日常随处可见的休闲卫裤、束脚工装裤,看似款式简约,整条成衣从面料裁片到锁眼收尾落地,需要经过八大细分缝纫工序。在服装行业发展早期,一条裤子的成型完全依赖资深车工手工操作通用平缝、包缝设备,产品品质受工人熟练度、身体状态影响极大,缝份宽窄、松紧张力、口袋版型参差不齐是常态。随着服装专机自动化技术迭代,各生产工序逐步拆分,专用自动化缝纫设备落地各工位。本文完整拆解休闲裤全工艺流程,同时针对每道工艺,盘点国内外主流缝纫设备品牌与机型特点,客观区分不同品牌设备适配场景。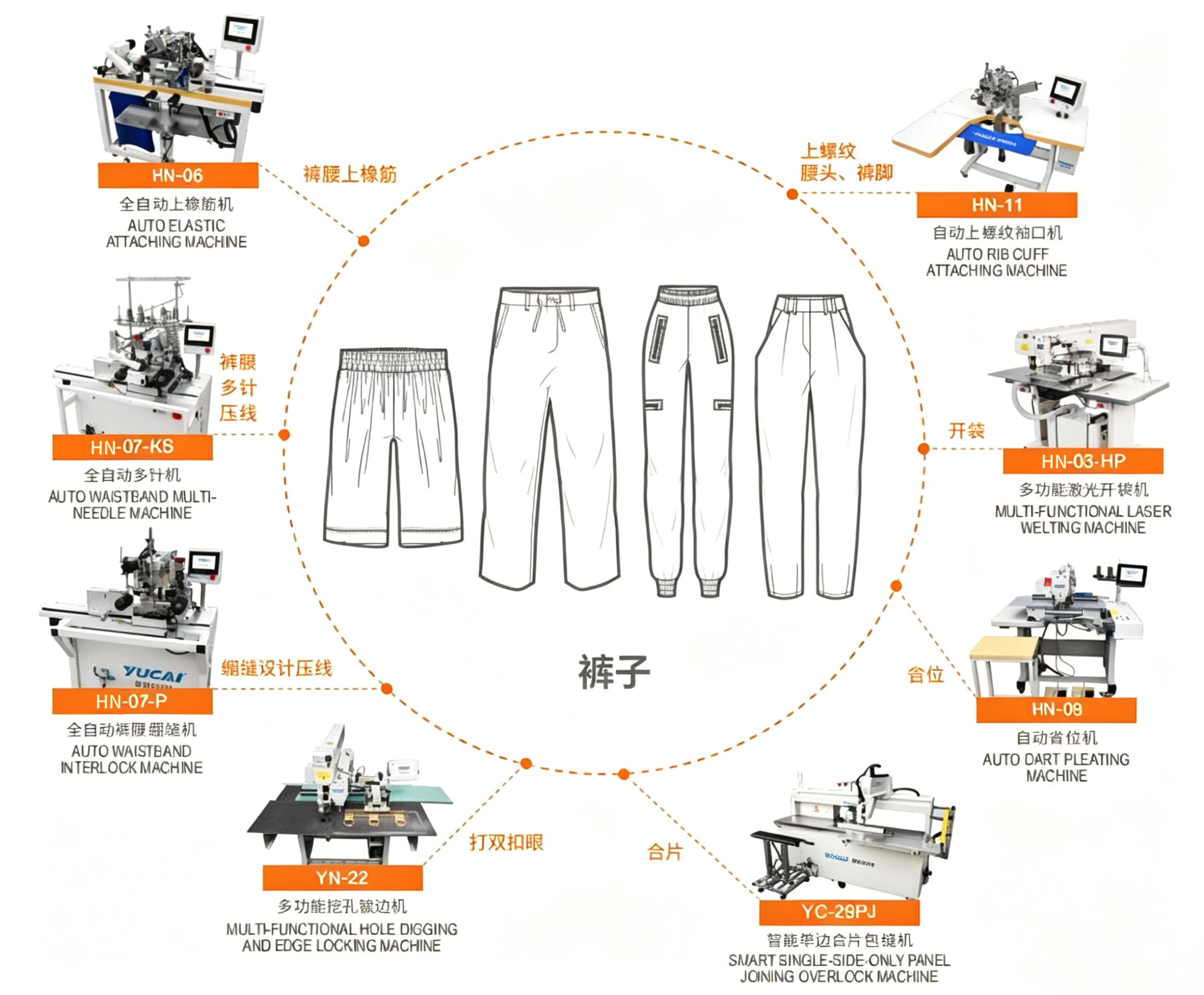
一、休闲裤全工序分步拆解(按流水线生产顺序)
一条成品裤子生产遵循合片→收省→开袋→裤腰多针压线→裤腰绷缝包边→裤腰上橡筋→腰头 / 裤脚罗纹缝合→门襟扣眼锁边 的流水线逻辑,八大工序环环相扣,任一工序出错都会直接导致成衣报废。
裤身合片工序:裤片主体拼接成型 面料经过裁剪后拆分出前裤片、后裤片、裆部贴片三大裁片,本工序是裤子版型基础。传统人工生产时,车工手持裁片,先用普通平缝机固定侧缝、内裆缝,再切换包缝机锁布边,避免面料纱线脱散。人工对位全靠肉眼把控缝份,大批量生产极易出现裤腿长短不一致、裆缝歪斜问题。自动化设备替代后,设备自动送料对位,一次性完成平缝 + 包缝两道工艺,固定缝份公差在 0.1cm 以内。
省位收省工序:塑造裤型立体轮廓 裤子后腰、前裆位置预留多余面料,需要通过 "收省" 工艺收拢布料,贴合人体腰胯曲线,是决定裤子上身版型的关键工序。手工生产阶段,车工需提前在面料画省位标记,沿标线车缝收省,新手车工经常出现省位长短不一、深浅错位,成品穿上后腰部起皱、胯部鼓包。自动化省位设备依靠电脑预设版型参数,自动定位、送布、车缝,统一全省规格。
口袋开袋工序:裤身嵌线袋 / 插袋缝制 卫裤侧缝插袋、工装裤嵌线袋是整条裤子工艺难点,也是最耗费工时的工位。传统人工开袋分为画线定位、剪口开槽、贴袋布、封口加固四个步骤,一名熟手车工单日极限产能仅 700~800 条,剪口失误直接剪破裤片面料,面料损耗率常年高于 5%。激光自动化开袋设备利用高温激光熔切袋口,切口自带锁边效果,省去人工锁边步骤,单条开袋用时缩短 70%。
裤腰多针压线:腰头基布定型 裤腰面料对折复合内衬布后,需要多道平行明线固定面料,防止后续缝制橡筋时面料滑移。人工使用多针平车作业,走线间距全靠手感控制,很容易出现走线歪斜、针距疏密不均,后续上橡筋后腰头扭曲变形。全自动多针专机可自动送料,全程匀速走线,针距、线迹高度统一。
