在机器视觉项目中,照明绝非"把工件照亮"那么简单,核心是通过控制光的方向、角度、波长、偏振、强度和均匀性 ,让相机稳定捕捉算法所需的核心特征。
同一工件在不同照明方式下(背光、明场、暗场等)成像差异极大:优质照明可简化算法难度,错误照明则会导致识别、定位、测量长期不稳定。
前置基础:机器视觉照明的4个底层光学逻辑
机器视觉照明的本质,是利用工件表面对光的不同响应形成图像对比,所有照明方式均基于以下4类光学现象,是选型的核心依据。
1. 镜面反射
光滑表面将入射光集中反射,近似满足"入射角=反射角 "
特点是方向性极强------反射光进入镜头则产生强高光(甚至过曝),偏离镜头则画面偏暗。
典型表面:抛光金属、电镀件、玻璃、镜面塑料、液晶屏、晶圆、高亮漆面。
2. 漫反射
粗糙表面将入射光分散反射,相机可从较宽角度接收光线
典型表面:普通塑胶、纸张、木材、磨砂金属、喷砂表面、铸件、橡胶。关键注意:实际工件多为"镜面+漫反射混合体"(如塑胶整体漫反射,局部圆角产生镜面高光)。
3. 散射、遮挡与局部反射方向改变
划痕、毛刺、颗粒、崩边、裂纹等缺陷会改变局部光路,核心机制包括:局部表面法线变化、微小凹凸产生阴影、缺陷散射光线、边缘遮挡、透明件内部缺陷折射散射。
暗场、侧向照明、结构光等方式,均依赖此类光路变化增强缺陷对比度。
4. 偏振效应
通过线偏振片抑制镜面反射,核心流程:光源前加起偏器→镜头前加检偏器→旋转检偏器至与起偏器接近正交→削弱镜面反射光→保留漫反射/散射细节光。
适用场景:金属/玻璃/PCB铜箔反光抑制、透明件表面细节、漆面纹理检测。
注意:偏振非万能,曲面、多次反射、强高光场景下无法完全消光;且偏振片会降低进光量,需搭配高亮光源、频闪或延长曝光。
一、背光照明(透射式照明 Back Light)
1. 核心原理
透射式成像,光源位于工件后方、相机位于前方,透明/镂空区域透光(亮),不透明区域遮光(暗) ,核心利用"透光与遮光区域的灰度差"。
2. 标准光路
背光源 → 扩散/准直 → 被测工件 → 工业镜头 → 相机感光芯片
经典布局:相机→镜头→工件→背光源
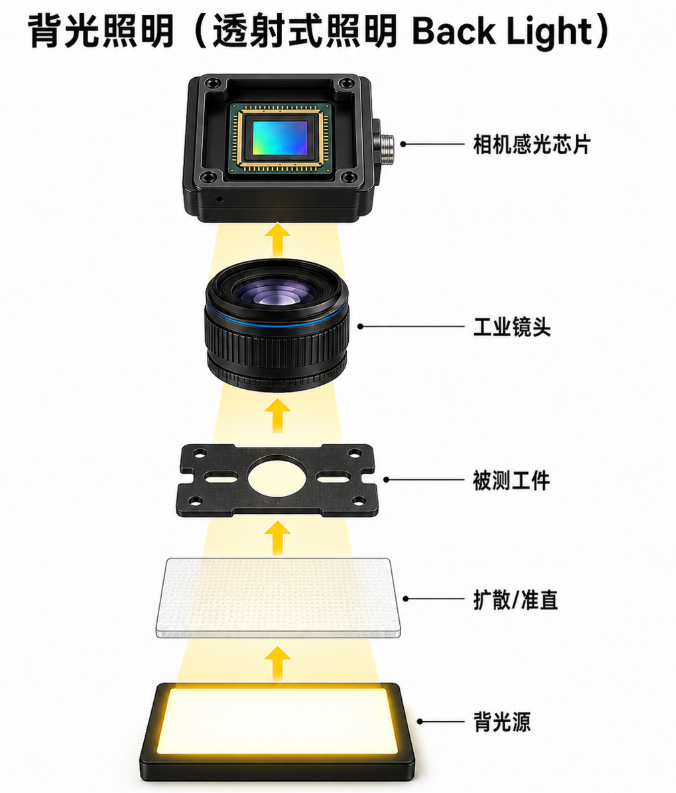
