工)、工艺成熟,但其缺点是对设备腐蚀严重(硝酸氧化阶段)、能耗较高 ------ 目前国内企业正在研发更环保的己二酸制备工艺,如生物基己二酸工艺,但尚未实现大规模工业化应用。
2.3 辅助原料:端封剂与分子量调节剂
PA66 聚合过程中需添加少量端封剂与分子量调节剂,以精准控制分子量与端基结构 ------ 这是因为 PA66 的分子量直接影响其加工性能与最终产品的力学性能:分子量过低会导致产品韧性不足,分子量过高则会增加加工难度(如熔体粘度太高,无法通过注塑成型)。
2.3.1 端封剂
端封剂的作用是通过单官能团阻断缩聚反应的链增长,从而精准控制分子量上限,同时提升产品的热稳定性 ------ 端封剂的用量需严格控制,若用量过多,会导致分子量过低;若用量不足,则分子量分布会变宽。主流端封剂的参数如下:
- 醋酸:用量 0.2%-0.3%,是最常用的端封剂 ------ 其成本低、效果稳定,能将 PA66 的分子量控制在 20000-30000 的目标区间,同时提升产品的热稳定性(热降解温度从 330℃提升至 340℃以上)。神马 EPR27L 通用级产品即采用醋酸作为端封剂。
- 苯甲酸:用量 0.1%-0.2%,适用于工程塑料级产品 ------ 其封端效率更高,能更精准地控制分子量分布(分布指数≤1.7),同时提升产品的抗水解性,适用于汽车、电子等对耐水解性要求较高的场景。
2.3.2 分子量调节剂
分子量调节剂的作用是通过链转移反应降低平均分子量,适配不同的加工场景 ------ 比如薄膜级产品需要较低的分子量(15000-20000)以保证良好的吹膜性能,而工业丝产品需要较高的分子量(25000-30000)以保证力学强度。主流分子量调节剂的参数如下:
- 叔丁基硫醇:用量 0.05%-0.1%,是最常用的调节剂 ------ 其链转移效率高,能有效降低分子量,且不会影响产品的颜色与热稳定性。
- 十二碳硫醇:用量 0.1%-0.2%,适用于纤维级产品 ------ 其挥发性低,不会在聚合过程中挥发损失,能更精准地控制分子量分布,适用于工业丝、帘子布等对分子量要求严格的场景。
端封剂与分子量调节剂的选型需严格匹配下游产品类型:纤维级产品需用高纯度醋酸(≥99.8%)与十二碳硫醇,以保证分子量分布窄;工程塑料级产品需用苯甲酸与叔丁基硫醇,以提升抗水解性与加工稳定性。
2.4 原料供应格局与成本波动
2025 年国内 PA66 原料供应已形成头部企业主导的格局,核心原料的价格波动对 PA66 生产成本的影响显著 ------ 原料成本占 PA66 总成本的 58%-82%,其中己二腈的价格波动是核心影响因素。
2.4.1 供应格局
- 己二胺:华东地区产能占全国 65%,前三大企业(神马、华峰、英威达)产能合计占比 52%------ 神马的己二胺产能达 40 万吨 / 年,是国内最大的己二胺生产商,其产品自给率达 80% 以上,剩余 20% 用于对外供应。
- 己二酸:华峰化学产能达 100 万吨 / 年,是全球最大的己二酸生产商,其产能占国内总产能的 33%,产品出口量占国内总出口量的 40% 以上 ------ 华峰的己二酸产能主要集中在浙江温州与重庆,其产品质量已达到国际先进水平,能满足高端 PA66 的需求。
- 己二腈:2025 年国产己二腈自给率超 60%,主要供应商为浙石化(25 万吨 / 年)、天辰齐翔(20 万吨 / 年)------ 浙石化的己二腈产能是国内最大的,其采用的丁二烯直接氢氰化法工艺,是国内首套实现大规模工业化应用的该类工艺,彻底打破了国外的技术垄断。
2.4.2 成本波动
2025 年 PA66 原料价格经历了显著波动,核心驱动因素是己二腈产能的释放节奏与下游需求的复苏:
- 己二胺:2025 年底价格触底至 17100 元 / 吨,2026 年 1-3 月英威达连续 3 次提价后涨至 18200 元 / 吨,累计涨幅达 6.4%------ 这一涨幅的核心驱动因素是下游 PA66 需求的刚性复苏(尤其是新能源汽车领域),以及国内己二腈产能释放节奏慢于预期,导致原料供应出现阶段性紧张。
- 己二酸:2025 年价格相对稳定,维持在 8000-9000 元 / 吨 ------ 这是因为国内己二酸产能过剩(产能利用率约 60%),供应充足,价格波动较小。
- 己二腈:进口价从 2021 年的 8 万元 / 吨暴跌至 2025 年的 1.7 万元 / 吨 ------ 这一暴跌的核心原因是国产己二腈产能的大规模释放,彻底扭转了进口依赖的局面,使国内 PA66 的原料成本整体下降 15%-20%。
原料成本占 PA66 总成本的 58%-82%,其中己二腈占原料成本的 55%-60%------ 这意味着,己二腈的价格波动每 10%,会导致 PA66 的总成本波动 5.5%-6%。因此,头部企业均在向上游原料延伸布局,以降低成本波动风险。
第三章 尼龙 66 生产技术全方位研究