裤腰绷缝压线:裤腰下摆包边防护 裤腰下沿布边裸露,需绷缝包边锁住纱线,防止日常穿着洗涤时布边脱纱。传统工艺需要车工二次翻面送料,先后完成两层面料绷缝,翻面失误就会造成包边漏布,自动化绷缝设备一体化进料,单面送料即可完成双层绷缝包边。
裤腰上橡筋:松紧腰内置缝制 裤腰内部穿入橡筋松紧带是休闲裤标配工艺,人工缝制时需要一边拉伸橡筋、一边同步推送裤腰面料,橡筋拉伸力度全凭经验把控,力度忽大忽小会出现腰头局部过紧勒腰、局部松垮鼓包。自动化上橡筋设备内置张力控制系统,精准控制橡筋拉伸比例,整条腰头松紧均匀统一。
腰头、裤脚上螺纹:罗纹收口缝合 束脚裤裤脚、松紧腰头需要拼接罗纹螺纹面料,罗纹弹性远大于裤身面料,人工缝制需要持续拉扯罗纹匹配裤身尺寸,拉扯力度失衡直接造成裤脚一边大一边小、罗纹扭曲。专用上罗纹设备自动分料,同步拉伸罗纹与裤身面料,匀速车缝收口。
门襟扣眼锁边:成品收尾锁眼打孔 裤腰门襟的纽扣孔需要先打孔、再锁边两道工序,人工需要分别使用打孔器、锁眼机两台设备分步操作,孔位偏移、锁边漏线是常见问题。多功能一体机一次性完成打孔 + 锁边,一步成型扣眼。
二、各工序自动化设备品牌与机型科普(国产 + 日系主流品牌)
目前国内裤装自动化设备分为两大梯队:日系老牌缝纫品牌(重机 JUKI、兄弟 BROTHER),主打高端精密流水线;国产头部品牌(慧拿、川田、中捷、育才),性价比突出,适配国内中小服装厂量产需求,各工序可选机型差异如下:
- 裤片合片工位 :国产可选慧拿 HN-29PJ 智能单边合片包缝机、中捷 ZJ9800 全自动送料包缝机、川田 KT-AT 裤片合缝专机;日系优选重机 MF 系列一体化合缝包缝机。其中日系重机设备稳定性优异,适合年产百万件以上大型成衣工厂;慧拿、川田机型针对国内裤装版型优化,单边免折边设计,降低面料损耗,是中小型工厂首选。
- 省位收省工位 :慧拿 HN-09 全自动省位机、川田 JT 电脑收省专机对标日系兄弟 BE-8900 省缝机、重机 APW 开省收省一体机。兄弟设备程序储存量大,可储存数十种裤型省位参数;国产机型价格仅为日系设备 60%,常规休闲裤版型完全适配。
