西门子S7-1200 PLC通过PROFINET总线控制V90伺服驱动器,实现精确定位功能。
注意:V90 PN有两种方式实现位置控制------一种是激活驱动器内部的基本定位器功能(EPOS),另一种是在PLC中创建轴工艺对象(TO)。本文采用EPOS方式,这是最常用的方案,位置闭环在驱动器内部完成,PLC只需发送指令即可。
一、硬件连接与准备工作
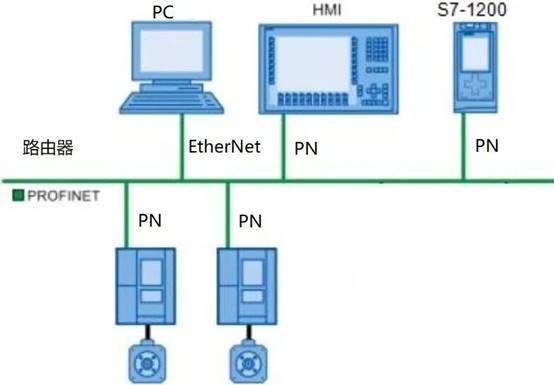
首先我们把硬件连接起来。这套系统里有两个核心设备:S7-1200 PLC和V90 PN伺服驱动器,它们之间通过一根PROFINET网线建立通信。
第一步:PROFINET 总线连接
找到PLC上的PROFINET接口(通常标有X1 P1或X1 P2),用标准以太网电缆连接到V90伺服驱动器的X150端口。注意,X150是一个两端口PROFINET接口(两个RJ45网口),都用于PROFINET通信,具备内置交换机功能,可以串联连接多个设备。如果需要用调试软件V-Assistant连接V90,则使用驱动器上的Mini-USB接口,而不是网口。
注意:网线建议使用屏蔽双绞线,工业现场干扰大,屏蔽做不好后期容易出现丢包或者通信中断。
第二步:伺服电机与驱动器的动力及编码器连接
V90伺服驱动器背面有动力输出端子U/V/W和PE,对应连接到伺服电机的动力线。编码器线缆一端插在电机侧,另一端接入驱动器的X2编码器接口。
这一步很重要,因为编码器反馈直接决定了位置控制的精度。如果编码器类型选错或线缆松动,电机一上电就会报故障。

二、TIA Portal软件组态与V90参数设置
硬件接好后,我们打开TIA Portal软件进行项目配置。
第一步:创建项目并添加设备
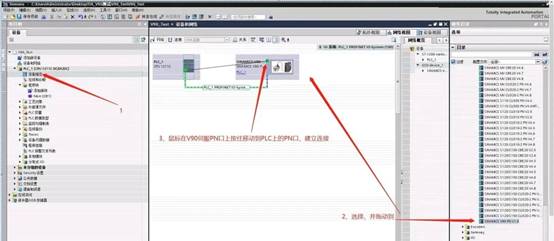
在TIA Portal中新建一个项目,然后在项目树里双击"添加新设备",先添加你的S7-1200 CPU型号(例如CPU 1214C),再添加一个"SINAMICS V90 PN"设备。
TIA Portal会自动将V90分配到PROFINET子网中,并分配好设备名称和IP地址。这里要保证PLC和V90在同一个网段,通常默认设置就能满足。
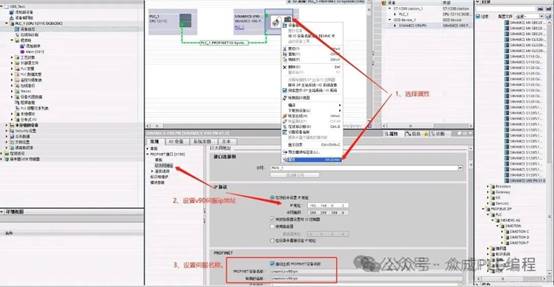
第二步:网络参数确认
点击PLC的PROFINET接口,查看IP地址(例如192.168.0.1),再点击V90的PROFINET接口,确认IP地址也在同一网段(例如192.168.0.2)。如果不在同一网段,手动修改一下。
注意:设备名称是PROFINET通信的关键标识,V90上电后PLC是通过设备名称来识别它的,而不是单纯靠IP地址。后续下载硬件配置时,一定要把设备名称写入V90驱动器中。
第三步:使用V-Assistant 软件设置V90 参数
对于电机参数、控制模式、加减速度等关键设置,我们需要使用西门子官方调试软件------V-Assistant。
打开V-Assistant,通过USB转Mini-USB线连接V90驱动器。在"电机选择"页面,根据电机铭牌选择正确的电机型号和编码器类型。这里选错的话,电机运行会抖动甚至飞车。
接着进入"控制模式"页面,选择"基本定位器控制(EPOS)"模式。EPOS是V90内部自带的定位控制功能,它把复杂的位置环计算放在驱动器里完成,PLC只需要通过PROFINET发送目标位置和启动命令即可,大大简化了编程工作。
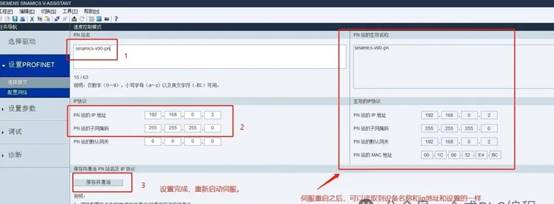