PA66 的生产技术经历了从间歇法到连续法的演变,2025 年国内已形成以连续缩聚法为主、间歇法为辅的产业格局 ------ 这一格局的形成,是连续法在产能、能耗、产品质量稳定性等方面的优势,完全匹配了国内 PA66 产业向高端化、规模化发展的需求。
3.1 间歇缩聚法(VK 管工艺)
间歇缩聚法(VK 管工艺)是 PA66 工业化初期的主流工艺,目前主要用于小批量、特种牌号的生产 ------ 这是因为间歇法的设备投资小、切换品种灵活,能满足特种尼龙(如耐高温、耐水解牌号)的小批量生产需求。
3.1.1 工艺原理与流程
间歇缩聚法采用立式 VK 管(VK:Vereinfacht Kontinuierlich,简化连续)作为核心反应器,其本质是将盐溶液的浓缩、预缩聚与终缩聚三个阶段在同一设备中完成 ------VK 管的高度一般为 8-10 米,直径根据产能而定,内部设有倾斜挡板,以强化物料的混合与传热。具体流程如下:
- 进料:将 50% 浓度的尼龙 66 盐溶液与 0.2%-0.3% 的醋酸端封剂加入 VK 管,同时用氮气置换管内空气,确保氧含量≤0.1%------ 氧含量过高会导致 PA66 在高温下发生氧化降解,影响产品的颜色与力学性能。
- 升温升压:缓慢升温至 150-215℃、压力升至 1.5-2.0MPa,保温保压 1 小时 ------ 此阶段的核心是缓慢升温,避免己二胺挥发(己二胺的沸点仅 196℃),压力偏差需控制在 ±0.05MPa 以内,否则会导致己二胺挥发量增加 0.5% 以上,破坏单体的等摩尔比。
- 预缩聚:继续升温至 215-230℃、压力维持在 1.7-1.8MPa,保温 2 小时 ------ 此阶段会生成数均分子量约 5000 的低聚物,同时脱除部分反应水,反应水通过塔顶的冷凝器回收。
- 减压脱气:逐步减压至 0.093-0.100MPa,同时升温至 270-280℃,保温 45 分钟 ------ 此阶段是分子量增长的关键,需严格控制真空度偏差≤±0.002MPa,否则会导致分子量波动超 10%,影响产品质量的稳定性。
- 出料:维持温度在 280℃,用氮气将熔体从釜底挤出,经水下切粒机切粒 ------ 熔体温度需控制在 280±1℃,否则会导致切粒时出现粘连或粒子尺寸不均的问题。
3.1.2 技术特点
间歇缩聚法的技术特点与适用场景高度匹配:
- 优点:设备简单、投资少(仅为连续法的 40%)、切换品种灵活(切换时间≤24 小时)------ 这是间歇法最大的优势,能满足特种尼龙的小批量生产需求,比如某企业的特种耐高温 PA66 牌号,年需求量仅 500 吨,若采用连续法生产,设备投资成本会高达数千万元,而间歇法仅需数百万元。
- 缺点:批次间质量差异大(粘度波动≤±0.05)、能耗高(1.8-2.2 吨标煤 / 吨)、劳动负荷大(需人工监控 12 个关键节点)------ 这是因为间歇法的反应条件是分批控制的,每批次的温度、压力、真空度等参数难以完全一致,导致产品质量的批次差异较大。
- 适用场景:小批量、特种牌号的生产,如试验品、定制化产品 ------ 国内间歇法产能占比仅 18.6%,主要集中在中小规模企业。
3.2 连续缩聚法(多釜流程)
连续缩聚法是目前 PA66 工业化生产的主流工艺,其产能占比达 81.4%------ 这是因为连续法的产能大、产品质量稳定、能耗低,能满足汽车、电子等高端领域的大规模需求。
3.2.1 工艺原理与流程
连续缩聚法采用 "闪蒸罐→常压聚合筒→负压聚合器" 的串联流程,每个单元的参数精准匹配物料的相态变化(液相→预聚体→熔体)------ 不同单元的温度、压力、停留时间需严格协同,若某一单元的参数出现波动,会导致后续单元的反应失衡,影响产品质量。具体流程如下:
- 闪蒸罐:将 50% 浓度的盐溶液浓缩至 70%,温度 216-232℃、压力 14-18atm,停留 15 分钟 ------ 此阶段的核心是高效脱除水分,若浓缩浓度不足(如低于 68%),会导致后续预缩聚阶段的反应时间延长 20% 以上。
- 常压聚合筒:温度升至 280℃、常压,停留 25 分钟 ------ 此阶段生成数均分子量约 12000 的预聚体,同时脱除大部分反应水,反应水通过塔顶的冷凝器回收。
- 负压聚合器:温度维持在 280℃、压力降至 40-67kPa,停留 40 分钟 ------ 此阶段是分子量增长的关键,需通过蒸汽喷射泵持续脱除残留的反应水,使分子量最终达到 20000-30000 的目标区间。
3.2.2 技术特点
连续缩聚法的技术特点与适用场景高度匹配:
- 优点:自动化程度高、产品质量稳定(粘度波动≤±0.02)、能耗低(1.2-1.5 吨标煤 / 吨)、单线产能大(可达 4 万吨 / 年)------ 这是连续法最大的优势,能满足汽车、电子等高端领域的大规模需求,比如某企业的 4 万吨 / 年连续法装置,年产能相当于 10 套 4000 吨 / 年的间歇法装置。
