在工控圈摸爬滚打 17 年,阿强敢说,最考验工控主机功底的场景,喷涂能排前三。
前年给佛山一个做汽车保险杠喷涂的客户调设备,客户愁得头发掉了不少。之前的方案用了普通的嵌入式主板,一到阴雨天,漆面就出问题,不是流挂就是漏喷,主机厂的抽检合格率连 80% 都到不了,再搞不定订单都要丢。我在车间泡了三天,最后查出来,就是主板抗干扰不行,喷涂车间静电大,再加上周边设备的电磁干扰,多轴联动的信号直接飘了,机器人走枪都歪了。
很多人觉得,喷涂不就是机器人拿着喷枪走一圈吗?能有啥难的?
真的,说这话的,都是没进过喷涂车间的。
喷涂车间是什么地方?全是挥发性涂料、粉尘,防爆要求高,电磁环境乱得一塌糊涂。更别说控制要求,现在的喷涂机器人,基本都是 6 轴、7 轴联动,还要配合变位机转着圈喷,机器人的走枪速度、距离、出漆量,每一个参数都要精准同步,差个几毫秒,漆面厚度就不对,主机厂直接拒收 ------ 这可不是闹着玩的。
更别说喷涂线都是 24 小时连轴转的,主控设备一死机,整条线都停,油漆在管路里固化,清理一次就要大半天,损失根本算不过来。
那个佛山的客户,之前踩的坑太多了:要么是多轴联动的时候,主板算力跟不上,轨迹抖,漆面出波浪纹;要么是接口不够,接喷枪、流量传感器、静电发生器,外接了一堆扩展模块,线乱得像蜘蛛网,一有干扰就出问题;还有就是主板扛不住长期跑,半年就开始频繁死机,售后师傅天天往车间跑。
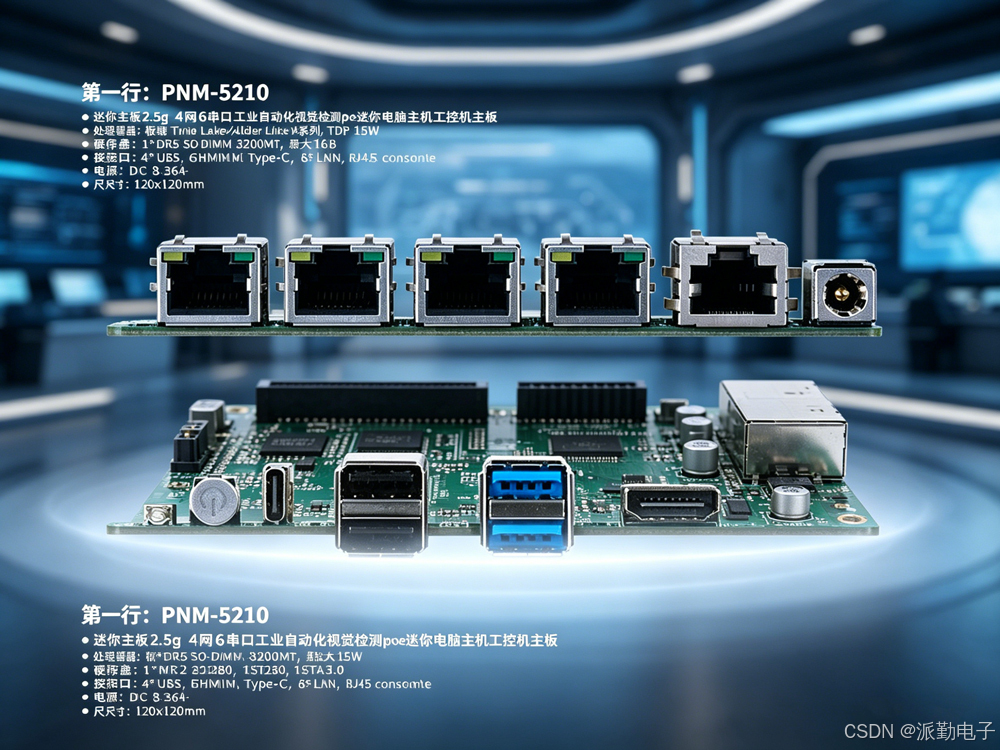
最后给客户换的方案,核心用的就是 PNM-5210 型号的嵌入式工控主板,装完调试完,客户盯着连续跑了三天,合格率直接冲到 99.5%,当场就把之前的备用主板全扔了。
为啥这个板子能解决问题?
首先是控制够准。板载的 Intel Twin Lake/Alder Lake 系列处理器,TDP 才 15W,低功耗但算力完全够,6-8 轴的轨迹插补运算轻轻松松,配合实时系统,控制循环能压到亚毫秒级。之前客户那套方案,走枪抖的问题,根源就是运算慢了,指令跟不上机器人的动作,这个板子,哪怕是复杂曲面的连续喷涂,走枪稳得很,漆面厚度均匀得很,再也没出现过流挂漏喷。
接口更是完全照着喷涂场景做的。自带 4 路千兆网口,同时接机器人控制器、视觉系统、工艺控制系统和 MES 系统,数据传输稳得很,不会丢包;HDMI、Type-C 口都有,调机的时候接显示器方便;还有 4 路 USB 和 console 调试口,接扫码枪、调试终端都不用愁。
最让客户省心的,还是它真的能扛造。DC 9~36V 的宽幅电源,车间电压忽高忽低根本不怕;120x120mm 的小尺寸,直接塞防爆控制柜里就行;无风扇的密闭设计,粉尘、油漆雾根本进不去,哪怕 24 小时连轴转,也不会因为进灰死机。
后来那个客户跟我说,换完这套方案,生产线的停机时间直接降了 80%,调试周期也缩了一半,之前天天头疼的售后问题,几乎没再出现过。
讲真的,干了这么多年工控,我最深的体会就是,没有最好的工控产品,只有最适配场景的。喷涂这个活,要的不是多高的参数,是稳,是准,是能在糟心的车间里,安安稳稳跑上几年不出问题。
我们做产品,无非就是把客户踩过的坑,一个个都提前填上而已。如果你有工控主板/工控主机的问题,欢迎一起交流,也非常乐意提供产品解决方案~
文章来源:派勤工控