3. 成像机理
弱化工件表面颜色、纹理、反光,仅保留核心特征:外轮廓、边缘、孔径、缺口、缝隙、透明件边缘、有无状态、尺寸关系;不透明工件呈"黑色剪影",透明件可能出现边缘折射、气泡、应力纹。
4. 硬件形态
平面/条形/高亮/准直/远心/大面积漫射背光源;普通漫射适配粗测、有无检测,准直/远心背光源适配高精度尺寸测量。
5. 工程应用
机械手2D轮廓定位、无序分拣外形匹配、密封圈/五金冲裁件轮廓检测、塑胶件对位、孔径/孔距测量、物料有无检测、透明件崩缺检测、小零件(螺丝/垫片)尺寸检测。
6. 优缺点
优点 :边缘对比度高、轮廓提取简单、受颜色/反光影响小、算法稳定、适配亚像素定位和尺寸测量;
局限:无法检测表面划痕、颜色差异、字符图案,透明件易出现折射重影,高精度测量对镜头/光源/机械稳定性要求高。
7. 工程选型避坑
粗测用普通背光 ;
高精度测量需满足:远心镜头 + 准直/远心背光 + 稳定夹具 + 标定 + 亚像素边缘算法;
重点关注工件高度稳定性、边缘倒角、透明件折射问题。
二、正向高角度明场照明(Bright Field Illumination)
1. 核心原理
光源与相机同侧、高角度照射,平整表面的反射/漫反射光进入镜头(画面亮),凹陷、刻印、脏污等区域因吸收/反射方向改变而变暗,核心逻辑"亮背景、暗缺陷"。
2. 光路结构
环形光源/面光源/顶光源 → 工件表面 → 镜头 → 相机
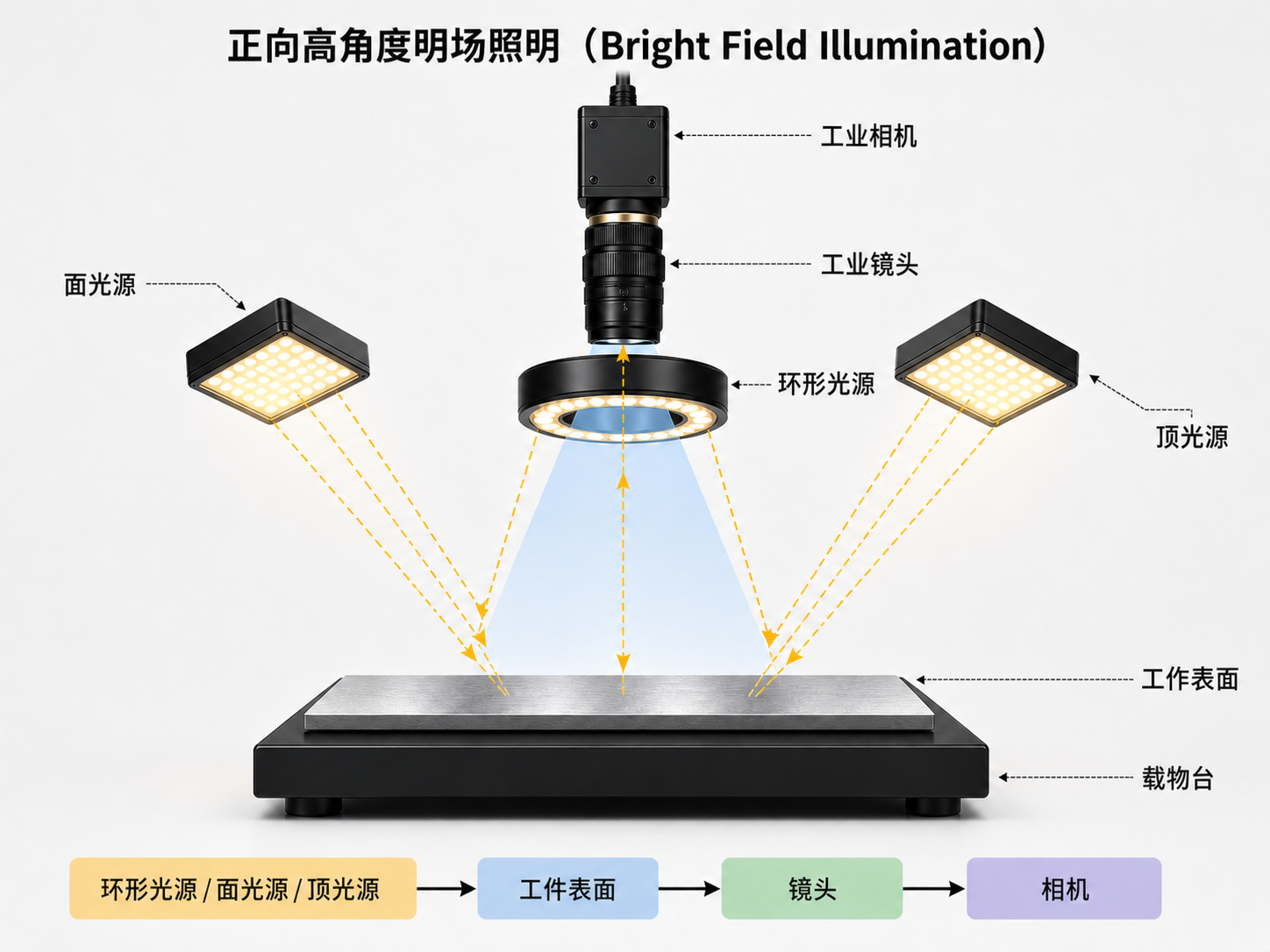
光滑平面易产生镜面高光,粗糙表面以漫反射光为主。
3. 成像机理
平整区域亮,黑色字符、凹刻、污渍、压痕等区域暗,适配字符、标签、普通外观检测。
4. 硬件形态
高角度环形光、方形面光源、顶光、带扩散板环形光、漫射顶光、穹顶直照组合光。
5. 工程应用
标签/条码/二维码检测、字符印刷检测、普通塑胶件外观、纸制品/包装表面检测、物料有无、平面定位、浅色差检测。
6. 优缺点
优点 :通用性强、成本低、布局简单、亮度易提升、调试难度低,对字符/二维码友好;
局限:高反光工件易过曝、曲面易产生局部高光,抛光件易掩盖缺陷,微小划痕/颗粒增强效果差。
7. 工程选型避坑