- 缺点:设备投资大(是间歇法的 2.5 倍以上)、维护复杂、切换品种周期长(≥72 小时)------ 这是因为连续法的设备流程长,切换品种时需对整个系统进行清洗,耗时较长。
- 适用场景:大规模、标准化产品的生产,如汽车用工程塑料、工业丝等 ------ 国内头部企业(如神马、华峰)均采用连续法工艺。
3.2.3 核心设备:卧式聚合器
2025 年,天华院自主设计制造的全球首台套尼龙 66 卧式聚合器在辽阳石化 10 万吨 / 年装置一次性开车成功 ------ 这一突破填补了我国高性能新材料核心装备的技术空白,标志着中国在 PA66 核心聚合设备领域实现了从 0 到 1 的突破。该设备的核心创新点如下:
- 结构创新:采用卧式结构,替代传统的立式 VK 管 ------ 这一设计使物料在水平方向流动更均匀,解决了传统立式设备在反应末期物料粘度极高(≥1000Pa・s)时混合不均、传热差、小分子水难以脱除的难题,能将产品的批次粘度波动从 ±0.05 收窄至 ±0.02。
- 工艺优化:通过流热场模拟优化内部结构,强化传质效率 ------ 研发团队通过 CFD(计算流体动力学)模拟,优化了聚合器内部的挡板结构,使小分子水的脱除效率提升 15% 以上,从而缩短了反应时间约 10 分钟,降低了能耗约 5%。
- 适配性强:可推广至聚酰胺、聚酯等多个高分子材料领域 ------ 该设备不仅适用于 PA66 的聚合,还可用于 PA6、PET 等高分子材料的聚合,具备破解行业共性技术难题的潜力。
该卧式聚合器的成功应用,使辽阳石化 PA66 产品的质量稳定性提升了 20% 以上,能耗降低了 5%,进一步巩固了国内 PA66 产业的技术优势。
3.3 新兴技术:固相增粘(SSP)
固相增粘(Solid State Polycondensation,SSP)是提升 PA66 分子量的关键后处理技术,可将常规聚合产物的分子量从 20000 提升至 30000-40000------ 这一技术的核心优势是,在低于 PA66 熔点的温度下进行反应,避免了熔体降解,能获得更高分子量的产品。
3.3.1 工艺原理
固相增粘的原理是,在低于 PA66 熔点(255℃)的温度下,通过加热使预聚体的分子链发生扩散与反应,同时脱除残留的反应水 ------ 此阶段的反应速率较慢,但能获得分子量分布窄、热稳定性好的产品。具体参数如下:
- 温度:180-200℃------ 温度需严格控制在熔点以下,若温度超过 255℃,预聚体会发生熔融,导致分子量分布变宽;若温度低于 180℃,反应速率会显著降低,增粘时间需延长至 10 小时以上。
- 时间:4-8 小时 ------ 分子量越高,所需时间越长,比如分子量从 20000 提升至 30000 需 4 小时,提升至 40000 需 8 小时。
- 介质:氮气保护(氧含量≤0.1ppm)------ 氧含量过高会导致 PA66 发生氧化降解,影响产品的颜色与热稳定性。
3.3.2 技术特点
固相增粘的技术特点与适用场景高度匹配:
- 优点:分子量分布窄(分布指数≤1.6)、热稳定性好(热降解温度提升 10℃以上)、能耗低(仅为熔融缩聚的 50%)------ 这是因为固相增粘的反应温度低,避免了熔体降解,能获得更高质量的产品。
- 缺点:周期长、产能低 ------ 固相增粘的反应时间需 4-8 小时,产能仅为熔融缩聚的 30% 左右,因此需配套大规模的预聚体产能。
- 适用场景:高端工业丝(如轮胎帘子布)、工程塑料(如汽车电池包壳体)等对分子量要求较高的场景 ------ 国内神马、华峰等头部企业已实现固相增粘技术的大规模应用。
第四章 尼龙 66 生产具体步骤详细阐述
PA66 的生产是一个高度集成的连续化流程,需严格控制每个环节的参数 ------ 任何一个环节的参数偏差,都会导致产品质量的波动,甚至批次报废。以下为基于头部企业实际运营数据的详细生产步骤拆解。
4.1 步骤一:原料预处理与精制
原料预处理的核心目标是去除杂质、保证单体纯度 ------ 原料的纯度直接影响 PA66 的聚合效率与产品质量,若己二胺的纯度低于 99.8%,会导致聚合反应的诱导期延长,分子量分布变宽。
4.1.1 己二胺精制
己二胺的精制采用真空蒸馏工艺,具体参数如下:
- 蒸馏塔参数:理论塔板数≥30 块,回流比≥5:1------ 理论塔板数越多,回流比越大,精制效果越好,但能耗也会相应增加。
- 操作条件:温度 190-200℃、压力≤1kPa------ 此条件下,己二胺的纯度可提升至≥99.8%,环己胺等杂质的含量≤0.05%。
- 杂质控制:环己胺是己二胺的主要杂质,其沸点与己二胺接近(仅差 2℃),需通过精密蒸馏去除 ------ 若环己胺含量超过 0.05%,会在聚合过程中作为链转移剂,导致分子量降低 5% 以上。
4.1.2 己二酸精制
