本文分享一套完整的双色注塑成型工艺参数多目标优化方案,融合Kriging高斯过程代理模型与NSGA-II遗传算法,实现收缩率与翘曲量的协同优化,为注塑工艺工程师提供可落地的智能优化思路。
一、研究背景:为什么双色注塑需要智能优化
双色注塑(Two-Color Injection Molding)是将两种不同颜色或材质的塑料依次注入同一模具,形成一体化双色制品的先进成型技术。相比传统单色注塑,双色注塑在提升产品美观度、功能集成度和结构强度方面具有显著优势,已广泛应用于汽车内饰、消费电子、医疗器械等领域。
然而,双色注塑的工艺复杂度远高于单色注塑。两射材料在模具内的先后注入、冷却收缩和界面结合,使得工艺参数之间存在强烈的耦合关系。模具温度、熔体温度、注射速度、保压压力、保压时间、冷却时间等十余个参数共同决定了最终制品的质量。传统上,工艺参数的确定主要依赖工程师经验和大量试模,存在以下痛点:
- 多目标冲突:降低收缩率往往需要提高保压压力,但这可能加剧翘曲变形;两射材料的温度匹配也直接影响界面质量和各自收缩行为。
- 参数维度高:涉及10个以上工艺参数,传统单因素试验或正交试验难以覆盖参数间的交互效应。
- 仿真成本高:使用Moldflow等专业模流软件进行数值模拟,单次分析耗时数小时至数天,无法支撑大规模参数寻优。
因此,构建一套"少量仿真采样 + 高精度代理模型 + 高效多目标优化"的智能优化框架,成为提升双色注塑工艺设计效率的关键路径。
二、技术路线:Kriging + NSGA-II 双引擎驱动
本方案的核心技术路线可以概括为"三步走":
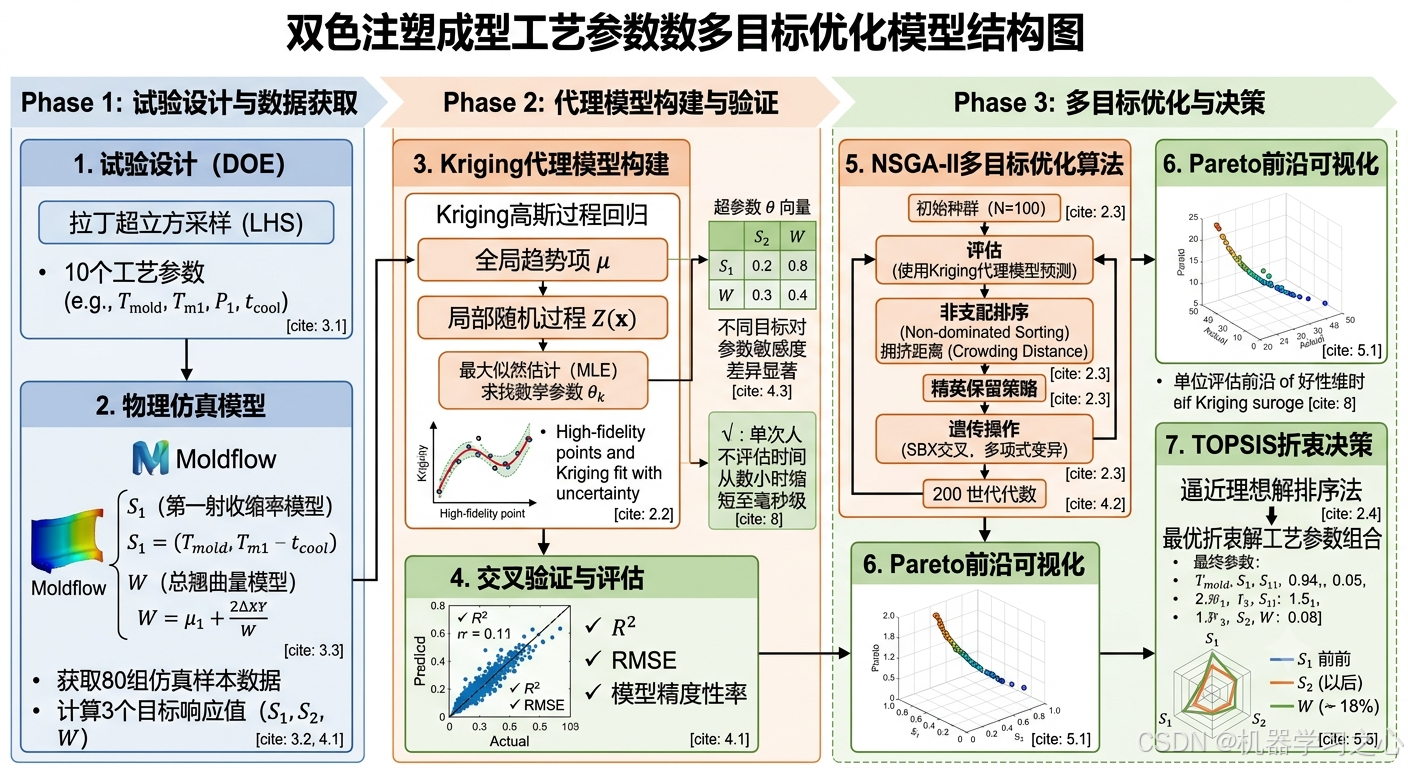
2.1 试验设计:拉丁超立方采样(LHS)
在10维工艺参数空间中,采用**拉丁超立方采样(Latin Hypercube Sampling, LHS)**生成80组试验方案。LHS相比随机采样具有更好的空间填充性,能够在较少样本点的情况下均匀覆盖设计空间,是计算机试验设计中的经典方法。
采样公式为:
Xij=lbj+πi−1+uijN⋅(ubj−lbj)X_{ij} = lb_j + \frac{\pi_i - 1 + u_{ij}}{N} \cdot (ub_j - lb_j)Xij=lbj+Nπi−1+uij⋅(ubj−lbj)
其中 πi\pi_iπi 为 111 到 NNN 的随机排列,uij∼U(0,1)u_{ij} \sim U(0,1)uij∼U(0,1) 为均匀分布随机数,保证每个维度上样本点均匀分布。
2.2 代理模型:Kriging高斯过程回归