高反光(抛光金属、玻璃、电镀件)场景慎用;出现过曝可尝试:降低光源角度、加扩散板、改用穹顶光/偏振光/暗场、调整曝光光圈、多角度分时打光。
三、暗场照明(低角度暗场 / 双暗场 Dark Field)
1. 核心原理
低角度光线从侧面/斜侧照射,平整光滑表面的镜面反射光偏离镜头(背景暗) ,缺陷(划痕、毛刺等)散射光进入镜头(缺陷亮),核心逻辑"暗背景、亮缺陷 "。
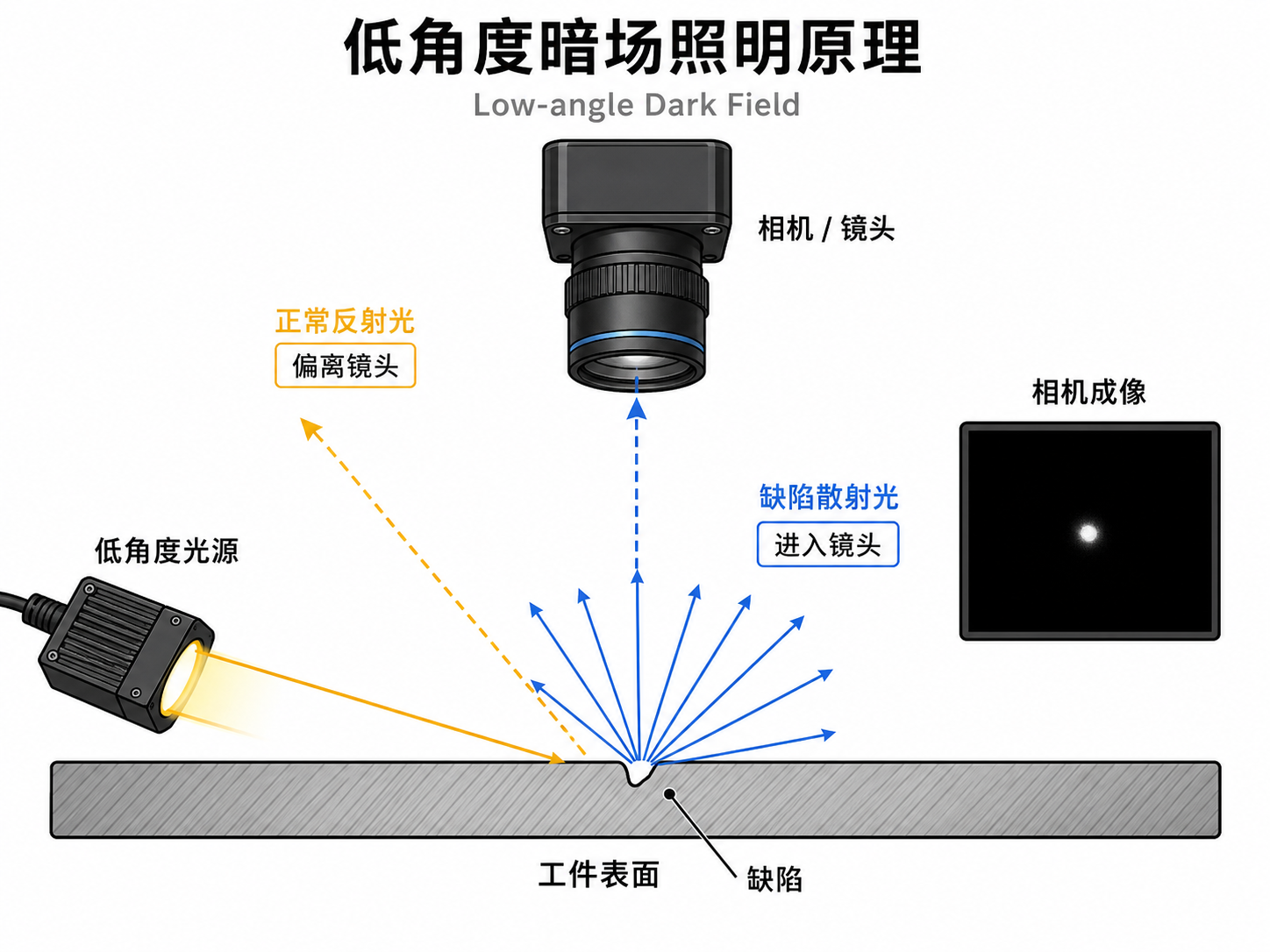
2. 光路结构
低角度光源 → 工件表面 → 正常反射光偏离镜头/缺陷散射光进入镜头 → 相机成像
3. 暗场分类
-
单侧暗场:单侧条形低角度照射,方向性强,某一方向缺陷明显,适配特定方向边缘/焊缝检测;
-
环形暗场:多方向照射,覆盖全面,适配多方向划痕/颗粒检测;
-
双暗场 :多角度组合,兼顾浅划痕和深凹凸,适配复杂表面缺陷。
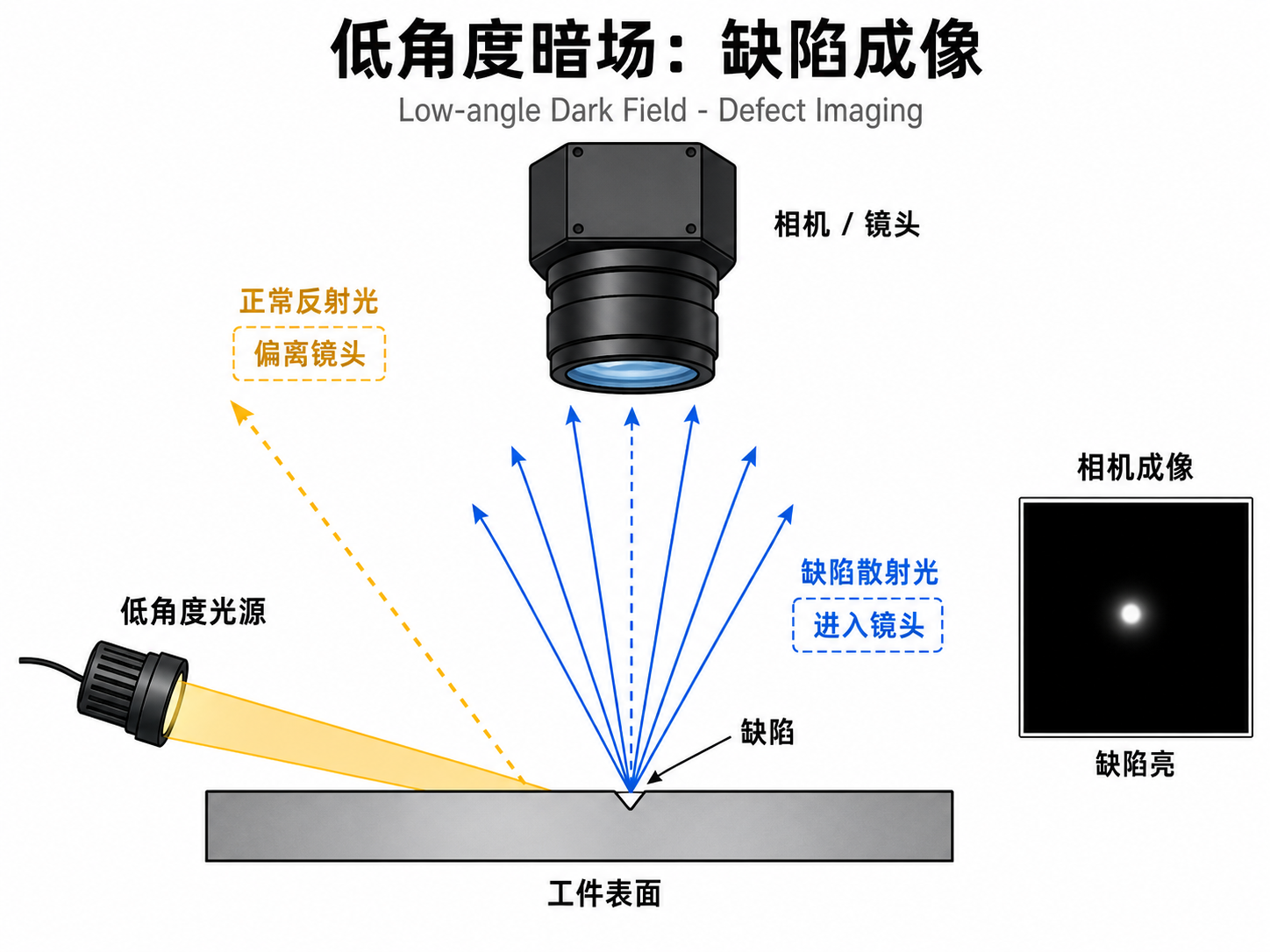
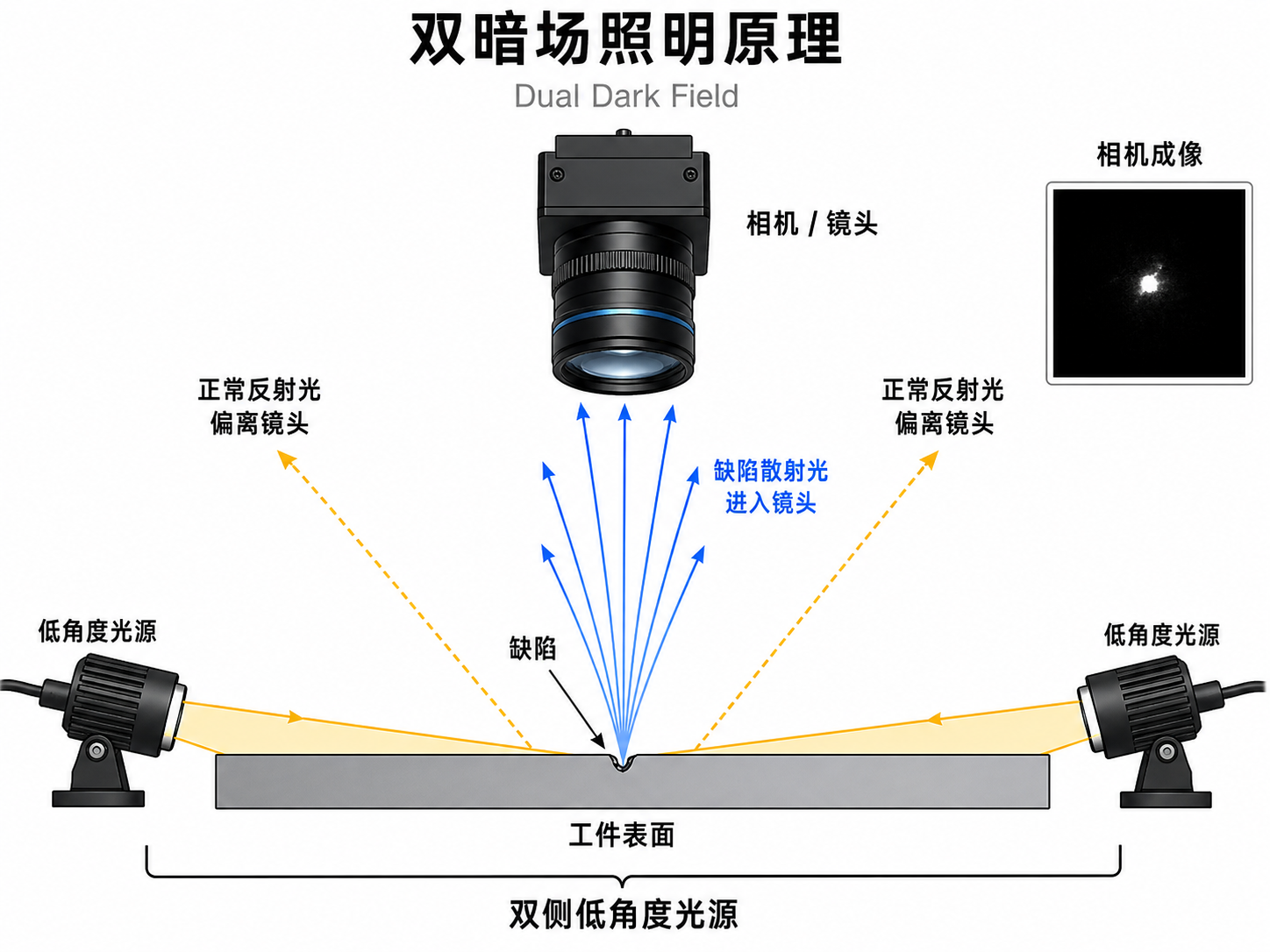
4. 成像机理
平整区域暗,划痕、颗粒、毛刺、崩边等缺陷亮;粗糙表面背景呈灰底,光滑表面暗场效果最佳。
5. 硬件形态
低角度/超低角度环形光、双层双暗场环形光、四条形组合暗场光、单侧条形低角度光、线扫暗场光源。
6. 工程应用
不锈钢微划痕、铝合金磕碰、冲压件毛刺、玻璃/镜片/晶圆颗粒、金属边缘崩缺、倒角不良、薄膜异物检测。
7. 优缺点
优点 :抑制镜面背景、微小缺陷对比度高、算法分割简单、对微结构敏感;
局限:不适合字符/印刷/色差检测,粗糙表面背景变亮,对缺陷方向敏感,易受安装角度影响。
8. 工程选型避坑
单侧光易出现方向偏置(某方向缺陷明显、另一方向不明显),解决方案:用环形/双侧/四侧暗场、多角度分时曝光、固定工件姿态,根据缺陷方向调整入射角。
四、交叉偏振照明(偏振消光照明 Cross Polarization)
1. 核心原理
利用偏振片正交消光特性抑制镜面高光,流程:光源起偏器→线偏振光照射工件→工件反射(镜面反射光偏振稳定,漫反射光偏振混乱)→镜头检偏器(与起偏器正交)→削弱镜面光、保留细节光。
