表面粗糙度怎么测才准? ISO 25178标准 三维面积 测量 标准解析
表面粗糙度测量 不准,往往不是设备不够,而是方法不匹配。传统轮廓测量只看到一条线上的峰谷,容易遗漏局部缺陷和方向性纹理。ISO 25178标准 定义的三维面积参数体系 ,更能将工艺结果与性能要求对应。光子湾 3D共聚焦显微镜以非接触式三维扫描和2D/3D参数分析为核心,正把标准落到实际测量中。
表面 粗糙度定义
表面粗糙度 是加工表面微小峰谷不平度的量化表征。需区分三层次:粗糙度是高频短波微观起伏 ,波纹度是中频段 ,形状误差是低频长波 ,三者叠加构成表面纹理。粗糙度关注纳米到微米尺度的峰谷细节,直接决定零件能否正常工作。
粗糙度影响零件性能 的因素
- 耐磨性 :表面越粗糙,有效接触面积越小。Ra 从3.2μm 降至0.8μm ,摩擦系数可降低30%以上
- 配合稳定性:间隙配合易磨损致间隙增大;过盈配合凸峰被挤平,实际过盈减少
- 疲劳强度 :波谷对应力集中敏感,超50% 齿轮失效源于疲劳,粗糙度是关键诱因
- 耐腐蚀性:粗糙面凹坑易残留腐蚀介质,锈蚀速率提升3-5倍
- 密封性:粗糙面无法严密贴合,液压系统早期泄漏是常见痛点
- 接触刚度:影响整机刚性
从轮廓 测量 到面积 测量 的三维跨越
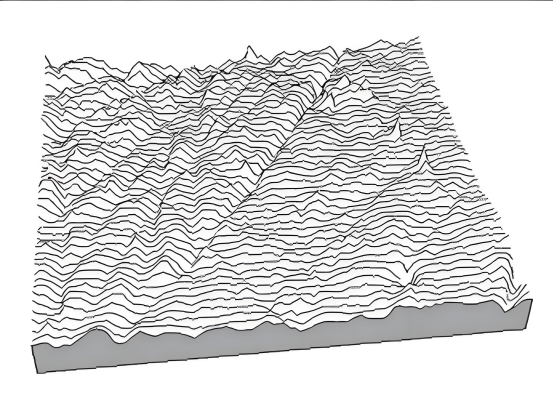
传统轮廓测量的局限性
触针式轮廓仪 沿一条线采样获取Ra 、Rz 等2D参数 ,确实快。但单线信息量有限,线上峰谷可能恰好是极值点,不具备统计代表性。轮廓测量也无法捕捉各向异性 特征:若沿纹理方向画线,粗糙度值可能严重偏低。对增材制造、研磨等随机表面,轮廓测量甚至可能歪曲结果。
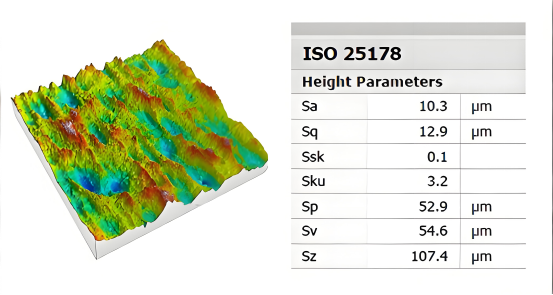
ISO 25178标准 标准下的面积测量优势
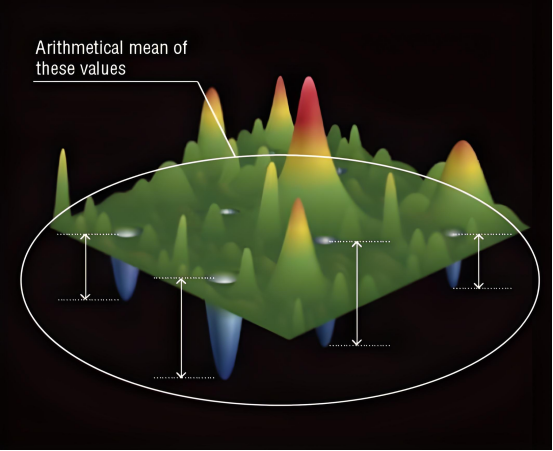
ISO 25178标准 定义了三维表面粗糙度 参数:Sa 、Sq 、Sz 、Str 等。面积测量 三重优势:统计评估峰谷在整个表面的分布;无需预知纹理方向即可识别各向同性或各向异性;对涂层 、密封面等功能性评价更可靠。
非接触式测量的技术原理
3D共聚焦显微镜 原理:激光束聚焦到样品表面,仅焦点处反射光通过共轭针孔到达探测器,离焦光被滤除,逐点扫描后重建三维形貌。
相比触针法:不接触零损伤,可测软质材料和复杂微结构,一次扫描同时获取2D影像和3D形貌,重复性偏差低于5%。
不同场景下的测量方案选择
半导体制造与封装工艺检测
晶圆CMP后纳米级划痕和颗粒污染直接决定芯片良率。共聚焦显微镜 可在亚微米尺度定位缺陷,检测效率较传统方法提升约23% 。封装中胶水厚度、引线键合质量评估,需纳米级Z轴分辨率三维数据。
汽车零部件质量控制
发动机缸套表面粗糙度 需控制在Ra=0.63-0.8μm ------太光滑无法保持油膜,太粗糙加速磨损。3D共聚焦显微镜 满足ISO 25178标准 标准,同时输出Sa 、Sq 、Str等3D参数,为工艺优化提供量化依据。
精密制造与光学加工
光学镜片Ra 需控制在0.02μm 以下,微纳结构三维轮廓分析 传统2D轮廓仪无法胜任。MEMS微槽 、悬臂结构 需Z轴1nm分辨率 的非接触式测量------3D共聚焦显微镜Z轴显示分辨率达1nm,可精确重建凹槽轮廓并测量深度宽度。
选择适合的表面粗糙度测量方案
关键参数评估标准
优先关注三项硬指标:测量精度 与重复性(Z轴精度±1.5%以内为优)、Z轴分辨率(纳米级适合精密件)、标准覆盖------至少支持ISO 25178标准 及GB/T 1031。
设备选型建议
接触式轮廓仪适合2D快速抽检,成本低但信息有限。非接触式3D共聚焦显微镜 适合需三维形貌 、复杂结构 或软质材料场景。既需2D轮廓又需3D面积参数时,共聚焦一站式覆盖更高效。
表面粗糙度测量 正从"一条线"走向"一个面"。ISO 25178标准 体系下,3D共聚焦显微镜 以非接触 、高精度 、三维成像能力 ,为半导体 、汽车 、精密制造提供了更可靠的检测路径。选对方法,数据才站得住。
光子湾3D共聚焦显微镜
光子湾3D共聚焦显微镜 是一款用于对各种精密器件及材料 表面,可应对多样化测量场景,符合能够快速高效完成亚微米级形貌和表面粗糙度的精准测量任务,提供值得信赖的高质量数据。

- 超宽视野范围,高精细彩色图像观察
- 提供粗糙度、几何轮廓、结构、频率、功能等五大分析技术
- 采用针孔共聚焦光学系统,高稳定性结构设计
- 提供调整位置、纠正、滤波、提取四大模块的数据处理功能
光子湾共聚焦显微镜 以原位观察与三维成像能力,为精密测量提供表征技术支撑,助力从表面粗糙度与性能分析的精准把控,成为推动多领域技术升级的重要光学测量工具。