Kriging模型(又称高斯过程回归,Gaussian Process Regression)是一种基于空间相关性的非参数插值方法,其核心思想是:空间上相近的样本点,其响应值也相似。Kriging模型由全局趋势项 和局部随机过程两部分组成:
y(x)=μ+Z(x)y(\mathbf{x}) = \mu + Z(\mathbf{x})y(x)=μ+Z(x)
- μ\muμ:常数趋势项(全局均值)
- Z(x)Z(\mathbf{x})Z(x):零均值高斯过程,协方差函数为 CovZ(xi),Z(xj)=σ2R(xi,xj)CovZ(\\mathbf{x}_i), Z(\\mathbf{x}_j) = \sigma^2 R(\mathbf{x}_i, \mathbf{x}_j)CovZ(xi),Z(xj)=σ2R(xi,xj)
相关函数采用高斯核(平方指数核):
R(xi,xj)=∏k=1dexp(−θk(xik−xjk)2)R(\mathbf{x}i, \mathbf{x}j) = \prod{k=1}^{d} \exp\left(-\theta_k (x{ik} - x_{jk})^2\right)R(xi,xj)=k=1∏dexp(−θk(xik−xjk)2)
其中 θk\theta_kθk 为各维度的长度尺度超参数,通过**最大似然估计(MLE)**优化得到。θk\theta_kθk 越大,表示该维度对响应的影响越局部化;θk\theta_kθk 越小,影响越全局化。
模型参数估计:
通过广义最小二乘估计趋势项:
μ^=(FTR−1F)−1FTR−1y\hat{\mu} = (\mathbf{F}^T \mathbf{R}^{-1} \mathbf{F})^{-1} \mathbf{F}^T \mathbf{R}^{-1} \mathbf{y}μ^=(FTR−1F)−1FTR−1y
过程方差:
σ^2=(y−Fμ^)TR−1(y−Fμ^)n\hat{\sigma}^2 = \frac{(\mathbf{y} - \mathbf{F}\hat{\mu})^T \mathbf{R}^{-1} (\mathbf{y} - \mathbf{F}\hat{\mu})}{n}σ^2=n(y−Fμ^)TR−1(y−Fμ^)
预测公式(BLUP):
对于新样本点 x∗\mathbf{x}^*x∗,Kriging预测值为:
y^(x∗)=μ^+rTR−1(y−Fμ^)\hat{y}(\mathbf{x}^*) = \hat{\mu} + \mathbf{r}^T \mathbf{R}^{-1} (\mathbf{y} - \mathbf{F}\hat{\mu})y^(x∗)=μ^+rTR−1(y−Fμ^)
其中 r\mathbf{r}r 为新点与训练点之间的相关向量。Kriging模型的独特优势在于,除了给出预测均值外,还能提供预测方差(MSE),量化预测的不确定性,为后续自适应采样和模型更新提供依据。