2. 光路结构
光源 → 起偏器 → 工件表面 → 检偏器 → 镜头 → 相机
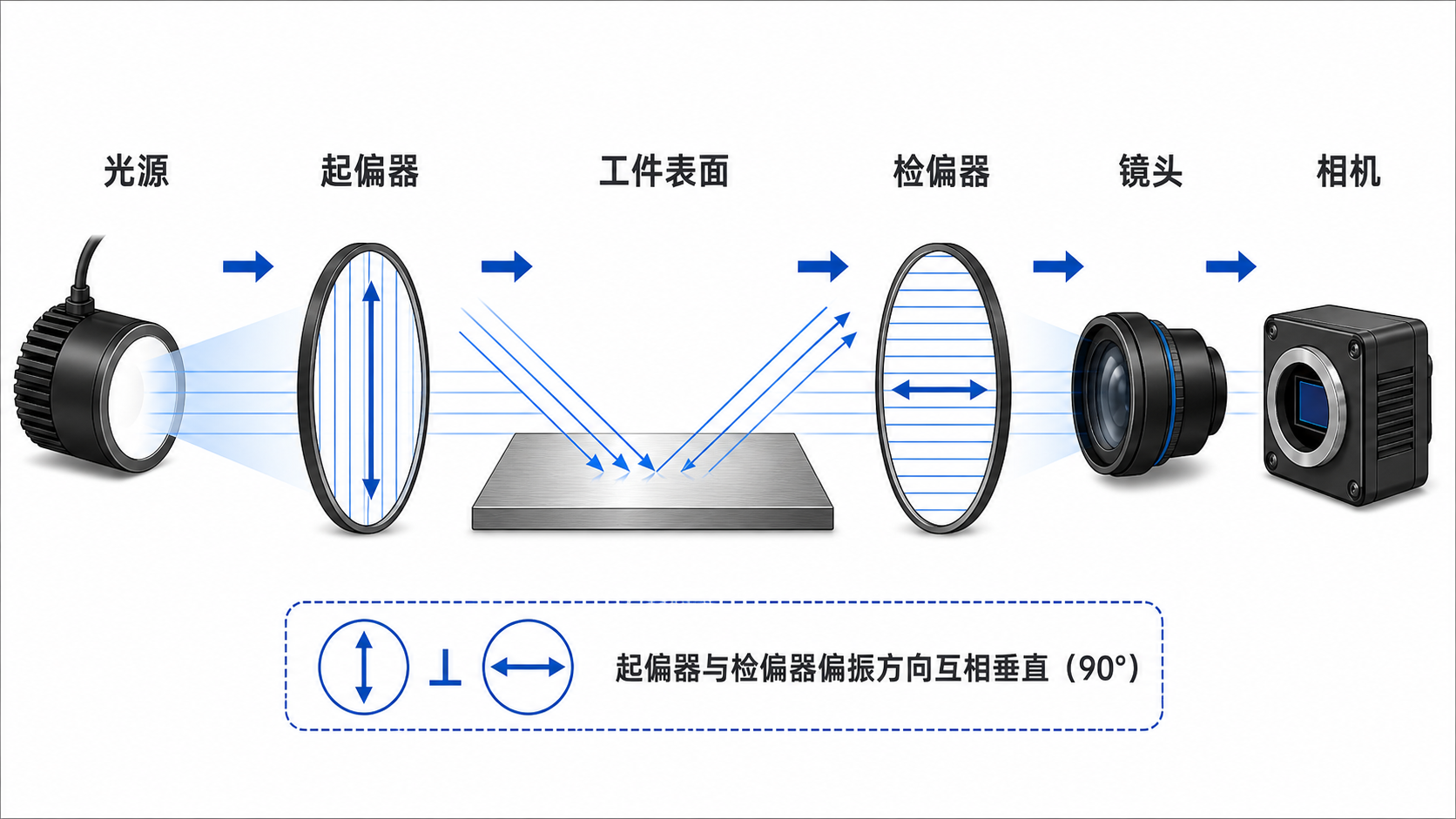
3. 成像机理
抑制高光,突出表面纹理、字符、色差、污渍、划痕、气泡等细节,适配高反光表面检测。
4. 硬件形态
偏振环形光/面光源/条形光/同轴光/背光、镜头可调检偏镜(偏振可与多种光源组合)。
5. 工程应用
抛光金属/电镀件/铝合金高光面检测、玻璃划痕、亚克力污渍、透明塑胶气泡、PCB铜箔反光抑制、锡膏/漆面检测、机器人高光工件定位。
6. 优缺点
优点 :显著消高光、增强反光表面细节、适配反光表面字符读取,是高光抑制核心手段;
局限:无法完全消光(曲面/多次反射仍有高光),光通量损失大,高速检测需高亮/频闪光源,调试需旋转偏振片找最佳角度。
7. 工程选型避坑
偏振非"万能消光工具",效果不佳时可尝试:改变光源角度、改用穹顶/暗场/同轴光、增加扩散、调整曝光光圈、多角度打光、加窄带滤光片。
五、同轴落射照明(同轴光 Coaxial Light)
1. 核心原理
通过半透半反镜/分光棱镜 ,使照明光线与相机观察轴线重合:光线水平进入模块→反射后垂直照射工件→反射光沿原路返回→穿过半透半反镜进入镜头,核心"照明与观察同轴 "。
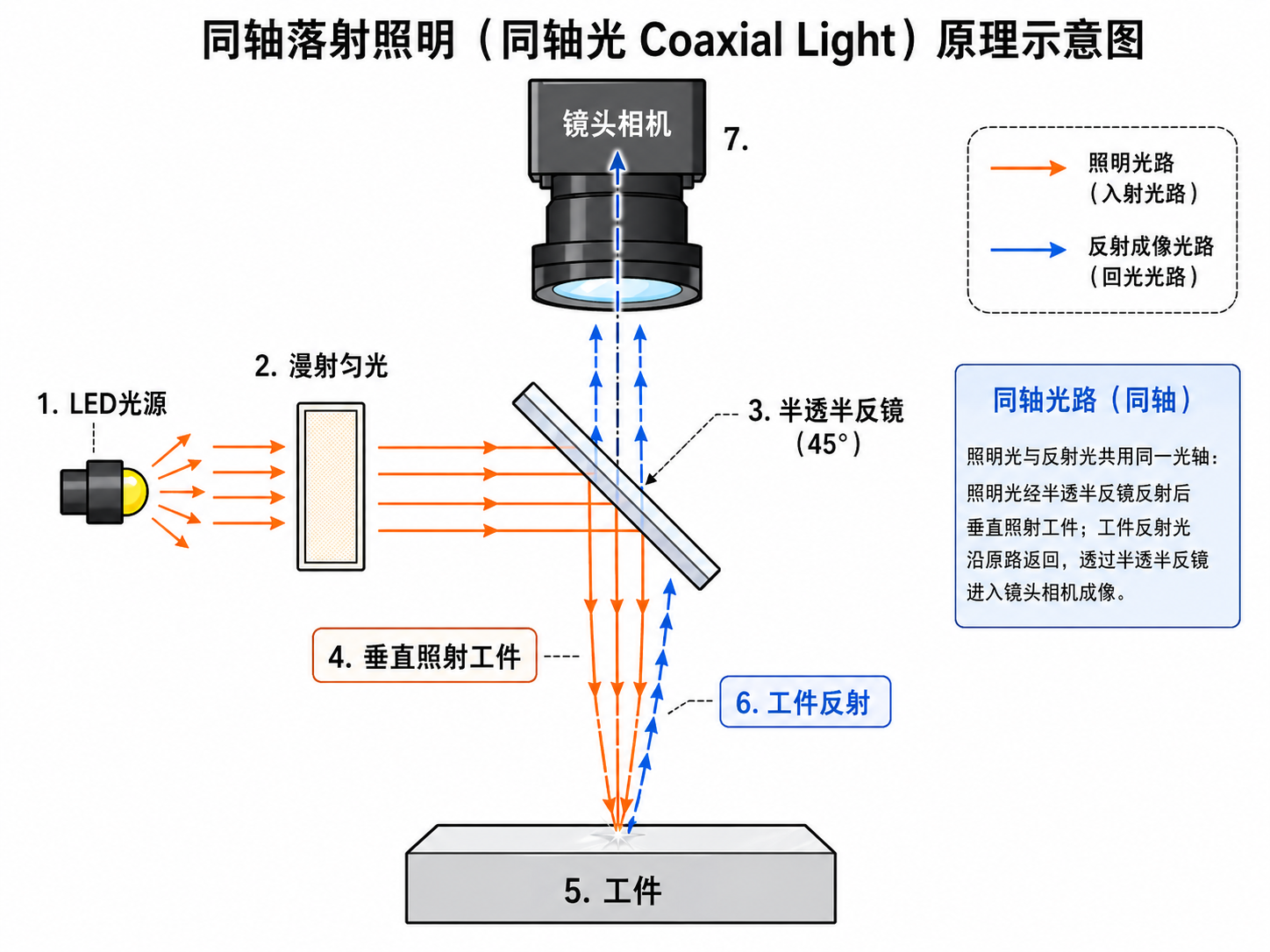
2. 光路结构
LED光源 → 漫射匀光 → 半透半反镜 → 垂直照射工件 → 工件反射 → 镜头相机
3. 成像机理
平整镜面区域亮(反射光原路返回),刻印、凹槽、划痕、污点等区域暗(无法原路返回),适配平面镜面的浅缺陷检测。
4. 硬件形态
一体式/分体式同轴光源、同轴远心照明、偏振同轴光、高亮/大靶面同轴光。
5. 工程应用
晶圆/硅片污点检测、玻璃/手机屏幕/LCD面板检测、金属平面浅刻印读取、镜面工件微小污点、浅凹槽定位。
6. 优缺点
优点 :镜面照明均匀、阴影少、对浅缺陷敏感、定位关系清晰;
局限:成本高、视场受限、光通量损失大,不适合曲面/粗糙表面/深孔,对安装同轴度要求高。
7. 工程选型避坑
同轴光适配"平面镜面+浅凹凸",深孔检测需关注孔径、深宽比、孔壁反光;缺陷不明显时,改用暗场/偏振同轴/穹顶光,或调整曝光、搭配远心镜头。