己二酸的精制采用重结晶工艺,具体参数如下:
- 溶剂:去离子水 ------ 去离子水的电导率需≤1μS/cm,否则会引入金属离子杂质。
- 操作条件:温度 80-90℃、溶解时间 30 分钟 ------ 此条件下,己二酸的溶解度可达 100g/100mL,能有效去除金属离子杂质。
- 杂质控制:金属离子(如铁、铜)的含量≤0.1ppm------ 铁离子会催化 PA66 的热降解反应,导致产品发黄,同时降低热稳定性;铜离子会加速 PA66 的氧化降解,缩短产品的使用寿命。
4.2 步骤二:成盐反应(AH 盐制备)
成盐反应的核心目标是保证己二胺与己二酸的等摩尔比 ------ 这是 PA66 缩聚反应的前提,若摩尔比偏差超过 0.1%,会导致分子量分布变宽,力学性能下降。
4.2.1 反应条件
成盐反应的具体参数如下:
- 温度:40-50℃------ 温度过高会导致盐结晶析出,温度过低则反应速率不足。
- pH 值:7.7-7.9------pH 值需严格控制,若 pH 值低于 7.7,己二酸过量;若 pH 值高于 7.9,己二胺过量,都会破坏等摩尔比。
- 浓度:50%------ 浓度过高会导致盐结晶析出,浓度过低则会增加后续浓缩的能耗。
- 添加剂:0.2%-0.3% 醋酸(端封剂)、0.5%-1% 活性炭(脱色剂)------ 醋酸用于控制分子量,活性炭用于去除原料中的色素杂质,提升产品的白度。
4.2.2 反应方程式
己二胺与己二酸的成盐反应方程式如下:

该反应为放热反应,反应热约为 120kJ/mol,需通过夹套冷却控制温度,避免温度过高导致盐结晶析出。
4.2.3 产物处理
成盐反应的产物需经过以下处理步骤:
- 过滤:采用 2μm 精度的 Pall Profile II 滤芯过滤 ------ 这一精度能有效去除原料中的机械杂质与活性炭颗粒,避免后续聚合过程中形成凝胶粒子。
- 净化:用 0.5%-1% 的活性炭脱色 ------ 活性炭的用量需严格控制,若用量过多,会吸附部分己二胺,破坏等摩尔比;若用量不足,脱色效果不佳。
- 贮存:在 90℃下保温贮存 ------ 温度需控制在 90±2℃,若温度低于 85℃,盐会结晶析出,堵塞进料管线;若温度高于 95℃,盐溶液会发生部分预缩聚,影响后续聚合反应的稳定性。
4.3 步骤三:缩聚反应(预缩聚 + 终缩聚)
缩聚反应的核心目标是生成高分子量的 PA66 树脂 ------ 这是 PA66 生产的核心环节,需严格控制温度、压力、真空度等参数,确保分子量达到目标区间。
4.3.1 预缩聚
预缩聚的具体参数如下:
- 温度:200-220℃------ 温度过高会导致己二胺挥发,温度过低则反应速率不足。
- 压力:1.7-1.8MPa------ 压力需严格控制,若压力低于 1.7MPa,己二胺会大量挥发;若压力高于 1.8MPa,会抑制反应水的脱除。
- 时间:2 小时 ------ 时间过短会导致预聚体分子量不足,时间过长则会增加能耗。
- 搅拌转速:50-60r/min------ 搅拌转速需适中,若转速过高,会导致物料飞溅;若转速过低,会导致物料混合不均,传热效果差。
预缩聚阶段的核心控制指标是预聚体的数均分子量(约 5000)与反应水的脱除率(≥80%)------ 若反应水脱除率不足,会导致后续终缩聚阶段的反应时间延长,能耗增加。
4.3.2 终缩聚
终缩聚的具体参数如下:
- 温度:260-280℃------ 温度过高会导致 PA66 发生热降解,温度过低则反应速率不足。
- 真空度:0.093-0.100MPa------ 真空度需严格控制,若真空度低于 0.093MPa,残留的反应水无法有效脱除,分子量无法达到目标值;若真空度高于 0.100MPa,会导致熔体飞溅,造成原料损失。
- 时间:1-2 小时 ------ 时间过短会导致分子量不足,时间过长则会导致 PA66 发生热降解。
- 搅拌转速:30-40r/min------ 搅拌转速需适中,若转速过高,会导致熔体剪切降解;若转速过低,会导致物料混合不均,分子量分布变宽。
终缩聚阶段的核心控制指标是熔体的相对粘度(2.67±0.03)与端氨基含量(50±3Meq/Kg)------ 这两个指标直接决定了 PA66 的力学性能与加工性能,需通过在线粘度计与端氨基分析仪实时监测。
4.4 步骤四:熔体处理与切粒
熔体处理与切粒的核心目标是保证粒子的外观质量与尺寸均匀性 ------ 粒子的外观质量与尺寸均匀性直接影响下游加工的稳定性,比如粒子尺寸偏差过大,会导致注塑过程中进料不均,影响产品的成型质量。
4.4.1 熔体处理
熔体处理的具体参数如下:
- 过滤精度:2μm------ 采用金属烧结滤芯,能有效去除熔体中的机械杂质与凝胶粒子,避免纺丝断头或注塑缺陷。
- 熔体温度:280-300℃------ 温度需控制在 280±1℃,若温度过高,会导致 PA66 发生热降解;若温度过低,熔体粘度太高,无法通过切粒机。