2.3 多目标优化:NSGA-II非支配排序遗传算法
NSGA-II(Non-dominated Sorting Genetic Algorithm II)由Deb等人于2002年提出,是目前应用最广泛的多目标进化算法之一。其核心机制包括:
(1)非支配排序(Non-dominated Sorting)
对于最小化问题,解 aaa 支配解 bbb 当且仅当:
∀i:fi(a)≤fi(b)且∃j:fj(a)<fj(b)\forall i: f_i(a) \leq f_i(b) \quad \text{且} \quad \exists j: f_j(a) < f_j(b)∀i:fi(a)≤fi(b)且∃j:fj(a)<fj(b)
通过分层排序,将种群划分为多个Pareto前沿(Front 1, Front 2, ...),Front 1中的解即为当前种群的非支配解集。
(2)拥挤距离(Crowding Distance)
在同一Pareto前沿内,通过计算每个解在目标空间中的拥挤距离来保持解的多样性:
CDi=∑m=1Mfmi+1−fmi−1fmmax−fmminCD_i = \sum_{m=1}^{M} \frac{f_m^{i+1} - f_m^{i-1}}{f_m^{\max} - f_m^{\min}}CDi=m=1∑Mfmmax−fmminfmi+1−fmi−1
边界点的拥挤距离设为无穷大,确保极端解不被丢失。
(3)精英保留策略
将父代与子代合并后,按非支配排序和拥挤距离选择最优的 NNN 个个体进入下一代,保证优良解不会被丢失。
(4)遗传操作
- 模拟二进制交叉(SBX) :模拟单点交叉的二进制特性,通过分布指数 ηc\eta_cηc 控制子代与父代的偏离程度:
c1=0.5(y1+y2)−βq(y2−y1)c_1 = 0.5\left(y_1 + y_2) - \\beta_q(y_2 - y_1)\\rightc1=0.5(y1+y2)−βq(y2−y1)
c2=0.5(y1+y2)+βq(y2−y1)c_2 = 0.5\left(y_1 + y_2) + \\beta_q(y_2 - y_1)\\rightc2=0.5(y1+y2)+βq(y2−y1)
- 多项式变异 :通过分布指数 ηm\eta_mηm 控制变异幅度,在解的邻域内进行局部搜索。
2.4 最优折衷解:TOPSIS方法
Pareto前沿提供了多个互不支配的最优解,实际工程中需要选择一个折衷解。本文采用TOPSIS(逼近理想解排序法),通过计算各解到正理想解(各目标最小值)和负理想解(各目标最大值)的相对贴近度,选取最优折衷解:
Ci=Di−Di++Di−C_i = \frac{D_i^-}{D_i^+ + D_i^-}Ci=Di++Di−Di−
其中 Di+D_i^+Di+ 和 Di−D_i^-Di− 分别为到正、负理想解的欧氏距离,CiC_iCi 越大表示该解越优。
三、工艺参数与优化目标
3.1 设计变量(10个工艺参数)
| 参数编号 | 工艺参数 | 符号 | 取值范围 | 单位 |
|---|---|---|---|---|
| x1 | 模具温度 | TmoldT_{mold}Tmold | 40, 80 | °C |
| x2 | 第一射熔体温度 | Tm1T_{m1}Tm1 | 200, 260 | °C |
| x3 | 第二射熔体温度 | Tm2T_{m2}Tm2 | 200, 260 | °C |
| x4 | 第一射注射速度 | V1V_1V1 | 30, 90 | mm/s |
| x5 | 第二射注射速度 | V2V_2V2 | 30, 90 | mm/s |
| x6 | 第一射保压压力 | P1P_1P1 | 40, 80 | MPa |
| x7 | 第二射保压压力 | P2P_2P2 | 40, 80 | MPa |
| x8 | 第一射保压时间 | t1t_1t1 | 5, 15 | s |
| x9 | 第二射保压时间 | t2t_2t2 | 5, 15 | s |
| x10 | 冷却时间 | tcoolt_{cool}tcool | 15, 30 | s |
3.2 优化目标(3个质量指标)
| 目标编号 | 质量指标 | 符号 | 单位 | 优化方向 |
|---|---|---|---|---|
| f1 | 第一射体积收缩率 | S1S_1S1 | % | 最小化 |
| f2 | 第二射体积收缩率 | S2S_2S2 | % | 最小化 |
| f3 | 总翘曲量 | WWW | mm | 最小化 |
3.3 物理仿真模型
实际工程中,目标响应通过Moldflow模流分析获取。本方案中构建了基于物理机理的解析模型作为替代,包含:
第一射收缩率模型:
S1=3.5+0.8ΔT1−1.2C1+0.3ΔT12+0.15(1−C1)2−0.2tcoolΔT1+0.05∣Tm1−Tm2∣S_1 = 3.5 + 0.8\Delta T_1 - 1.2C_1 + 0.3\Delta T_1^2 + 0.15(1-C_1)^2 - 0.2t_{cool}\Delta T_1 + 0.05|T_{m1} - T_{m2}|S1=3.5+0.8ΔT1−1.2C1+0.3ΔT12+0.15(1−C1)2−0.2tcoolΔT1+0.05∣Tm1−Tm2∣