六、穹顶积分球漫射照明(圆顶无影光 Dome Light)
1. 核心原理
LED布置在半球形/圆顶内部,光线经内壁多次漫反射后,多方向柔和照射工件,核心"削弱阴影和高光,实现均匀成像 "。

2. 成像机理
削弱曲面阴影、局部高光、明暗死角,适配曲面/不规则表面;注意:非绝对无影,存在相机开孔、工件自遮挡、夹具遮挡等问题。
3. 硬件形态
半球形/积分球式穹顶光、大型无影漫射穹顶、开孔式/低角度组合/带偏振片穹顶光。
4. 工程应用
弧形/曲面/球面零件、瓶盖、食品包装、塑胶曲面壳体、压铸件、镜片外观检测,机器人无序曲面工件识别。
5. 优缺点
优点 :光线柔和、画面均匀、阴影少、曲面适应性强,对颜色/印刷/纹理观察友好;
局限:体积大、成本高、安装空间要求高,会削弱微小凹凸对比,不适合依赖阴影检测高度差的场景。
6. 工程选型避坑
选型需确认:工件适配穹顶照明区域、内径足够、相机开孔无暗斑;缺陷被抹平时,可增加侧向/暗场光、多角度分时打光、组合明场暗场图像。
七、条形侧向照明与线扫线光源(Bar Light / Line Light)
1. 核心原理
条形侧光 :长条光源侧面/斜侧打光,通过高度差、边缘变化产生明暗对比;线扫线光:配合线扫相机,用高亮窄线照亮采样区域,核心"突出边缘、台阶、高度变化"。
2. 两者区别
-
条形光源:形态灵活(正打/斜打/侧打),适配边缘增强、缝隙、焊缝定位、反光抑制;
-
线扫线光源 :配合线扫相机,可实现正向/斜向/暗场等多种打光,适配大幅面、高速扫描。
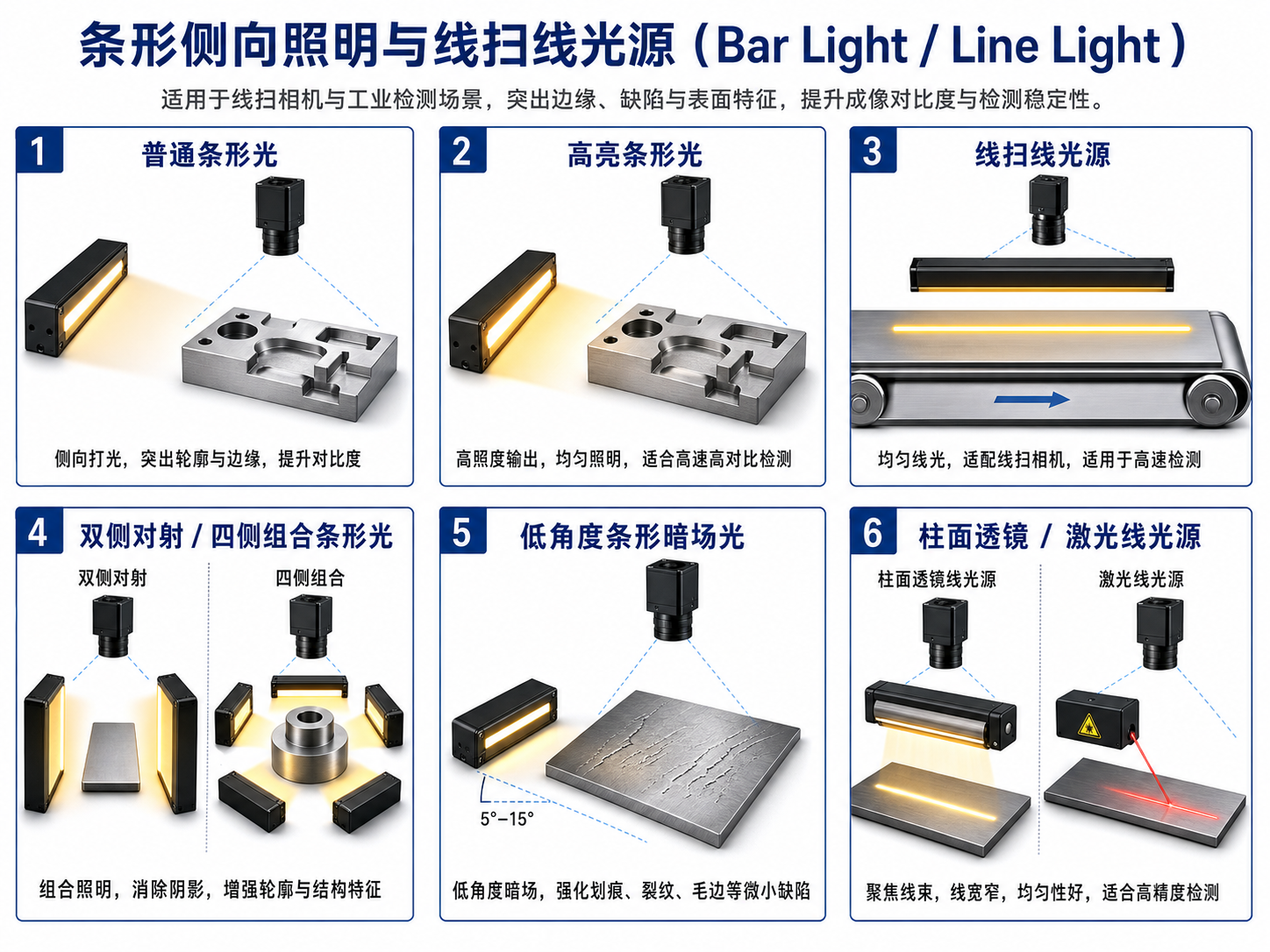
3. 成像机理
平坦区域亮度平缓,棱边、台阶、缝隙、焊缝等高度突变处形成明显亮暗边界,突出细长缺陷。
4. 硬件形态
普通/高亮条形光、线扫线光源、双侧对射/四侧组合条形光、低角度条形暗场光、柱面透镜/激光线光源。
5. 工程应用
长条形型材、导轨、焊缝引导、机器人焊接定位、封箱缝隙、纸箱褶皱、薄膜/卷材/纸张/布料检测、物料高度差检测。
6. 优缺点
优点 :结构简单、方向性强、突出高度差,适配狭长视场、线扫相机、长条形工件;
