(一) 钣金
1、钣金的概念
钣金(sheet metal)是针对金属薄板(厚度通常在6mm以下)的 一种综合冷加工工艺,包括冲裁、折弯、拉深、成形、锻压、铆合等, 其显著的特征是同一零件厚度一致。
2、钣金的特点
钣金具有重量轻、强度高、导电(能够用于电磁屏蔽)、成本低、 大规模量产性能好等特点,目前在电子电器、通信等领域得到了广泛 应用。
3、钣金设计原则
(1)产品厚度均匀的原则
(2)易于展平的原则
(3)适当地选用钣金件厚度原则
(4)符合加工工艺原则 (二) 钣金件产品设计的工艺要求
1、冲裁
冲裁是冲孔、落料、切口、割切等多个分离工序的总成。冲裁是 冷冲压加工方法中的基础工序,它可以直接冲制出所需要的成品零件, 也可以为其他冲压工序准备毛坯。
(1)避免钣金外部、内部尖角
钣金避免内外部尖角的主要原因是因为钣金的尖角很锋利,容易造成操作人员在制造和装配产品时划伤手指,同时也可能使得消费者在使用或者维修产品时造成人身伤害;钣金件的尖角易造成模具凸模的 尖角处易崩刃和过快磨损,降低模具寿命。
一般来说,圆角半径至少为钣金厚度的0.5倍,且不小于0.8mm。