- 熔体压力:10-15MPa------ 压力需稳定在 10-15MPa 之间,若压力波动过大,会导致切粒时粒子尺寸不均。
- 静态混合器:采用 SK 型静态混合器,混合单元数≥10------ 能实现熔体的高效均化,温度波动≤±1℃,确保产品质量的均匀性。
4.4.2 切粒工艺
切粒工艺采用水下切粒机,具体参数如下:
- 切刀转速:与熔体流量联动(精度 ±1rpm)------ 切刀转速需与熔体流量精准匹配,若转速过快,会导致粒子过短;若转速过慢,会导致粒子过长。
- 冷却水温:40-50℃------ 水温需控制在 40-50℃之间,若水温过高,粒子无法及时冷却,会发生粘连;若水温过低,粒子会发生脆裂。
- 颗粒水压力:0.2-0.3MPa------ 压力需稳定在 0.2-0.3MPa 之间,若压力波动过大,会导致粒子冷却不均。
- 粒子尺寸:3×3mm(标准),误差≤±0.2mm------ 粒子尺寸需均匀,误差超过 ±0.2mm 会导致下游加工(如注塑、纺丝)的进料不均。
4.5 步骤五:后处理与包装仓储
后处理与包装仓储的核心目标是控制粒子的含水率与外观质量 ------ 含水率直接影响 PA66 的加工性能,若含水率超过 0.1%,会导致注塑过程中产生气泡,影响产品的力学性能。
4.5.1 干燥工艺
干燥工艺采用热风循环干燥机或除湿干燥机,具体参数如下:
- 干燥温度:80-100℃------ 温度需严格控制,若温度过高,会导致 PA66 发生热降解;若温度过低,干燥时间需延长,影响产能。
- 干燥时间:4-6 小时 ------ 时间需根据产品类型调整,通用级产品需 4 小时,玻纤增强级产品需 6 小时。
- 露点:≤-40℃------ 除湿干燥机的露点需控制在≤-40℃,否则无法有效去除 PA66 中的结合水。
- 目标含水率:通用级≤0.1%、玻纤增强级≤0.08%------ 玻纤增强级产品的含水率要求更严格,因为玻纤会吸附水分,若含水率过高,会导致注塑过程中产生气泡。
4.5.2 调湿处理
调湿处理的核心目标是提升 PA66 的冲击强度与尺寸稳定性 ------PA66 是吸湿性材料,调湿处理能使 PA66 的结晶度趋于均匀,从而提升其冲击强度与尺寸稳定性。具体参数如下:
- 水煮法:95℃沸水处理 0.5 小时,缺口冲击强度可提升至 10kJ/m²,适用于汽车扎带等抗冲击部件 ------ 水煮法的调湿效率高,但尺寸变化率较大(约 0.2%)。
- 恒温恒湿法:65℃、湿度 50% 环境下处理 24 小时,平衡含水率达 2-3%,适用于电子连接器等高精度部件 ------ 恒温恒湿法的调湿效率低,但尺寸变化率较小(约 0.1%)。
4.5.3 包装仓储
包装仓储的具体要求如下:
- 包装:采用防潮袋(铝箔袋 + 干燥剂,吸湿率≤0.05%),每袋重量 25kg±0.1kg------ 干燥剂的用量需根据包装尺寸调整,一般为每袋 50g,能有效吸收包装内的水分,保证产品的含水率在保质期内稳定。
- 仓储:温度 20-30℃、湿度≤50%,避免阳光直射;拆包后未用完的原料需重新密封,暴露在空气中 15 分钟以上需再次干燥 ------ 暴露在空气中 30 分钟,PA66 的含水率会从 0.1% 升至 0.3%,无法满足加工要求。
4.6 异常工况处理方案
PA66 生产过程中常见的异常工况及处理方案如下,所有方案均来自头部企业的实际运营经验,能有效降低批次报废率:

第五章 生产设备与质量控制体系
PA66 的生产设备与质量控制体系是产品质量的核心保障 ------ 先进的设备能保证工艺参数的稳定控制,完善的质量控制体系能及时发现并纠正产品质量的偏差,两者缺一不可。
5.1 核心生产设备选型与技术参数
5.1.1 VK 管(立式聚合釜)
VK 管是间歇缩聚法的核心设备,其选型参数如下:
- 材质:标配 316L 不锈钢,特殊防腐工况采用哈氏合金 / 蒙乃尔合金 ------ 哈氏合金 / 蒙乃尔合金能有效抵抗硝酸、氢氰酸等腐蚀性介质的侵蚀,适用于己二腈制备等腐蚀性较强的工况。
- 设计压力:2.5MPa------ 设计压力需高于操作压力(1.5-2.0MPa),以保证设备的安全运行。
- 设计温度:320℃------ 设计温度需高于操作温度(270-280℃),以保证设备的热稳定性。
- 容积:根据产能而定,一般为 5-50m³------ 容积越大,批次产能越高,但批次间的质量差异也会越大。
5.1.2 卧式聚合器
卧式聚合器是连续缩聚法的核心设备,其选型参数如下:
- 材质:316L 不锈钢(内壁抛光处理,粗糙度≤0.8μm)------ 内壁抛光处理能有效防止物料粘壁,提升产品质量的稳定性。
- 设计压力:1.6MPa------ 设计压力需高于操作压力(0.04-0.07MPa),以保证设备的安全运行。
