在工控领域,"连续运行"是核心底线------汽车总装线、半导体晶圆加工、窑炉传动系统、机器人协同产线,一旦停机,每小时损失可能达数万元甚至数十万元。而随着工业4.0推进,产线柔性化、多设备协同、参数动态优化的需求日益迫切,传统"停机改配置、重启生效"的模式,早已无法适配现代工控系统的高效运转需求。
分布式协调与动态重配置管理,正是破解这一痛点的关键技术------它能让多台工控设备(PLC、机器人、变频器、边缘网关)实现"统一协同、在线调参、无缝切换",既保证产线连续运行,又能灵活适配生产工艺调整,这也是工控系统从"自动化"向"智能化"升级的核心支撑。
今天,我们结合2个工控领域真实落地实例,拆解分布式协调与动态重配置的技术细节、架构设计、工具选型,不讲虚的,全是可落地的干货,适合工控工程师、架构师、运维人员参考。
先厘清核心逻辑:工控场景下,两者的核心价值
工控领域的分布式系统,与互联网微服务有本质区别------它更强调实时性(毫秒级响应)、可靠性(MTBF≥10000小时)、确定性(无随机延迟),因此分布式协调与动态重配置的设计,必须围绕"工业级稳定性"展开:
-
分布式协调:解决多台工控设备(如PLC、机器人、变频器)的"状态一致、任务协同、故障冗余",避免出现"一台设备参数更新,另一台未同步"的混乱,核心是"全局统一管控";
-
动态重配置:解决"不停机调整工艺参数、切换控制策略、升级功能模块",核心是"在线生效、无感切换",杜绝因配置更新导致的产线中断。
简单说,两者结合,就是给工控分布式系统装上"在线神经中枢"------既能让多设备协同如一体,又能随时"微调"系统行为,无需"关机重启",这在高连续性要求的工控场景中,是不可替代的技术能力。
实例一:窑炉传动分布式协同系统(多变频器+PLC)
场景背景:某陶瓷生产企业的窑炉传动系统,采用6台变频器分别驱动6段传动辊道,构成分布式驱动架构,由欧姆龙NJ系列PLC承担中央协调角色,核心需求是:实现6台变频器速度同步、实时调整速度参数以匹配窑温工艺,且需支持在线切换控制策略,杜绝停机(窑炉高温运行时,停机会导致坯体报废)。
这是典型的工控分布式协调+动态重配置落地场景,我们从架构、技术细节、工具选型三方面拆解。
1. 系统架构设计(工控级分布式架构)
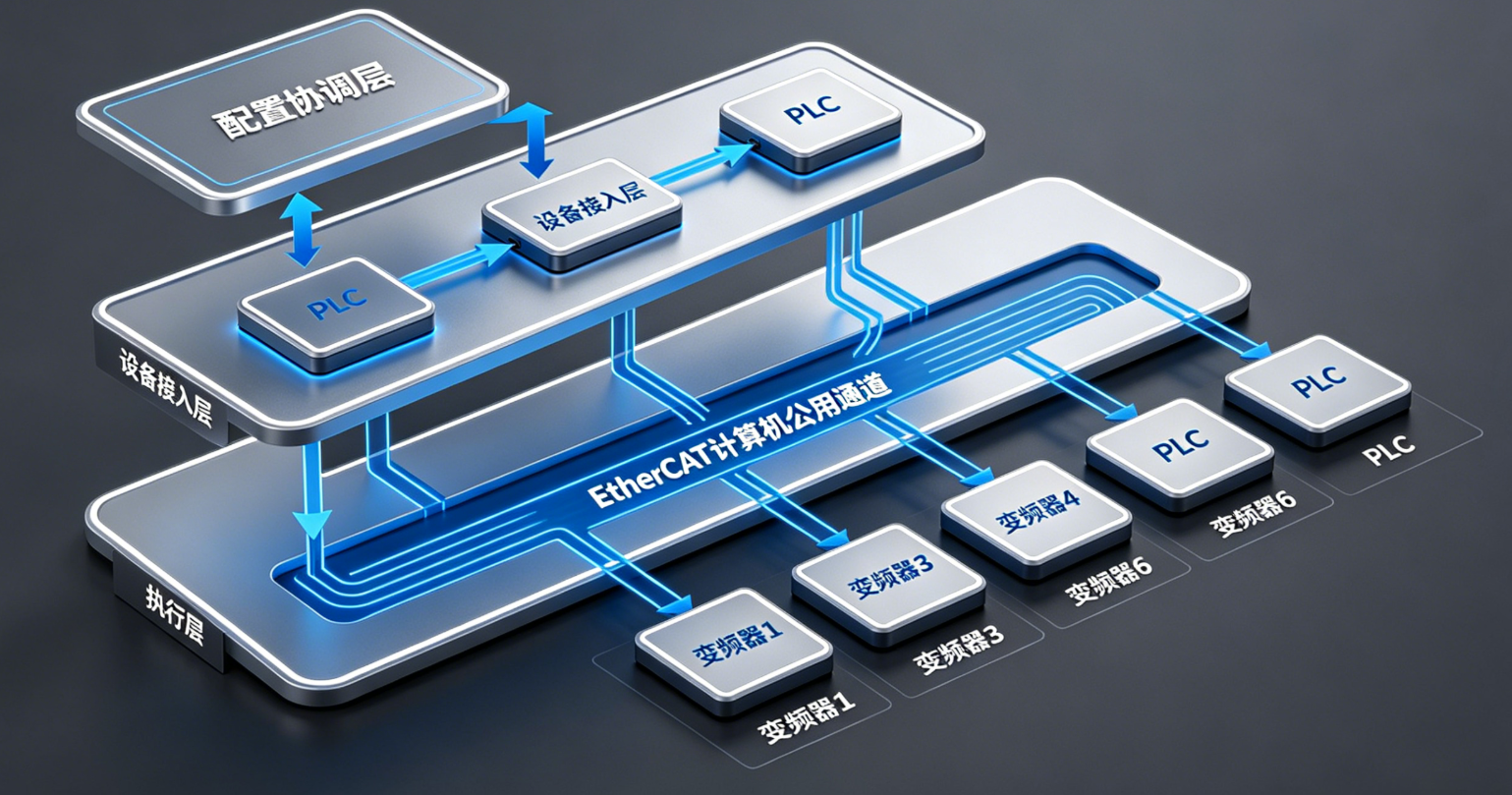
采用"三层架构",兼顾实时性与可靠性,完全适配工控场景的硬实时要求(响应延迟≤10ms):
-
配置与协调层:部署Nacos配置中心(工控版)+ etcd协调节点,采用主从架构(1主2从),保证高可用,避免单点故障;
-
设备接入层:每台变频器(三菱FR-A800)、PLC均部署轻量级Agent(自主开发,基于C语言,占用资源≤10%),支持EtherCAT总线通信,实现毫秒级数据交互;
-
执行层:6台变频器、1台主PLC、2台备用PLC,通过EtherCAT总线组成分布式网络,主PLC负责全局调度,备用PLC实时同步状态,实现故障无缝切换。