如下图2-1示: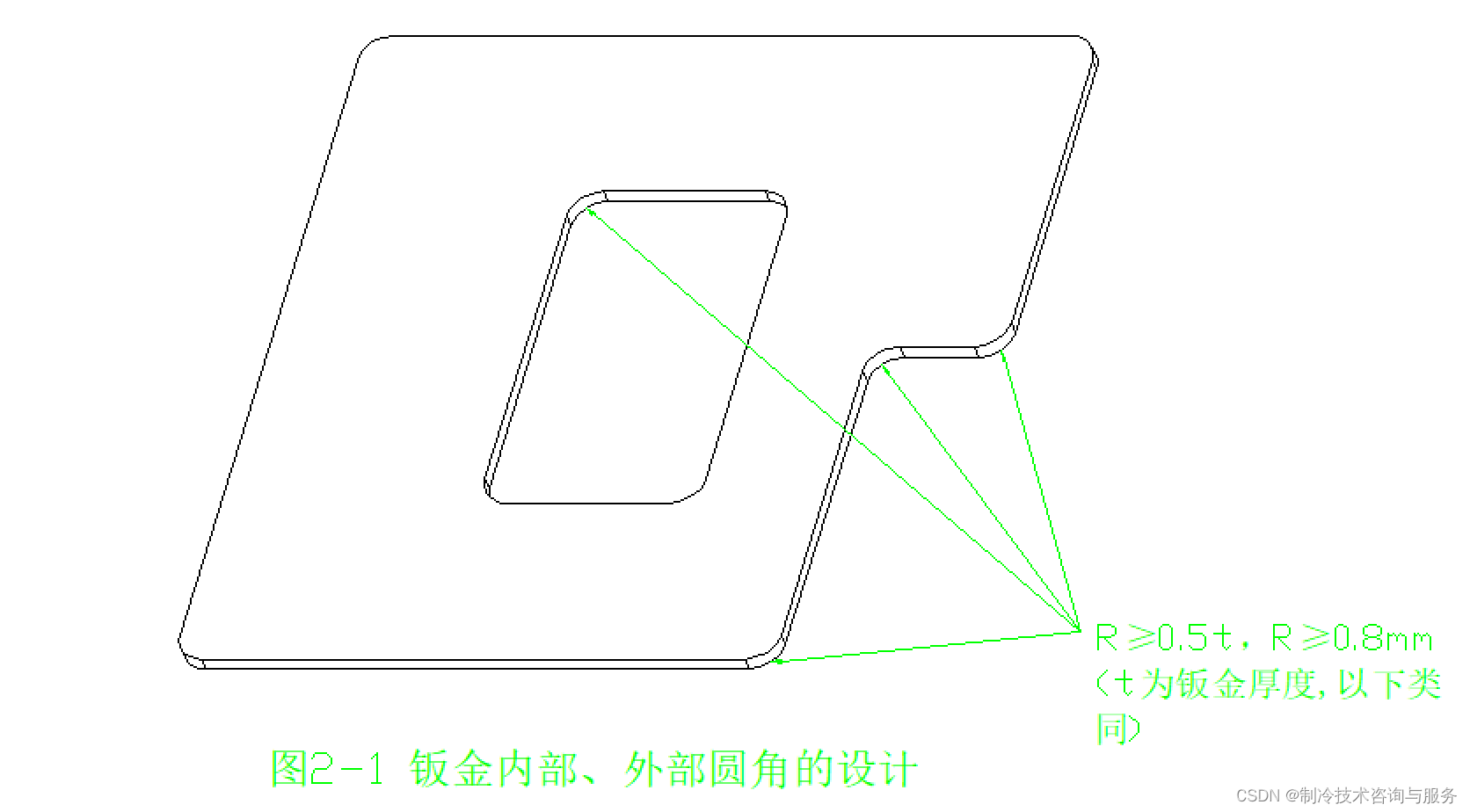
(2)避免过长的悬臂和狭槽
钣金上应避免过长的悬臂和狭槽,否则冲压模具上对应的凸模尺 寸小,强度低,模具寿命短。一般来说,悬臂和狭槽的尺寸宽度不应 小于零件壁厚的1.5倍,即A≥1.5t,其中A表示悬臂或狭槽的宽度,如 图2-2示:

(3)钣金冲裁孔间距与孔边距
当钣金的冲裁孔与孔或边缘不平行时,孔间距或者孔边距至少为 钣金厚度的1倍,即B≥t;平行时,孔间距或孔边距至少为钣金厚度的 1.5倍,即C≥1.5t,如图2-2所示。
(4)钣金冲孔优先选用圆孔
钣金的冲孔优先选用圆孔,模具加工容易。风孔的选择有圆孔、 六边形孔和正方形孔。圆孔的开孔率较低,散热效果较差。六边形风 孔的开孔率高,散热效果好,但六边形风孔模具加工较复杂。正方形 风孔开孔率最高,但因为边角都是直角,模具容易损伤。因此在设计 风孔时需要综合考虑模具加工容易性和系统散热效果,在满足系统散 热要求的前提下,优先选用圆孔。
(5)钣金冲裁孔的大小
一般来说,钣金冲孔大小至少为钣金厚度的1.5倍,即D≥1.5t, 如图2-2所示。冲孔太小,模具凸模尺寸小,易折断或压弯,使用寿命 低。