- 设计温度:300℃------ 设计温度需高于操作温度(280℃),以保证设备的热稳定性。
- 有效长度:25m------ 有效长度越长,物料的停留时间越长,分子量越高,但设备的投资成本也会相应增加。
5.1.3 水下切粒机
水下切粒机是切粒工艺的核心设备,其选型参数如下:
- 切刀材质:SKD11/SKD61 高铬合金钢,硬度 HRC58-62------ 高铬合金钢的耐磨性好,使用寿命长,能保证粒子的尺寸均匀性。
- 模头孔数:根据产能而定,一般为 120-300 孔 ------ 孔数越多,产能越高,但模头的加工难度也会相应增加。
- 冷却水温:40-50℃------ 水温需与切粒工艺的要求一致,以保证粒子的冷却效果。
- 产能:与模头孔数、切刀转速联动,一般为 1-10 吨 / 小时 ------ 产能越高,单位时间的产量越高,但设备的维护成本也会相应增加。
5.1.4 熔体增压泵
熔体增压泵是熔体处理工艺的核心设备,其选型参数如下:
- 材质:钨钴合金表面硬化处理 ------ 钨钴合金的耐磨性好,能有效抵抗熔体的冲刷,延长设备的使用寿命。
- 输出压力:10-15MPa------ 输出压力需与熔体处理工艺的要求一致,以保证熔体的稳定输送。
- 驱动方式:变频驱动 ------ 变频驱动能精准控制泵的转速,从而控制熔体的流量,流量精度≤±1%。
- 寿命:连续运行寿命≥8000 小时 ------ 寿命越长,设备的维护成本越低。
5.2 质量控制与检测标准
5.2.1 检测项目与方法
PA66 的质量检测项目与方法均来自国内权威标准,具体如下:
5.2.2 行业标准与企业内控标准
2025 年国内 PA66 的核心质量标准如下,企业内控标准普遍高于行业标准,以满足下游高端场景的需求:
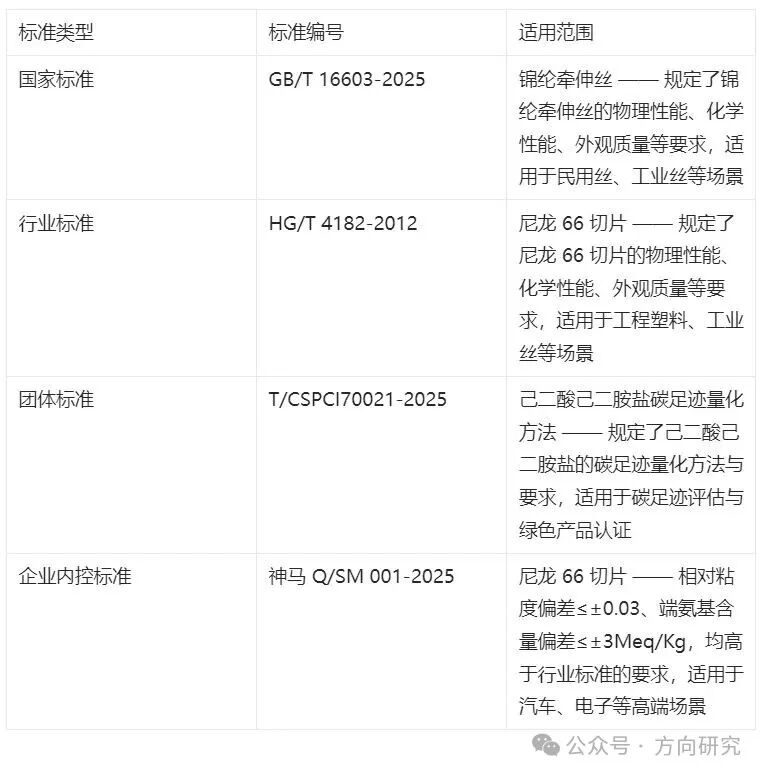
企业内控标准普遍高于行业标准,比如神马的 Q/SM 001-2025 标准,相对粘度偏差≤±0.03,端氨基含量偏差≤±3Meq/Kg,均高于 HG/T 4182-2012 行业标准的要求 ------ 这是为了满足汽车、电子等高端场景对产品质量稳定性的严苛要求。
第六章 技术经济与可持续发展分析
PA66 的生产是典型的技术密集型与资金密集型产业,其技术经济指标与可持续发展能力,直接决定了企业的市场竞争力 ------ 在当前 "双碳" 目标的背景下,绿色化、循环化已成为 PA66 产业的核心发展趋势。
6.1 生产成本结构(2025 年数据)
PA66 的生产成本结构以原料成本为主,不同工艺路线的成本差异显著 ------ 原料成本占比最高,是企业成本控制的核心重点。
6.1.1 原料成本
原料成本占 PA66 总成本的 58%-82%,其中己二腈占原料成本的 55%-60%------ 这意味着,己二腈的价格波动是 PA66 成本波动的核心驱动因素。具体成本构成如下:
- 非一体化企业:原料成本占比 78%-82%,其中己二腈占总成本的 55%-60%------ 非一体化企业需外购己二腈,成本受己二腈价格波动的影响较大。
- 一体化企业:原料成本占比 58%-65%,其中己二腈占总成本的 35%-40%------ 一体化企业拥有己二腈产能,能有效降低原料成本,比如浙石化的 PA66 成本比非一体化企业低约 20%。
6.1.2 能源成本
能源成本占 PA66 总成本的 18%,其中蒸汽消耗占能源成本的 60%------ 蒸汽消耗是能源成本的核心,降低蒸汽消耗是企业节能降耗的重点。具体能耗数据如下:
- 连续法:综合能耗 1.2-1.5 吨标煤 / 吨,蒸汽消耗 6.1 吨 / 吨 ------ 连续法的能耗比间歇法低 30%,主要得益于多效蒸发与余热回收系统的应用。
- 间歇法:综合能耗 1.8-2.2 吨标煤 / 吨,蒸汽消耗 8.5 吨 / 吨 ------ 间歇法的能耗较高,主要是因为批次操作导致的热量损失较大。
6.1.3 制造费用与人工成本
制造费用与人工成本占 PA66 总成本的 15%,其中人工成本占比 1%-3%------ 人工成本占比极低,主要是因为 PA66 生产的自动化率超 95%。具体构成如下:
- 制造费用:占比 12%-14%,含设备折旧、辅料消耗、环保处理等 ------ 设备折旧占制造费用的 40% 以上,因此大型化、连续化设备的应用能有效降低制造费用。
- 人工成本:占比 1%-3%,主要是因为 PA66 生产的自动化率超 95%,仅需少量人员进行监控与维护。
6.2 节能与降耗措施
PA66 生产的节能降耗措施主要集中在原料路线优化与工艺技术升级两个方面,核心目标是降低能耗与碳排放,提升企业的可持续发展能力。
6.2.1 原料路线优化
原料路线优化的核心是采用丁二烯直接氢氰化法替代传统工艺,具体节能效果如下:
- 丁二烯直接氢氰化法:能耗比丙烯腈电解法降低 28%,蒸汽消耗从 8.5 吨 / 吨缩减至 6.1 吨 / 吨 ------ 这是目前最有效的节能措施,已在国内头部企业大规模应用。
- 生物基原料:正在研发阶段,北京化工大学谭天伟院士团队已将己二酸生物合成的理论得率从 55% 提升至 87%,成本比石化基工艺降低 15%------ 生物基原料的应用能有效降低碳排放,是未来的发展方向。
6.2.2 工艺技术升级
工艺技术升级的核心是采用连续法工艺与余热回收系统,具体节能效果如下:
- 连续法工艺:能效比十年前提升 20%,主要得益于多效蒸发与余热回收系统的应用 ------ 多效蒸发能将蒸汽消耗降低 30% 以上,余热回收系统能将纺丝甬道的废热用于前段盐溶液的预热,节能率达 28.6%。
- 余热回收系统:福建永荣控股集团的 "数字化工厂" 通过部署余热回收系统与智能温控算法,将纺丝甬道废热用于前段盐溶液的预热,吨布综合能耗从 1850 千克标准煤降至 1320 千克标准煤,节能率达 28.6%。
6.3 尼龙 66 的回收与再利用
PA66 的回收与再利用是行业的重要发展方向,不仅能缓解资源短缺,还能减少环境污染 ------ 随着 "双碳" 目标的推进,回收与再利用已成为 PA66 企业的核心竞争力之一。
6.3.1 物理回收
物理回收是目前 PA66 回收的主流方式,具体参数如下:
- 原料:工业废丝、边角料等 ------ 物理回收的原料主要来自工业生产过程中的废丝与边角料,也可来自废旧汽车部件、渔网等。
- 工艺:熔融造粒 ------ 将废丝或边角料清洗、干燥后,通过熔融造粒制成再生 PA66 颗粒。
- 应用:低性能产品(如渔网、扎带等)------ 物理回收的 PA66 分子量会有所下降,力学性能也会降低,因此仅适用于低性能产品。
- 现状:国内平煤神马集团拥有 1.2 万吨 / 年的再生 PA66 产能,其再生安全气囊 PA66 颗粒占国内市场 40%、国际市场 26%------ 平煤神马的再生 PA66 产能是国内最大的,其产品质量已达到国际先进水平。
6.3.2 化学回收
化学回收是 PA66 回收的高端方式,能将 PA66 分解为单体,实现闭环循环 ------ 化学回收的产品质量与原生 PA66 相当,是未来的发展方向。具体参数如下:
- 工艺:酶解 / 亚临界水分解 ------ 酶解工艺利用特定的酶将 PA66 分解为己二胺与己二酸;亚临界水分解工艺利用亚临界水(温度 200-374℃、压力 1-22.1MPa)将 PA66 分解为单体。
- 回收率:>90%------ 化学回收的回收率高,能实现资源的高效利用。
- 应用:高性能产品(如汽车部件、电子连接器等)------ 化学回收的 PA66 单体能用于生产高性能产品,质量与原生 PA66 相当。
- 现状:金发科技等企业已启动百万吨级化学回收项目,2025 年处于前期规划阶段;英威达与 Epoch Biodesign 合作的酶法回收技术,2025 年数吨级试点工厂投入运营,2026 年计划投产 150 吨级基地,2028 年目标建成 2 万吨级商业工厂。
6.4 碳足迹与 "双碳" 合规
PA66 的碳足迹与 "双碳" 合规是企业面临的重要挑战,也是未来的发展机遇 ------ 随着全球碳边境调节机制的实施,碳足迹已成为 PA66 产品进入国际市场的 "通行证"。
6.4.1 碳足迹测算标准
2025 年,工信部发布了团体标准《T/CSPCI70021-2025 温室气体 产品碳足迹量化方法与要求 己二酸己二胺盐》,明确了 PA66 盐及下游产品的碳足迹核算边界 ------ 从原料开采到产品出厂的全生命周期,包括原料获取、生产、运输、销售等环节。该标准的核心内容如下:
- 核算边界:从原料开采到产品出厂的全生命周期(cradle-to-gate)。
- 排放因子:采用国家生态环境部发布的《省级温室气体清单编制指南》中的排放因子。
- 报告要求:企业需每年发布碳足迹报告,明确产品的碳足迹数据。
6.4.2 行业平均碳足迹
PA66 的行业平均碳足迹如下,一体化企业的碳足迹显著低于非一体化企业:
- 石化基 PA66:碳足迹 2.8 吨 CO₂e / 吨 ------ 非一体化企业的碳足迹较高,主要是因为外购己二腈的碳足迹较高。
- 一体化企业:碳足迹 1.5 吨 CO₂e / 吨 ------ 一体化企业拥有己二腈产能,能有效降低碳足迹,比如浙石化的 PA66 碳足迹仅为 1.2 吨 CO₂e / 吨。
- 生物基 PA66:碳足迹 1.0 吨 CO₂e / 吨 ------ 生物基 PA66 的碳足迹低,主要是因为生物基原料的碳排放低。
6.4.3 "双碳" 合规要求
2026 年,欧盟 CBAM(碳边境调节机制)将覆盖聚合物产品,PA66 的合规要求如下:
- 碳价:80 欧元 / 吨 CO₂e------ 非绿电生产的 PA66 将额外承担约 1800 元 / 吨的合规成本。