然后配置通信报文为西门子报文111(P922=111) ,这是EPOS控制的标准报文。之后点击"设置PROFINET→配置网络",设置V90的IP地址和设备名称,设备名称一定要与TIA Portal项目中配置的完全相同,保存参数后需重启驱动器才能生效。
接下来设置机械参数,如减速比、负载转动一圈对应的长度单位(LU)等。这些参数直接影响定位精度,后面调试时还需要微调。
三、PLC编程实现定位控制
硬件和参数都准备好了,现在我们回到TIA Portal写程序。在EPOS方式下,V90 PN的定位功能在驱动器内部完成,PLC使用FB284(SINA_POS) 功能块来控制V90。
第一步:导入功能库
在TIA Portal中,首先需要导入西门子官方提供的驱动功能库DriveLib_S7_1200_1500。该库中包含SINA_POS(FB284)功能块,专门用于SINAMICS系列驱动器的EPOS基本定位控制。
第二步:调用SINA_POS 功能块
在程序中调用SINA_POS(FB284),这是EPOS控制的核心功能块。主要引脚说明如下:
· EnableAxis:使能轴,置1后驱动器进入使能状态。
· ExecuteMode:运行模式选择,例如绝对定位、相对定位、点动、回零等。
· Position:目标位置值(仅在定位模式下有效)。
· Velocity:运行速度设定值。
· ConfigEPos:控制位配置,需要设置初始值为3,确保不激活OFF2和OFF3停止。
· Done:定位完成标志位。
· Error:错误标志位。
当ExecuteMode的上升沿触发时,PLC会将位置和速度指令通过PROFINET报文111发送给V90驱动器,驱动器内部的EPOS功能根据设定好的加减速曲线控制电机走到指定位置。
第三步:读取反馈信息
除了发送位置指令,我们还需要监控电机的实际位置和当前速度。SINA_POS功能块提供了ActPosition(实际位置)和ActVelocity(实际速度)等反馈引脚,可以直接读取显示到HMI上或用于程序逻辑判断。
第四步:错误处理
工业现场情况复杂,通信中断、电机过载、限位触发等情况都有可能发生。SINA_POS功能块提供了Error和Fault_code引脚来反馈故障信息,一旦出现异常,通过复位EnableAxis或触发急停来保护设备。
注意:复位故障前一定要先确认机械安全,避免设备突然动作造成伤害。
四、调试与优化
程序下载进去以后,先别急着全速运行,一步步来验证。
第一步:硬件调试
用TIA Portal的"在线与诊断"功能,检查PROFINET网络状态。如果V90设备图标上出现红色叉号,说明通信有问题,检查网线、设备名称和IP地址是否一致。
第二步:在线监控程序
将PLC切换到在线模式,监控SINA_POS功能块的EnableAxis是否正常使能,Position和Velocity值是否正确传递。同时观察V90驱动器BOP面板上的显示,正常待机时应显示"S_OFF"(伺服关闭),使能后应显示运行相关状态。
第三步:参数优化
让电机低速来回走几段位置,观察实际运行效果。如果电机到达目标位置时有过冲或震荡,说明位置环增益或速度环增益偏高,适当降低;如果响应太慢、定位时间过长,则适当提高增益。
第四步:精度验证
用百分表或激光测距仪测量实际移动距离与设定目标值的偏差。如果偏差较大,首先检查机械背隙,再确认V-Assistant中设置的电子齿轮比(减速比)和负载转动一圈对应的长度单位(LU)是否正确。
总结:
经过以上四个步骤------硬件连接、软件组态、参数配置、编程实现、调试优化。
成功让S7-1200 PLC通过PROFINET总线控制V90伺服完成精确定位任务。
这套方案还可以进一步扩展,比如加上触摸屏实现参数设定,或者通过多个V90实现多轴同步控制。