(6)避免孔与钣金折弯边或成形特征距离太近
钣金冲裁孔与钣金折弯边或成形特征的距离最小为钣金厚度的 1.5倍加上折弯半径或成形半径,即E≥1.5t+R,如图2-3所示,否则冲 裁孔易在折弯或成形时发生扭曲变形。
当钣金冲孔距离折弯边或成形边特征太近时,可以考虑先折弯或 成形,然后冲孔,但这会增加模具的复杂度,增加模具成本。 
在钣金折弯或成形处增加工艺切口,用于吸收钣金折弯或成形时的变形,从而保证钣金冲孔的质量,如图2-4所示。

(7)避免钣金展开后冲裁间隙过小甚至材料干涉
如果工艺切口尺寸不合理,钣金展开后冲裁间隙过小,则冲裁模 具凸模强度低,模具寿命短,如图2-5所示。

钣金折弯宽度设计的不合理,会造成钣金展开后材料干涉,如图2-6所示。
2、折弯
折弯是利用压力迫使材料产生塑形变形,从而形成有一定角度和曲 率形状的一种冲压工艺。常用的折弯包括V形折弯、Z形折弯和反折压 平(打死边)等。
(1)折弯的高度
钣金折弯高度至少为钣金厚度的2倍加上折弯半径,即H≥2t+R,如 图2-7所示。钣金折弯高度太低,钣金折弯时容易扭曲变形,不容易得 到理想的零件效果和理想的尺寸精度。 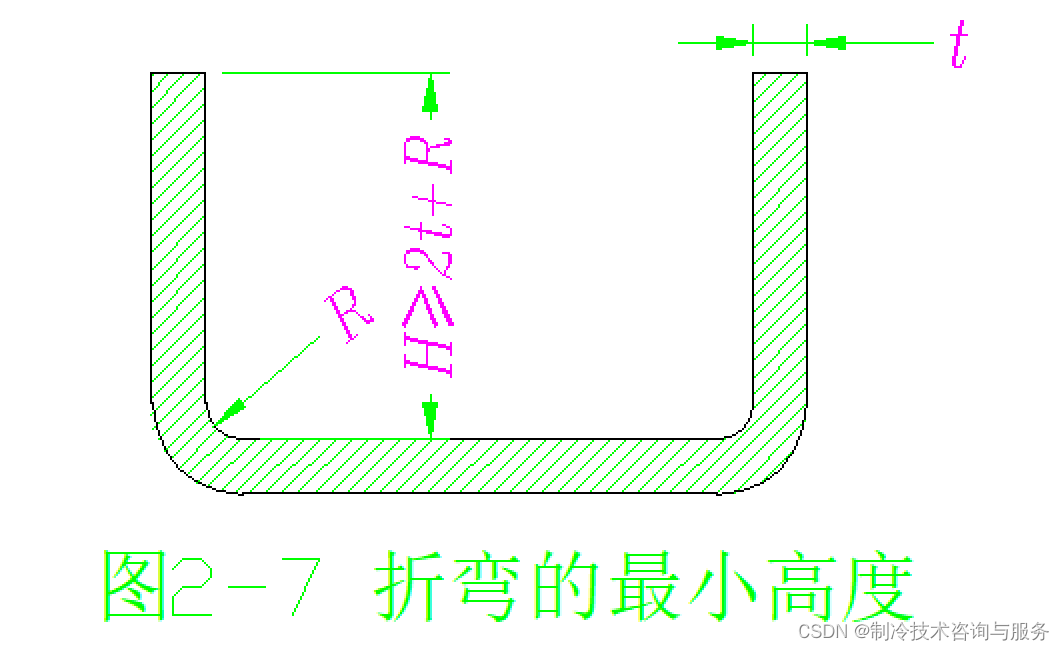