- 碳足迹要求:企业需提交产品的碳足迹报告,明确产品的碳足迹数据。
- 绿电要求:若企业采用绿电(光伏 / 风电)或采购绿证,碳足迹可降至 1.5 吨 CO₂e / 吨以下,可规避合规成本。
国内头部企业已提前布局绿电替代:浙石化舟山基地配套了 100MW 的光伏电站,年发电量达 1.2 亿 kWh,能满足 PA66 装置 20% 的用电需求;天辰齐翔淄博基地采购了绿证,碳足迹降至 1.4 吨 CO₂e / 吨,可完全规避欧盟 CBAM 的合规成本。
第七章 总结与展望
7.1 总结
本报告基于 2025-2026 年最新行业数据与技术资料,系统梳理了 PA66 的全产业链逻辑,得出以下核心结论:
- 产业格局实现历史性逆转:2025 年中国 PA66 产能达 157 万吨 / 年、表观消费量 80 万吨,已超越美国成为全球最大生产国;同时实现净出口 6 万吨,彻底结束了 2021 年之前进口依存度超 90% 的 "卡脖子" 历史 ------ 这一逆转的核心支撑,是浙石化、天辰齐翔等企业在己二腈国产化上的突破,将核心原料的自给率从不足 10% 推升至超 60%。
- 技术迭代进入高端化阶段:连续缩聚法已占据国内 PA66 产能的 81.4%,其单线产能可达 4 万吨 / 年,相比传统间歇法,能耗降低 30%、产品批次粘度波动从 ±0.05 收窄至 ±0.02,对高端场景的适配性显著提升;而天华院自主研发的全球首台套卧式聚合器在辽阳石化 10 万吨 / 年装置的成功应用,标志着中国在 PA66 核心聚合设备领域实现了从 0 到 1 的突破,打破了国外长期的技术壁垒。
- 原料路线完成革命性升级:丁二烯直接氢氰化法已取代传统的丙烯腈电解法、己二酸氨化法,成为己二腈制备的主流工艺 ------ 该工艺的总转化率≥99%、单程收率≥92%,相比传统工艺能耗降低 28%,2025 年国产己二腈自给率超 60%,直接将进口己二腈的价格从 2021 年的 8 万元 / 吨暴跌至 1.7 万元 / 吨,驱动 PA66 原料成本整体下降 15%-20%。
- 高端需求驱动产业升级:新能源汽车、5G 电子领域的需求增长是 PA66 行业的核心驱动力 ------ 新能源汽车单车 PA66 用量从燃油车的 5kg 激增至 12-15kg,集中于电池包壳体、电驱绝缘件等核心部件;5G 高频连接器对 PA66 的介电常数(≤3.8)、CTI 值(≥600V)提出了严苛要求,国内高端牌号的国产化率仍不足 30%,存在显著的进口替代空间。
7.2 展望
未来 5-10 年,PA66 行业将朝着高端化、绿色化、智能化的方向发展,核心趋势如下:
- 高端化:连续缩聚法产能占比将提升至 90% 以上,高端牌号(如 5G 用低介电、汽车用耐水解)的国产化率将提升至 60% 以上 ------ 这一趋势的核心驱动因素是下游高端场景的需求增长,以及国内企业在技术研发上的持续投入。
- 绿色化:生物基 PA66 的产能将实现突破,预计 2030 年达 50 万吨 / 年;化学回收产能将达 100 万吨 / 年,回收率超 90%------ 这一趋势的核心驱动因素是 "双碳" 目标的推进,以及环保政策的趋严。
- 智能化:工业互联网平台将实现全流程实时监控,设备运维成本将降低 20%,产品质量稳定性将提升 30%------ 这一趋势的核心驱动因素是工业互联网技术的普及,以及企业对生产效率与产品质量的追求。
- 全球化:国内 PA66 企业将加速海外布局,尤其是东南亚、欧洲等市场,以规避贸易壁垒,提升全球市场份额 ------ 这一趋势的核心驱动因素是国内产能过剩,以及全球市场对 PA66 的需求增长。
附录:关键术语解释
为方便读者理解 PA66 的专业术语,本报告附录以下关键术语解释:
- PA66:聚己二酰己二胺,又称尼龙 66,是由己二胺与己二酸通过缩聚反应制得的脂肪族聚酰胺工程塑料。
- 己二腈:PA66 的核心原料之一,分子式为 NC (CH₂)₄CN,主要用于制备己二胺。
- 己二胺:PA66 的核心原料之一,分子式为 H₂N (CH₂)₆NH₂,主要用于与己二酸反应生成尼龙 66 盐。
- 尼龙 66 盐:己二胺与己二酸的等摩尔比盐,分子式为 NH₃⁺(CH₂)₆NH₃⁺OOC (CH₂)₄COO⁻,是 PA66 缩聚反应的中间体。
- 缩聚反应:由小分子单体通过官能团之间的反应生成高分子聚合物,同时脱去小分子副产物(如水、氨等)的反应。
- VK 管:立式连续聚合反应器,是 PA66 间歇缩聚法的核心设备。
- 固相增粘:在低于聚合物熔点的温度下,通过加热使预聚体的分子链发生扩散与反应,从而提升分子量的技术。
- 碳足迹:产品从原料获取、生产、运输、使用到废弃的全生命周期中所产生的温室气体排放总量,通常以 CO₂e(二氧化碳当量)为单位。
- CBAM:碳边境调节机制,是欧盟为应对气候变化而推出的一项政策,要求进口产品的碳足迹需符合欧盟的要求,否则需缴纳碳关税。