局限:单侧光方向偏置明显、平面均匀性差、易产生阴影,对曲面明暗不均影响大。
7. 工程选型避坑
单侧光易出现方向问题,解决方案:双侧/四侧组合光、环形暗场、多角度分时曝光,固定工件姿态,或结合3D结构光检测高度。
八、大面积漫射面光源(无影平板光 Diffuse Area Light)
1. 核心原理
通过扩散板/导光板,将LED点光源转换为均匀面发光区域 ,核心"降低热点、阴影、局部过曝,实现大面积均匀成像"。
2. 成像类型(按安装位置)
-
工件后方:背光照明,适配轮廓、孔径检测;
-
工件前方:正面漫射,适配大面积均匀成像;
-
侧方:柔和侧光,适配大视场轻微高度差观察。
3. 成像机理
视场亮度均匀,减少过曝、阴影、LED颗粒感,适配整体观察;方向性弱,对微小凹凸、浅划痕增强能力有限。
4. 硬件形态
平板面光源、大面积背光源、高亮/柔光板/线扫大幅面面光源、扩散板组合光源。
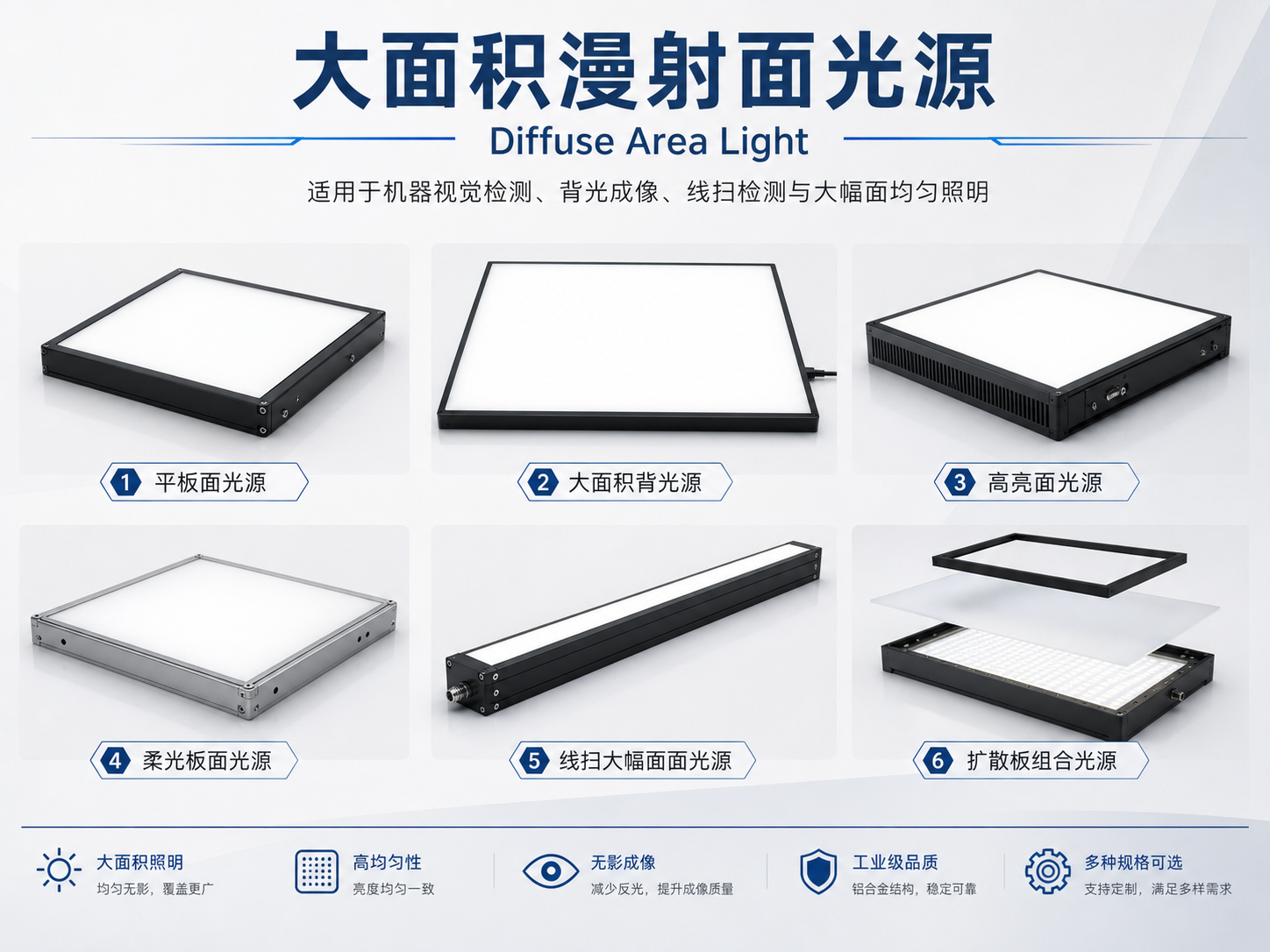
5. 工程应用
大尺寸板材、液晶面板、玻璃整板、大幅面纸张/薄膜/布料检测、整盘物料定位、大视野机器人定位。
6. 优缺点
优点 :视场大、光线柔和、布局简单、画面均匀,适配大幅面检测;
局限:角度选择性弱,不适合微划痕、颗粒、毛刺检测,大尺寸光源占用空间、散热要求高。
7. 工程选型避坑
检测微小缺陷时,需结合暗场、侧光、结构光、偏振等方式,单纯面光源无法满足需求。
九、3D结构光照明(主动3D视觉 Structured Light)
1. 核心原理
与前8种2D照明不同,核心目标是获取三维信息:投射已知图案(激光线、光栅条纹、散斑等),拍摄图案在工件表面的变形,通过几何关系和标定参数,计算深度、高度和三维形貌,核心"图案变形+三角测量恢复3D形状"。
2. 结构光分类
-
激光线结构光:投射1条/多条激光线,适配焊缝跟踪、轮廓扫描、高度检测;
-
面光栅结构光:投射周期性/编码条纹,适配精密3D测量、面形检测;
-
散斑结构光:投射随机散斑,适配无序抓取、机器人3D定位。
3. 硬件形态
激光线发射器、多线激光模组、DLP光栅投影模组、红外散斑投射器、结构光3D相机、主动双目相机、激光轮廓仪、3D线扫传感器。