当折弯边为斜边时,最容易发生因折弯高度太小而造成折弯扭曲变形的情况.如图2-8所示,在原始的设计中,由于最左侧折弯高度太小, 折弯时很容易发生扭曲变形,造成折弯质量低;在改进的设计中,可以 增加左侧折弯的高度或者去除折弯高度较小的部分,这样钣金折弯时 不会发生扭曲变形,折弯质量高。 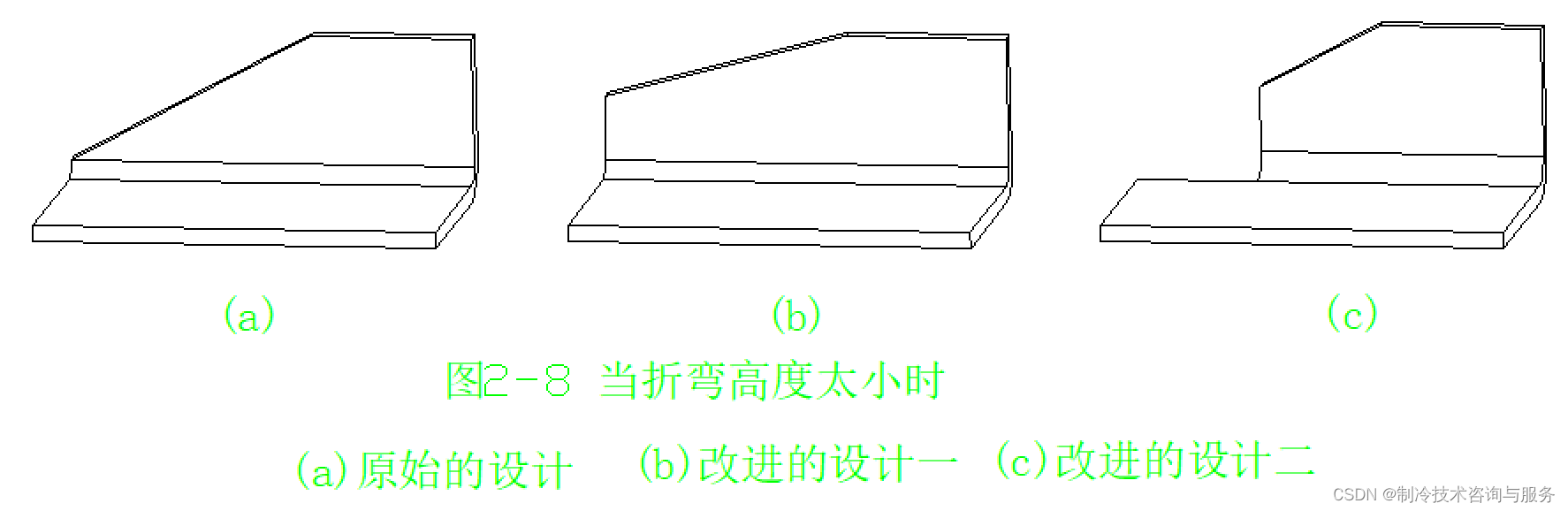
如果弯曲件直边高度因为产品结构需要而小于最小直边高度设计时,可以在弯曲变形区内加工浅槽后再进行折弯,如图2-9所示。这种 方式的缺点就是降低了产品的强度,如果钣金材料太薄则此方法并不适用。 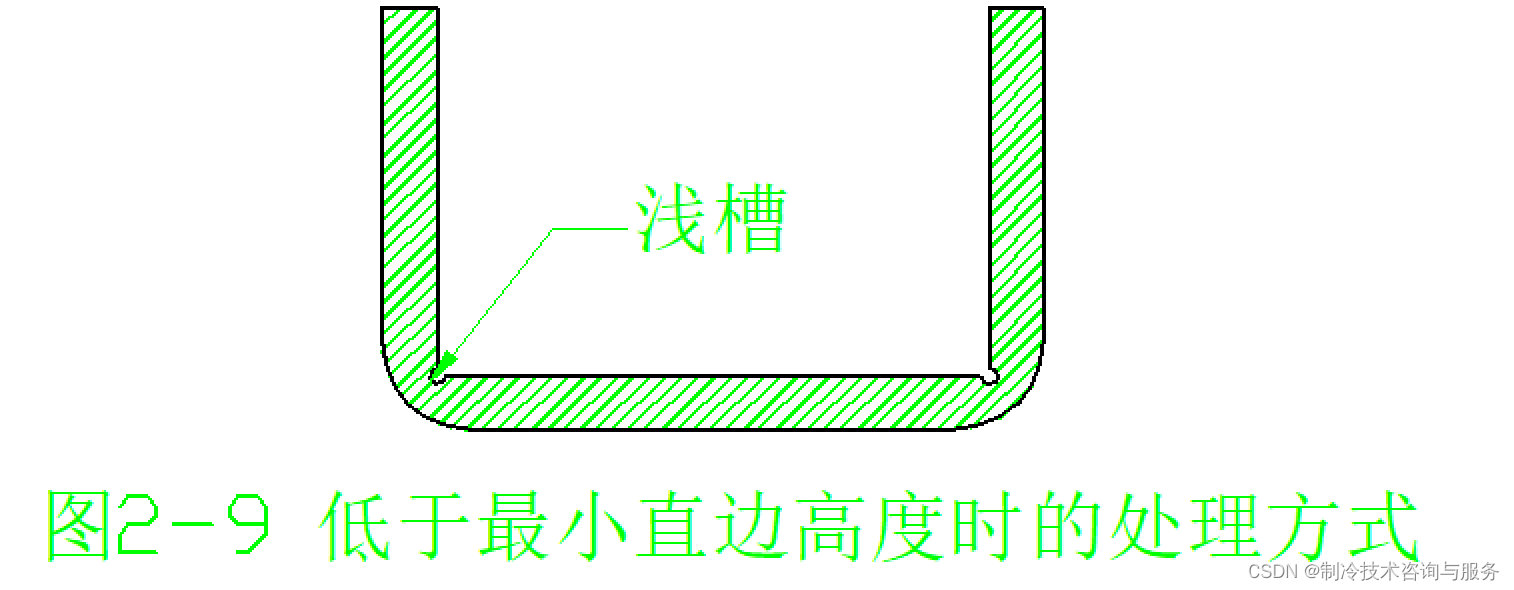
(2)折弯半径
材料弯曲时,其圆角区上,外层收到拉伸,内层则受到压缩。当 材料厚度一定时,内侧圆角越小,材料的拉伸和压缩就越严重;当外 层圆角的拉伸应力超过材料的极限强度时,就会产生裂缝和折断。因 此,弯曲零件的结构设计,应避免过小的弯曲圆角半径。为保证折弯 强度,钣金折弯钣金应大于材料的最小折弯半径。常用各种材料的最 小折弯半径R详见下表2-1所示,其中t为钣金厚度。 