2. 分布式协调的技术细节(工控级优化)
工控场景的分布式协调,核心是"状态一致+实时协同",区别于互联网场景的"最终一致",此处需实现"强一致",避免因协调延迟导致设备动作偏差,关键技术细节如下:
-
一致性协议选型:采用etcd的Raft协议(强一致),配置同步延迟≤5ms,确保6台变频器、PLC的配置完全一致,避免出现"速度偏差"导致的坯体输送卡顿;
-
分布式锁实现:基于etcd的Lease机制,为主PLC分配分布式锁,防止多PLC同时下发指令,锁超时时间设置为100ms,超时自动释放,避免锁死导致系统瘫痪;
-
状态同步机制:每台设备(变频器、PLC)每100ms向etcd上报自身状态(运行速度、电流、故障码),主PLC通过etcd实时获取全局状态,当某台变频器出现速度偏差(≥0.5m/min),立即下发调整指令,实现"主从同步"(Master-Slave)控制;
-
故障冗余协调:当主PLC故障时,etcd通过Raft协议快速选举备用PLC作为主节点(切换时间≤500ms),同时将主节点状态同步至所有设备,确保产线不中断,这也是工控系统高可用的核心设计。
3. 动态重配置的落地实现(核心技术细节)
本场景的动态重配置核心需求:在线调整变频器速度参数、切换PID控制策略(适配不同窑温工艺)、更新故障报警阈值,且所有配置更新无需重启变频器和PLC,具体实现如下:
-
配置分发模式:采用"推+拉"混合模式------配置中心(Nacos)主动将配置推送给所有设备Agent(推模式,实时性),同时设备Agent每500ms主动拉取配置(拉模式,避免推送丢失),确保配置100%同步;
-
参数动态生效机制:采用"双缓冲切换"技术,避免配置更新导致的设备抖动------新配置先加载到"备用缓冲",与当前运行配置进行校验(如速度参数是否在安全范围0.5-5m/min),校验通过后,通过EtherCAT总线下发"切换指令",实现新旧配置无缝切换(切换延迟≤10ms),不会导致变频器速度突变;
-
控制策略热替换:将PID控制策略封装为动态插件(.so格式),通过插件化架构实现热加载------当需要切换控制策略(如从常规PID切换为模糊PID,适配窑温剧烈波动场景),配置中心下发插件更新指令,Agent动态加载新插件,卸载旧插件,整个过程不影响变频器正常运行,无需重启设备,这也是工控系统柔性化的关键实现方式;
-
配置回滚机制:每一次配置更新都在Nacos中留存版本记录(包含更新时间、操作人、参数详情),当出现配置错误(如速度参数设置过高),可通过配置中心一键回滚至前一版本,回滚延迟≤100ms,快速恢复产线正常运行;同时结合操作审计功能,记录所有配置变更,满足工控领域合规要求。
4. 工具选型(工控级适配,拒绝"互联网工具直接套用")
工控场景的工具选型,核心是"稳定、实时、适配工业总线",而非追求"功能多",本场景选型如下,附技术适配细节:
-