4. 工程应用
机器人无序分拣/拆码垛/料框抓取、焊缝跟踪、坡口3D检测、零部件三维尺寸测量、高度/体积检测、缺料错位检测、装配姿态识别。
5. 优缺点
优点 :获取深度/高度信息、恢复3D形貌、输出点云,解决传统2D难以处理的空间位置问题;
局限:算法/标定要求高,对环境光、高反光、透明件、黑色吸光件敏感,易受遮挡,成本高,机器人应用需手眼标定。
6. 工程选型避坑
选型需确认:视场、精度、工作距离、工件特性(反光/透明/吸光)、环境光、节拍;3D技术路线还包括双目、ToF、激光三角测量,需按需选择。
十、照明选型核心参数(不止看灯型)
1. 检测目标(核心依据)
| 检测目标 | 优先照明方式 |
|---|---|
| 外轮廓、孔径、尺寸、缺口 | 背光、准直背光、远心背光 |
| 印刷、二维码、标签、字符 | 高角度明场、漫射光、偏振明场 |
| 微划痕、颗粒、毛刺、崩边 | 暗场、双暗场、低角度侧光 |
| 高反光表面细节 | 偏振、穹顶、同轴、改变入射角 |
| 曲面、球面、异形件 | 穹顶光、漫射光、多角度组合光 |
| 台阶、缝隙、焊缝 | 条形侧光、低角度光、激光线 |
| 深度、高度、姿态、点云 | 结构光、激光三角、ToF、双目 |
2. 工件表面类型
-
镜面件(金属、玻璃等):优先反射角控制、偏振、穹顶、同轴、暗场;
-
粗糙件(铸件、磨砂件等):优先明场、漫射光、条形侧光;
-
透明件(玻璃、亚克力等):优先背光、暗场、偏振、同轴;
-
黑色吸光件(黑橡胶、深色涂层等):优先高亮光源、长曝光、合适波长。
3. 光源波长
| 光源颜色/波长 | 常见用途 |
|---|---|
| 白光 | 彩色识别、人工观察、通用检测 |
| 红光 | 稳定定位、轮廓检测、普通工业检测 |
| 蓝光 | 浅表划痕、激光刻印、黑色材料细节 |
| 绿光 | 金属、玻璃、PCB特定场景 |
| 红外光 | 降低颜色干扰、部分材料穿透 |
| 紫外光 | 荧光检测、胶水、油污、防伪 |
4. 其他关键参数
-
镜头因素:高精度测量需关注畸变、分辨率、远心度,常用组合"远心镜头+远心背光+高分辨率相机+标定";
-