(3)折弯方向
金属板材通常由钢卷轧制而成,在轧制过程中,金属内部结构重 建,形成金属材料的纤维方向(与轧制方向平行)。钣金折弯时应尽 量垂直于金属材料的纤维方向。当钣金折弯平行于金属材料的纤维方向 时,在钣金折弯处很容易产生裂纹,折弯强度较低,易断裂。
(4)折弯件反折压平(打死边)
折弯件反折压平是指折弯的面与底面平行,俗称打死边。打死边的前道工序是将折弯边折成一定的角度,然后打死贴合。
打死边的死边长度与材料的厚度有关,一般死边最小长度L≥ 3.5t+R,其中t为钣金的厚度,R为打死边前道工序的最小内折弯半径, 如下图2-10所示。 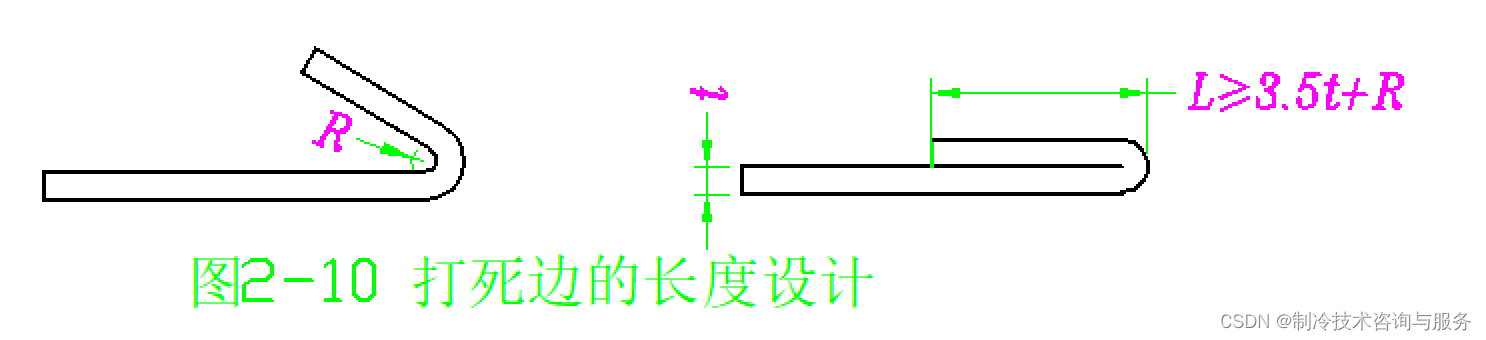 (5)弯曲件的工艺孔设计
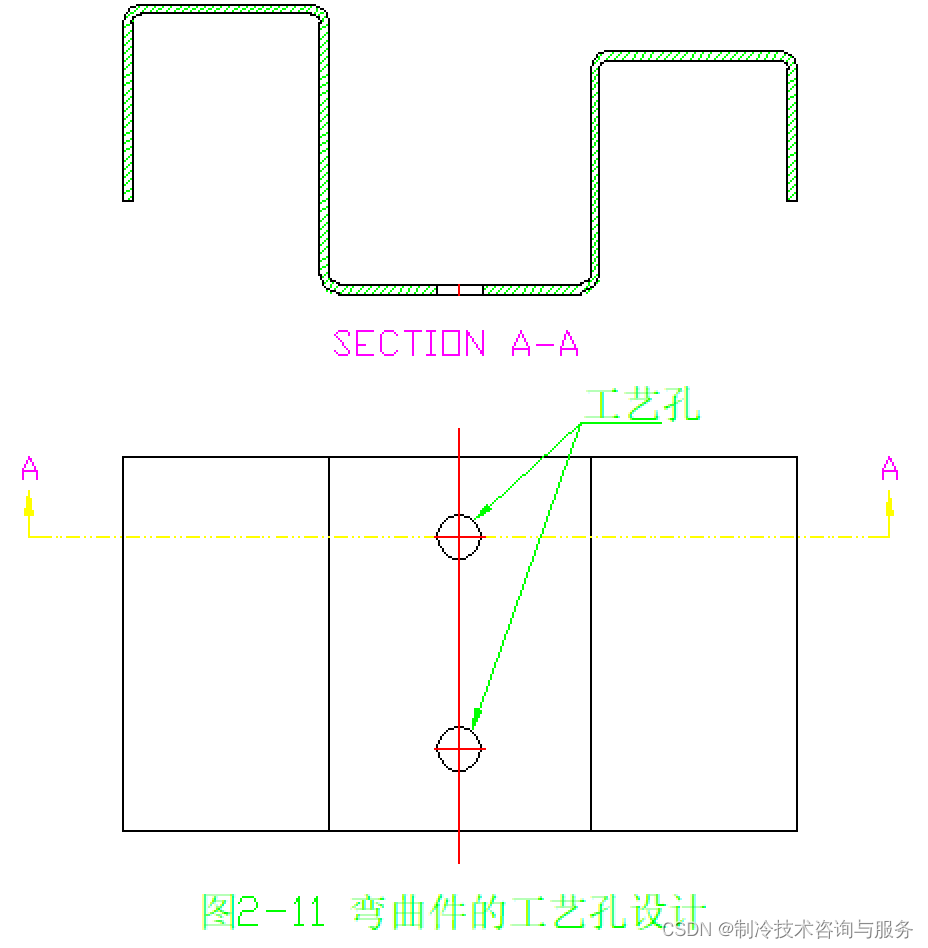
(5)弯曲件的工艺孔设计
在设计U型弯曲件时,两弯曲边最好长度相等,以免弯曲时产品偏 移而产生废品,如果因为结构设计不允许两边一样长,为保证产品在模 具中准确定位,应预先在设计时添加工艺定位孔,特别是多次折弯成 形的零件,必须设计工艺孔为定位基准,以减少累计误差,保证产品 质量,如图2-11所示。