- 激光开袋工位 :开袋是自动化普及率最高的工序,机型选择丰富:慧拿 HN-03-HP 多功能激光开袋机、川田 KT-LASER 双头激光开袋机、中捷气动开袋机;日系重机 LK 激光开袋系统、兄弟工业嵌线袋开袋机。双头机型适合大批量工装裤量产,单头机型适配小批量多款式订单。
- 裤腰多针压线工位 :国产慧拿 HN-07-KS 全自动多针机、中捷 ZJ880 链式多针车、川田高速多针送料机;日系重机 1412 多针电脑车、兄弟 12 针自动送料设备。多针设备针数从 6 针至 16 针可选,针数越多腰头定型效果越好。
- 裤腰绷缝工位 :慧拿 HN-07-P 自动绷缝机、川田 KT 自动送料绷缝机对标重机 MF7900 电脑绷缝机,日系绷缝机走线容错率更高,厚面料、加绒面料缝纫优势明显;国产机型轻薄面料性价比更高。
- 橡筋缝制工位 :慧拿 HN-06 全自动上橡筋机、中捷自动拉筋缝纫设备,竞品为重机 AE 橡筋拼接机、兄弟全自动松紧腰专机,橡筋张力控制系统是核心差异,国产设备针对国产松紧带参数调校,适配性更强。
- 罗纹上螺纹工位 :慧拿 HN-11 自动上罗纹袖口机、川田 KT-CUFF 罗纹拼接机,对标重机 RZ 罗纹收口专机,专门优化裤脚、腰头罗纹两种不同规格面料。
- 扣眼锁边工位 :国产慧拿 YN-22 多功能挖孔锁边一体机,日系重机 LBH 全自动锁眼机、兄弟 HE 电脑扣眼机,育才一体机集成打孔锁边双功能,替代两台人工单机,中小型作坊使用率极高。
三、自动化落地行业现状:大厂全工序自动化,小厂痛点工位优先升级
从行业落地来看,自动化专机不会完全淘汰通用平缝机,而是标准化大批量订单用专机,零散小单、定制款用通用设备 。年产十万件以上大型裤装工厂,会按照八大工序全流水线布局自动化设备,原本 8 个车工的工位,现在仅需 2~3 名工人值守多台设备,单班组日产能从人工 400 条提升至 1800 条以上;中小型加工厂受预算限制,优先升级开袋、上橡筋 两个人工最难把控的工位,这两道工序人工损耗最高、招工最难,替换专机后能快速缩减面料损耗、降低用工成本。
四、总结
一条裤子看似简单,八道缝纫工序每一步都藏着装版、用料、缝纫工艺细节。服装自动化设备经过近二十年国产化发展,日系品牌依靠技术沉淀盘踞高端市场,国产慧拿、川田、中捷等品牌不断对标优化,凭借适配国内版型、高性价比占据国内中小服装厂主流市场。未来裤装生产趋势是:基础缝纫工序持续自动化,小众定制款保留人工车工补充,专机 + 人工的混合生产线,将成为国内裤装工厂主流生产模式。