协调中间件:etcd(v3.5.9,工控定制版)------优化Raft协议超时时间(默认100ms,适配工控实时性),关闭不必要的日志输出,降低资源占用,同时支持EtherCAT总线协议适配,确保与PLC、变频器的通信兼容性;
-
配置中心:Nacos(v2.3.2,工控版)------支持配置加密存储(工业参数多涉及生产机密),支持灰度发布(可先将新配置推送至1台变频器测试,无问题再全量推送),适配工业级硬件(支持宽温-40℃~85℃);
-
通信协议:EtherCAT(实时工业总线)------替代传统Modbus RTU,通信延迟≤1ms,支持多设备并发通信,适配变频器、PLC的实时数据交互需求;同时预留OPC UA接口,方便与工厂MES系统对接,实现配置数据的统一管控;
-
Agent:自主开发(C语言)------轻量级设计,占用内存≤20MB,CPU占用≤10%,支持断网缓存(断网时,设备继续使用本地缓存配置,联网后自动同步最新配置),避免因网络波动导致配置丢失。
实例二:多机器人协同装配产线(工控机器人+边缘网关)
场景背景:某汽车零部件装配产线,采用3台UR5e协作机器人、2台移动机器人(AGV),搭配边缘网关实现分布式协同,核心需求是:机器人之间协同完成零件抓取、装配,支持在线调整机器人运动参数(如抓取速度、装配精度)、动态分配任务,且支持机器人新增/下线时的无缝扩容,无需停机。
该场景更侧重"动态重配置的柔性化"和"多设备协同的灵活性",核心技术细节如下。
1. 分布式协调核心实现(多机器人协同)
-
服务注册与发现:采用Nacos实现机器人、边缘网关的服务注册,每台机器人启动后,自动向Nacos注册自身信息(IP、端口、机器人型号、当前状态),边缘网关通过Nacos实时获取所有机器人的状态,实现"任务动态分配";
-
协同任务调度:基于etcd的分布式锁,实现机器人任务的互斥分配(如同一零件不被两台机器人同时抓取),同时通过etcd同步任务进度(如"机器人1完成抓取,通知机器人2准备装配"),确保多机器人协同有序,避免动作冲突;
-
全局状态管控:边缘网关作为协调核心,通过etcd维护全局任务状态、机器人状态,当某台机器人出现故障(如抓取失败),边缘网关立即通过etcd更新状态,并重新分配任务给其他机器人,实现"故障自愈",无需人工干预;这一设计借鉴了可重构模型预测控制(Reconfigurable MPC)的核心思想,通过动态调整任务分配,确保系统整体性能最优。
2. 动态重配置关键技术细节(柔性化适配)
-
运动参数动态调整:机器人的运动参数(抓取速度、加速度、装配精度阈值)存储在Nacos配置中心,工程师通过工控上位机修改参数后,配置中心立即将新参数推送给机器人Agent,Agent通过机器人SDK(如URScript)在线更新参数,无需重启机器人,参数生效延迟≤50ms,可实时适配不同规格零件的装配需求;
-
任务策略热更新:将装配任务策略(如"先抓取螺丝,再装配外壳")封装为配置文件(JSON格式),支持在线修改任务顺序、添加新任务步骤,配置更新后,边缘网关自动解析新策略,并通过etcd同步给所有机器人,实现"产线柔性切换"(如从A型号零件装配切换为B型号,无需停机重新编程);