3、拉深
拉深是将一定形状的平板毛坯冲压成各种开口空心零件,或以开口 空心件为毛坯,减小内径,增加高度的一种冲压加工方法。
(1)拉深件的形状
拉深件的形状应尽量简单、对称。轴对称的拉深件在圆周方向上 均匀变形,模具加工容易,其制造性能最好。其他形状的拉深件,应 尽量避免急剧的轮廓变化。
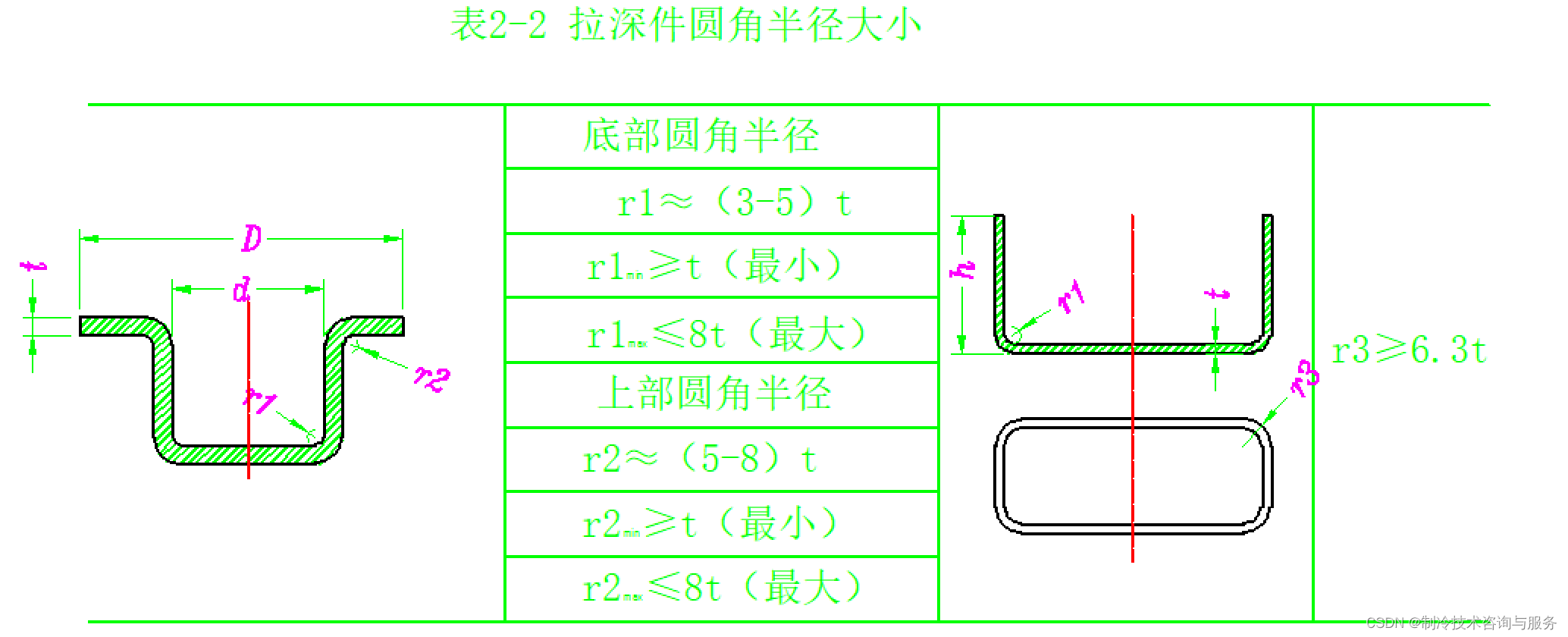
(2)拉深件圆角半径大小
(3)圆形无凸缘拉深件一次成型时,其高度与直径的关系
圆形无凸缘拉深件一次成型时,高度H和直径d之比应小于或等于 0.4,即H/d≤0.4,如图2-12所示。 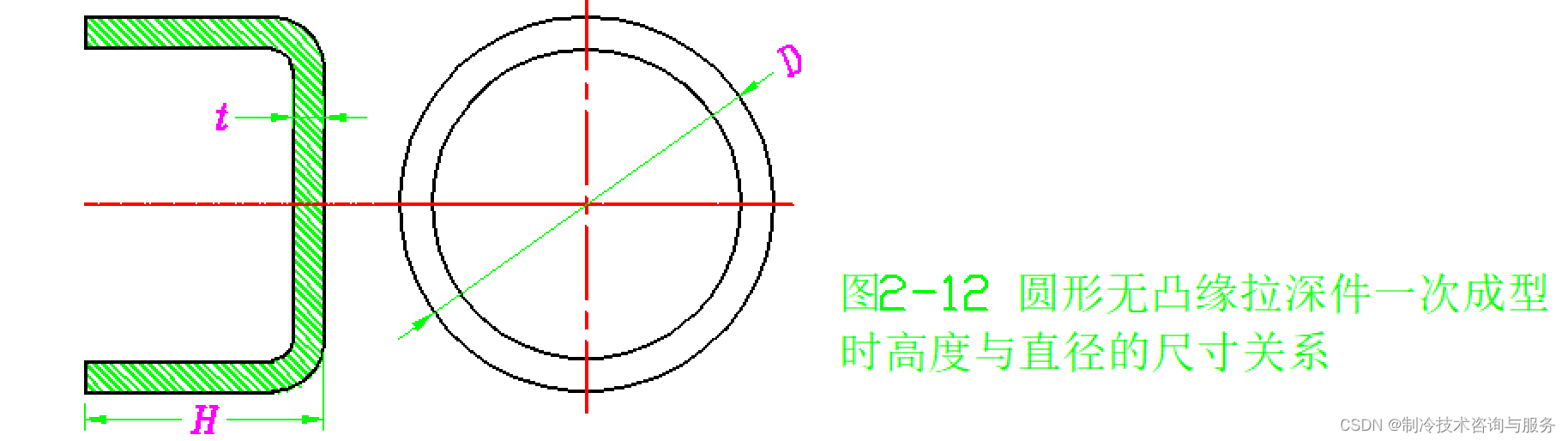
4、凸包
凸包是依靠材料的延伸使钣金件形成局部凹陷或凸起的冲压工序凸包与拉深是完全不同的冲压工艺,凸包中材料厚度的改变为费意图性 的,即厚度的少量改变是变形过程中形成的,不是设计指定的要求。凸 包也称起伏成形。
凸包是钣金件中常用的一个特征。较长的凸包可以作为加强肋提 高零件的强度和减小零件变形,另外可以利用凸包来获得与钣金基准 平面不同高度的特征,桥状的凸包也可以作为卡扣对零件进行固定。