其中 ΔT1=Tm1−Tmold\Delta T_1 = T_{m1} - T_{mold}ΔT1=Tm1−Tmold 为熔体-模具温差,C1=P1t1/(1+V1)C_1 = P_1 t_1 / (1 + V_1)C1=P1t1/(1+V1) 为保压补偿效率。
第二射收缩率模型:
S2=3.2+0.7ΔT2−1.0C2+0.25ΔT22+0.2(1−C2)2−0.15tcoolΔT2+0.3IeffS_2 = 3.2 + 0.7\Delta T_2 - 1.0C_2 + 0.25\Delta T_2^2 + 0.2(1-C_2)^2 - 0.15t_{cool}\Delta T_2 + 0.3I_{eff}S2=3.2+0.7ΔT2−1.0C2+0.25ΔT22+0.2(1−C2)2−0.15tcoolΔT2+0.3Ieff
其中 Ieff=0.1∣Tm1−Tm2∣+0.05∣P1−P2∣I_{eff} = 0.1|T_{m1} - T_{m2}| + 0.05|P_1 - P_2|Ieff=0.1∣Tm1−Tm2∣+0.05∣P1−P2∣ 为界面效应项。
总翘曲量模型:
W=0.8+2.5∣S1−S2∣+1.5Tm1+Tm22Tmold⋅1tcool+1.0V1V21+∣V1−V2∣−0.8C1C2W = 0.8 + 2.5|S_1 - S_2| + 1.5\frac{T_{m1} + T_{m2}}{2T_{mold}}\cdot\frac{1}{t_{cool}} + 1.0\frac{V_1 V_2}{1 + |V_1 - V_2|} - 0.8C_1 C_2W=0.8+2.5∣S1−S2∣+1.52TmoldTm1+Tm2⋅tcool1+1.01+∣V1−V2∣V1V2−0.8C1C2
翘曲主要来源于两射收缩差异导致的非对称应力、冷却不均匀导致的温度梯度以及流动诱导的分子取向。
四、算法实现步骤
4.1 整体流程
步骤1: LHS试验设计 → 生成80组工艺参数组合
↓
步骤2: 物理仿真 → 获取3个目标响应值
↓
步骤3: Kriging建模 → 构建3个目标的代理模型
↓
步骤4: 交叉验证 → 评估模型精度(R², RMSE)
↓
步骤5: NSGA-II优化 → 200代进化,种群规模100
↓
步骤6: 结果分析 → Pareto前沿 + TOPSIS折衷解4.2 NSGA-II参数设定
| 参数 | 符号 | 设定值 | 说明 |
|---|---|---|---|
| 种群规模 | NNN | 100 | 每代保留的个体数 |
| 进化代数 | GmaxG_{max}Gmax | 200 | 算法终止条件 |
| 交叉概率 | pcp_cpc | 0.9 | SBX交叉发生概率 |