-
设备扩容/下线重配置:当新增机器人时,机器人启动后自动注册到Nacos,边缘网关通过etcd感知新设备,自动将新机器人纳入协同体系,动态分配任务;当机器人下线时,边缘网关实时更新任务分配策略,将下线机器人的任务分配给其他机器人,整个过程无需停机,实现"弹性扩容";
-
视觉插件热加载:采用插件化架构,将视觉识别插件(如YOLOv5零件定位插件)动态加载到机器人控制系统,当需要更换视觉识别算法时,通过配置中心下发插件更新指令,Agent动态加载新插件,无需重启机器人,适配不同零件的视觉定位需求。
工控场景落地关键注意事项(避坑指南)
分布式协调与动态重配置在工控领域的落地,不同于互联网场景,核心是"稳定优先、实时优先",以下3个关键注意事项,是避免项目踩坑的核心:
1. 实时性适配:拒绝"通用工具直接套用"
工控系统的实时性要求(毫秒级响应),决定了不能直接套用互联网场景的工具(如ZooKeeper,写性能一般,不适合工控实时协同)。建议优先选择支持实时优化的工具(如etcd工控版、Nacos工控版),同时优化通信协议(优先采用EtherCAT、Profinet等工业实时总线),降低通信延迟;此外,需合理设置配置同步周期,避免过于频繁的配置同步占用系统资源,影响设备正常运行。
2. 可靠性设计:必须考虑"故障冗余"
工控产线不能接受单点故障,因此分布式协调节点(etcd、Nacos)必须采用主从架构(至少1主2从),设备Agent需支持断网缓存、离线运行,配置更新需支持校验、回滚,避免配置错误导致产线故障;同时,需设计完善的故障诊断逻辑,如设备通信中断、配置同步失败等异常状态的分级报警、连锁停机及自恢复流程,符合IEC 61131-3标准要求。
3. 安全性防护:适配工控环境的特殊性
工控系统多部署在工业内网,需避免配置中心、协调节点暴露在公网,同时配置数据需加密存储(如采用AES加密),防止参数泄露;Agent需支持权限控制,仅允许授权设备接入,避免非法设备篡改配置;此外,需做好配置操作审计,记录所有配置变更,便于故障追溯和合规检查。
总结:工控场景的核心价值的是"不停机、高可靠、柔性化"
分布式协调与动态重配置管理,在工控领域的落地,本质上是解决"产线连续运行"与"柔性化调整"的矛盾------它让工控系统摆脱了"停机改配置、重启生效"的束缚,实现了"在线调参、无缝协同、弹性扩容",既保证了产线的高连续性,又提升了产线的柔性化水平,适配工业4.0下"多品种、小批量"的生产需求。
从窑炉传动系统的多变频器协同,到多机器人装配产线的柔性适配,不难发现:工控场景的分布式协调与动态重配置,无需追求"复杂的技术架构",而是要围绕"工业级稳定、实时、可靠"做优化,工具选型适配工控环境,技术细节贴合生产需求,才能真正落地见效。

后续我们将分享更多工控架构落地案例,包括分布式控制的代码实现、工具部署教程,关注我,不迷路~