(1)凸包的深度
凸包的深度一般不超过钣金厚度的3倍,即H≤3t,如图2-13所示。
深度太大,凸包容易变形甚至破裂。 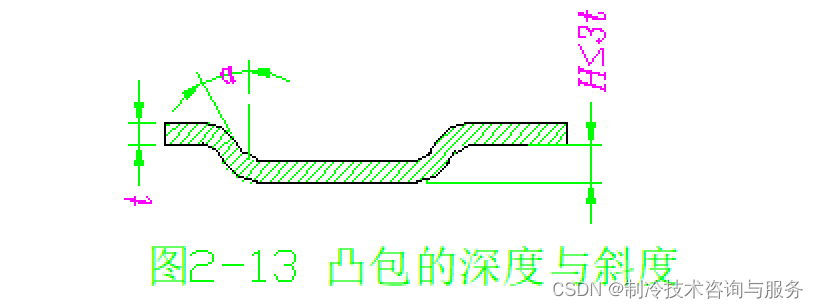
(2)凸包的斜度
凸包的斜度一般不小于15°,即α≥15°,如图2-13所示。较大的 斜度能够保证零件凸包顺利成形,并减少钣金件变形的可能性。
(3)凸包与周围特征的距离
凸包与凸包、凸包与钣金边缘、凸包与钣金折弯边的距离不宜太 近,至少应保证两个钣金厚度以上的距离,否则凸包成形会存在质量问 题,或者凸包会影响钣金的折弯质量。
凸包与折弯边的距离如图2-14所示。在原始的设计中,凸包与折弯边距离太近,凸包会影响折弯的质量;在改进的设计中,凸包与折弯边的距离E≥2t,凸包则不会影响钣金折弯的质量。 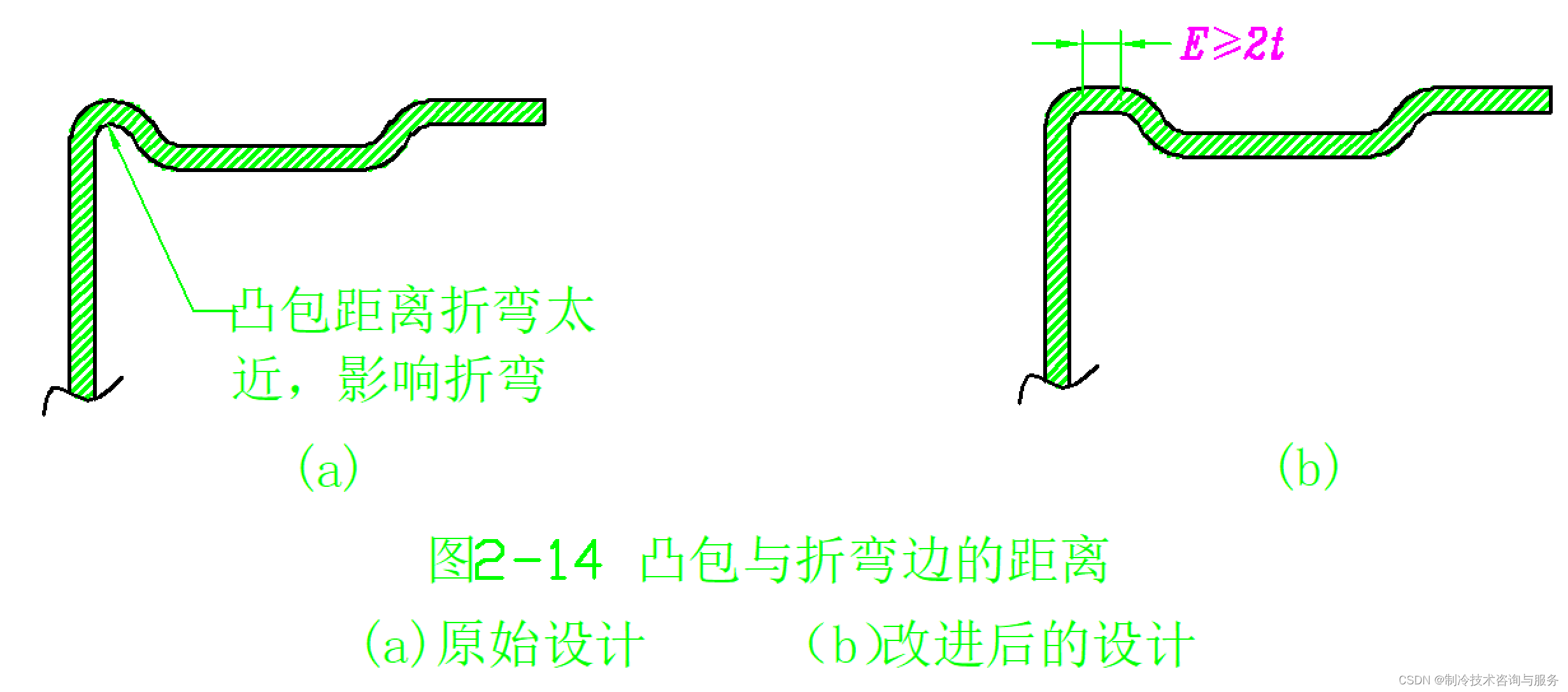
(三) 常用钣金结构设计实例
1、螺钉、螺栓的过孔和沉头座
螺钉、螺栓过孔和沉头座的结构尺寸按下表选取。对于沉头螺钉
的沉头座,如果板材太薄难以同时保证d2和沉孔D,应优先保证过孔d2.