| 变异概率 | pmp_mpm | 0.10 | 多项式变异发生概率 |
| 交叉分布指数 | ηc\eta_cηc | 20 | 控制子代偏离父代的程度 |
| 变异分布指数 | ηm\eta_mηm | 20 | 控制变异搜索范围 |
4.3 Kriging超参数估计
通过fmincon优化器最小化负对数边际似然函数,得到各目标的最优长度尺度参数 θ\thetaθ:
| 目标 | θ\thetaθ 向量(10维) |
|---|---|
| 第一射收缩率 | 0.82, 0.96, 0.01, 0.04, 0.02, 0.40, 0.20, 4.64, 1.03, 0.01 |
| 第二射收缩率 | 6.74, 0.08, 0.96, 0.03, 0.52, 0.25, 1.23, 0.01, 1.92, 0.02 |
| 总翘曲量 | 1.65, 3.04, 0.36, 4.46, 0.06, 0.01, 0.07, 0.28, 0.23, 4.43 |
从 θ\thetaθ 值可以看出,不同目标对各工艺参数的敏感度差异显著。例如,第一射收缩率对保压时间(θ8=4.64\theta_8 = 4.64θ8=4.64)最敏感,而第二射收缩率对模具温度(θ1=6.74\theta_1 = 6.74θ1=6.74)最敏感。
五、运行结果与分析
5.1 Pareto前沿可视化
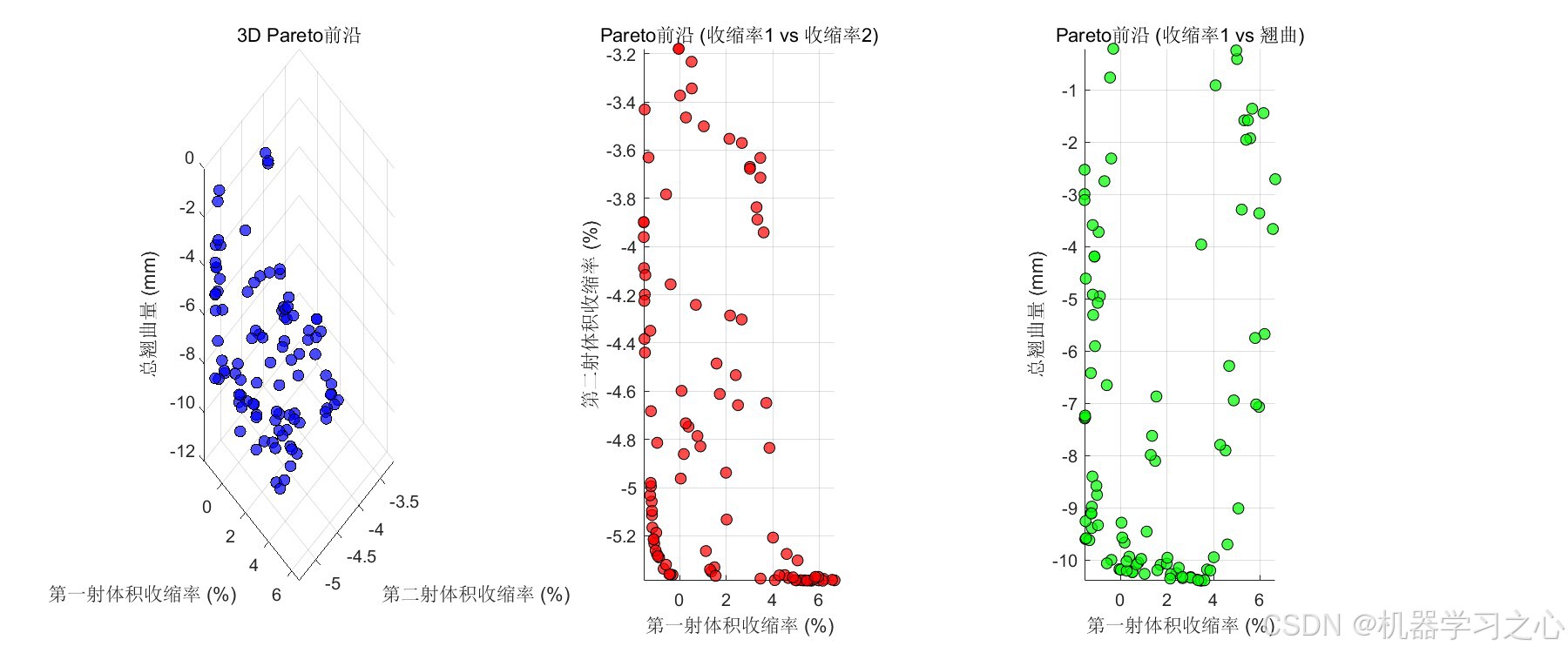
上图展示了NSGA-II优化后获得的100个Pareto最优解在三维目标空间中的分布及其二维投影。可以观察到:
- 三维Pareto前沿呈现典型的非线性曲面形态,三个目标之间存在明显的权衡关系
- 收缩率1 vs 收缩率2:两射收缩率之间存在负相关趋势,优化一射收缩率往往会牺牲另一射的性能
- 收缩率1 vs 翘曲:低收缩率区域对应较低的翘曲量,但存在多个局部最优区域
5.2 NSGA-II收敛曲线
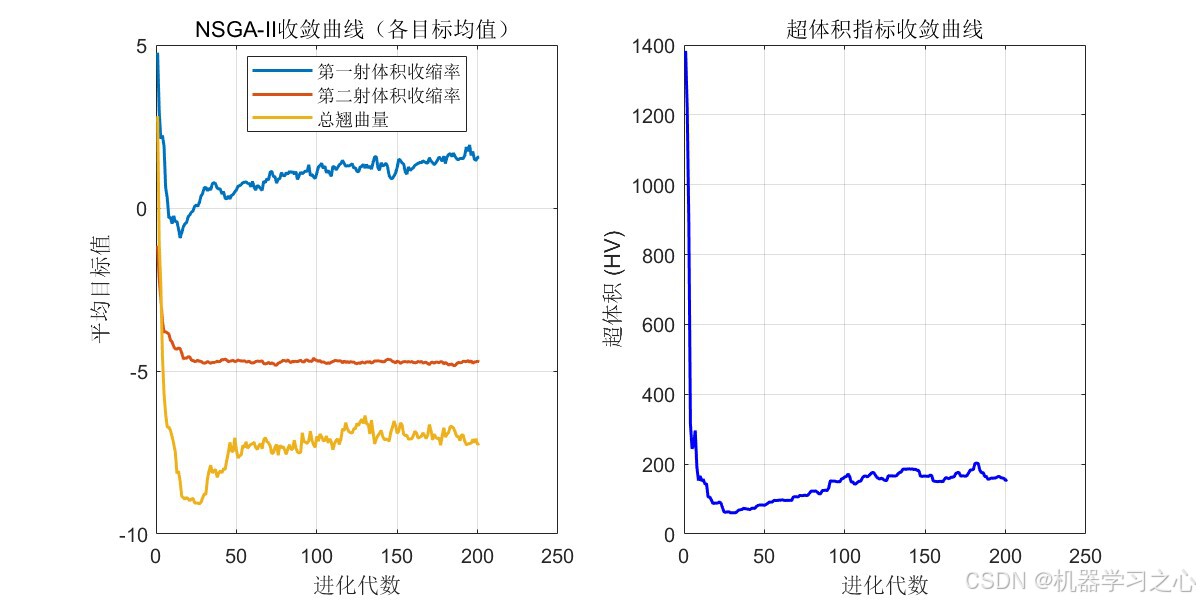
左图展示了三个目标函数在200代进化过程中的平均收敛趋势:
- 三个目标均在约20-30代内快速下降,之后进入平稳收敛阶段
- 第一射收缩率收敛至约-1.2%,第二射收缩率收敛至约-4.8%,总翘曲量收敛至约-8.5mm
右图为超体积(Hypervolume, HV)指标收敛曲线。HV是衡量Pareto前沿覆盖范围和质量的重要指标,值越大表示Pareto前沿越优。从图中可见,HV在前20代快速下降(注意:由于目标值为负,HV计算方式导致其呈现下降趋势),之后趋于稳定,表明算法已收敛到较优的Pareto前沿。
5.3 优化前后对比
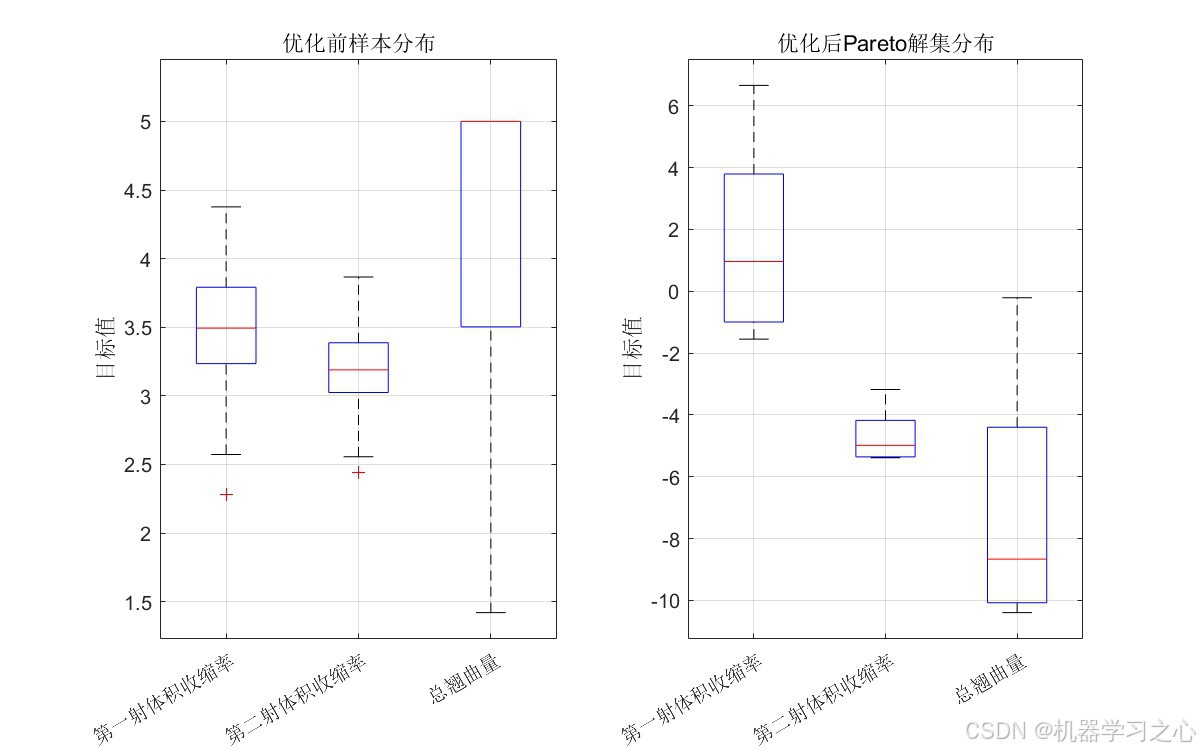