曝光与频闪:高速场景(传送带、飞拍)需匹配曝光时间、光源亮度、频闪控制,弥补偏振/扩散板的光通量损失;
-
环境光:暗场、结构光场景需加遮光罩、窄带光源/滤光片,避免环境光干扰;
-
安装空间:穹顶、同轴、结构光对空间要求高,需确认光源尺寸、工作距离、夹具/机器人干涉。
十一、九大照明模式选型
| 需求 | 首选照明 | 备选与注意事项 |
|---|---|---|
| 外形轮廓、孔径、尺寸 | 背光 | 高精度用远心镜头+准直/远心背光 |
| 普通字符、标签、二维码 | 高角度明场 | 高反光加偏振,或改用漫射/穹顶 |
| 微划痕、颗粒、毛刺、崩边 | 暗场/双暗场 | 注意缺陷方向性,必要时多角度打光 |
| 高反光表面消高光 | 偏振、穹顶、同轴 | 偏振损失亮度,曲面不一定完全消光 |
| 平面镜面、浅刻印 | 同轴光 | 深孔需看深宽比和孔底反射 |
| 曲面、异形件 | 穹顶光/漫射光 | 会削弱微小凹凸和划痕对比 |
| 长条形、线扫、焊缝 | 条形光/线扫线光源 | 单侧光有方向偏置,需双侧/多角度 |
| 大幅面柔和成像 | 大面积漫射面光源 | 不适合突出微小凹凸 |
| 深度、高度、姿态 | 结构光/激光三角/ToF | 反光、透明、遮挡是核心难点 |
十二、机器视觉照明调试五步法
-
明确检测特征:确定是看轮廓、尺寸、字符、划痕还是高度,锁定核心检测目标;
-
判断表面反射类型:区分镜面、漫反射、透明、黑色吸光等表面,确定光源角度方向;
-
先用几何选光:按"轮廓→背光、平面→明场、微缺陷→暗场、高光→偏振/穹顶、曲面→穹顶、高度→结构光"粗选;
-
再用波长优化对比度:测试不同波长(白/红/蓝/红外),以"缺陷与背景灰度差最大"为目标,而非画面最亮;
-
锁定工程参数:固定光源角度、距离、亮度、曝光、镜头参数等,用多批次样品验证稳定性(抗环境光、工件姿态变化)。
总结
机器视觉照明的核心的是"突出目标特征、抑制干扰 ",而非"越亮越好"。9类照明方式各有适配场景,实际项目中多为"多光源组合+镜头+算法+机械结构"的协同方案,核心目标是实现不同批次、环境下的图像稳定------只有图像稳定,定位、识别、测量才能真正可靠。