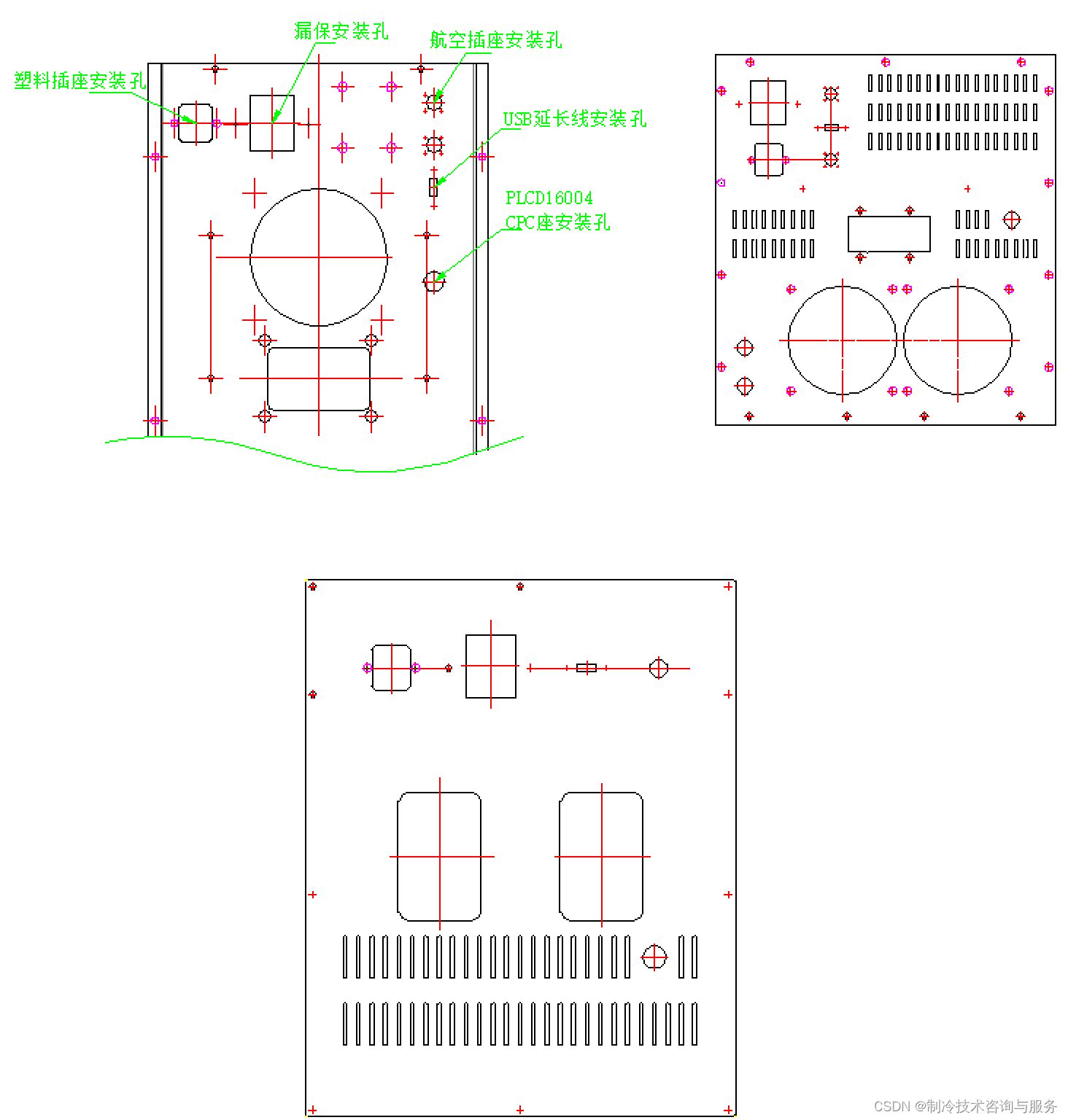
2、背板上常用标准件的安装孔位示意图
来源网络