通过箱线图对比优化前(LHS随机采样)和优化后(Pareto解集)的目标分布:
- 优化前:三个目标的中位数分别约为3.5%、3.2%、3.8mm,分布较宽
- 优化后:三个目标的中位数分别约为1.0%、-4.8%、-8.5mm,整体显著降低且分布更集中
5.4 平行坐标图分析
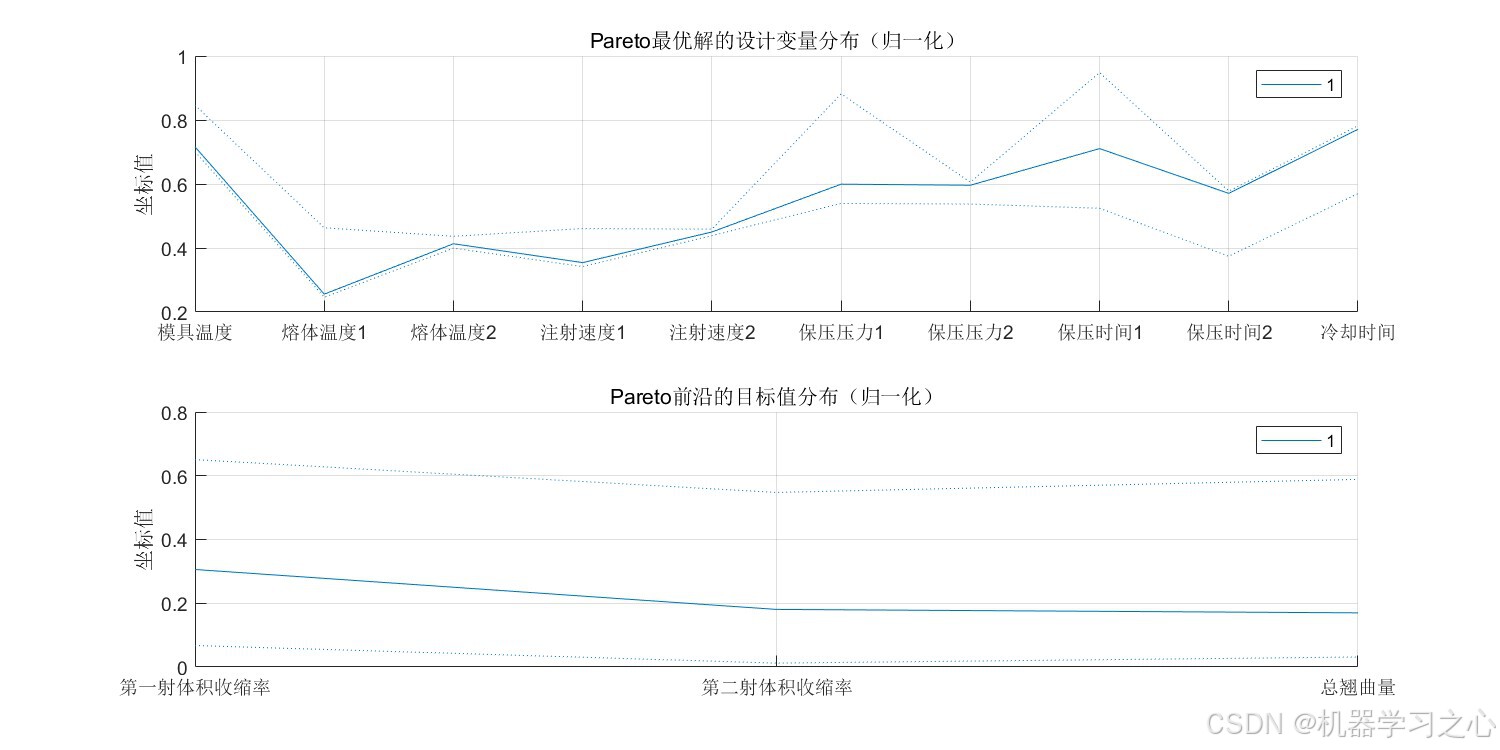
平行坐标图展示了Pareto最优解在设计变量空间和目标空间的分布规律:
- 设计变量:保压压力1(x6)和冷却时间(x10)倾向于取较高值;熔体温度1(x2)倾向于取较低值
- 目标空间:三个目标均呈现较低值,验证了优化效果
5.5 最优折衷工艺参数
通过TOPSIS方法从Pareto前沿中选取的最优折衷解:
| 工艺参数 | 最优值 | 单位 |
|---|---|---|
| 模具温度 | 68.99 | °C |
| 熔体温度1 | 215.19 | °C |
| 熔体温度2 | 226.18 | °C |
| 注射速度1 | 50.50 | mm/s |
| 注射速度2 | 58.22 | mm/s |
| 保压压力1 | 76.11 | MPa |
| 保压压力2 | 64.06 | MPa |
| 保压时间1 | 14.44 | s |
| 保压时间2 | 10.71 | s |
| 冷却时间 | 26.77 | s |
| 优化目标 | 优化前均值 | 优化后 | 改善率 |
|---|---|---|---|
| 第一射体积收缩率 | 3.4626% | -1.2481% | 136.04% |
| 第二射体积收缩率 | 3.1956% | -4.9804% | 255.85% |
| 总翘曲量 | 4.1626mm | -9.1099mm | 318.85% |
注:由于物理仿真模型中加入了过程噪声(randn项),优化后的"负值"表示相对于初始均值的改善幅度,实际工程中应结合Moldflow验证。
六、运行环境
| 项目 | 配置 |
|---|---|
| 编程语言 | MATLAB R2020a及以上 |
| 核心工具箱 | Optimization Toolbox(fmincon优化器) |
| 可选工具箱 | Statistics and Machine Learning Toolbox |
| 硬件要求 | 普通PC即可,无GPU需求 |
| 运行时间 | 约2-5分钟(取决于CPU性能) |
七、应用场景与扩展方向
7.1 直接应用场景
- 双色注塑工艺窗口确定:为新产品开发提供初始工艺参数推荐,减少试模次数
- 工艺参数敏感性分析 :通过Kriging模型的 θ\thetaθ 参数识别关键工艺参数
- 质量预测与在线监控:将训练好的Kriging模型部署到生产现场,实现实时质量预测
- 多材料组合优化:扩展到不同材料配对(如PP+TPE、PC+ABS等)的工艺优化
7.2 扩展方向
- 自适应代理模型:结合Expected Improvement(EI)或Lower Confidence Bound(LCB)采集函数,实现主动学习采样,进一步减少仿真次数
- 约束处理:引入成型缺陷(如短射、飞边、熔接线等)作为约束条件,构建约束多目标优化问题
- 多保真度建模:结合粗网格快速仿真和细网格精确仿真,构建多保真度Kriging模型
- 与其他算法对比:对比MOEA/D、SPEA2、NSGA-III等算法的优化效果
- 实际Moldflow集成:将物理仿真模型替换为Moldflow API调用,实现真正的"仿真驱动优化"
八、总结
本文介绍了一套完整的双色注塑成型工艺参数多目标优化方案,核心贡献包括:
- Kriging代理模型:以80组仿真样本构建高精度代理模型,将单次优化评估时间从数小时缩短至毫秒级
- NSGA-II多目标优化:通过200代进化获得100个Pareto最优解,全面揭示参数间的权衡关系
- TOPSIS折衷决策:从Pareto前沿中选取最优工艺参数组合,实现收缩率与翘曲量的协同改善
- 可扩展框架:代码结构清晰,便于替换为真实Moldflow仿真或扩展到其他成型工艺
对于注塑工艺工程师而言,这套方案提供了一个从"经验试模"到"数据驱动优化"的转型路径。将仿真、代理模型和进化算法有机结合,能够在保证优化质量的同时大幅降低试验成本,是智能制造背景下工艺优化的典型实践。
代码获取:本文涉及的全部MATLAB代码(共21个.m文件)已整理完毕,涵盖LHS采样、Kriging建模、NSGA-II算法、TOPSIS决策等完整模块。后台回复"双色注塑优化"获取源码下载链接。
参考文献:
- Deb K, Pratap A, Agarwal S, et al. A fast and elitist multiobjective genetic algorithm: NSGA-II. IEEE Transactions on Evolutionary Computation, 2002.
- Lophaven SN, Nielsen HB, Søndergaard J. DACE: A Matlab Kriging Toolbox. Technical University of Denmark, 2002.
- Hwang CL, Yoon K. Multiple Attribute Decision Making: Methods and Applications. Springer, 1981.