糊机开机案例记录
纸材:L2/G1Z0 E楞 120g/110g/100g 从一层→4层 从面纸→板内
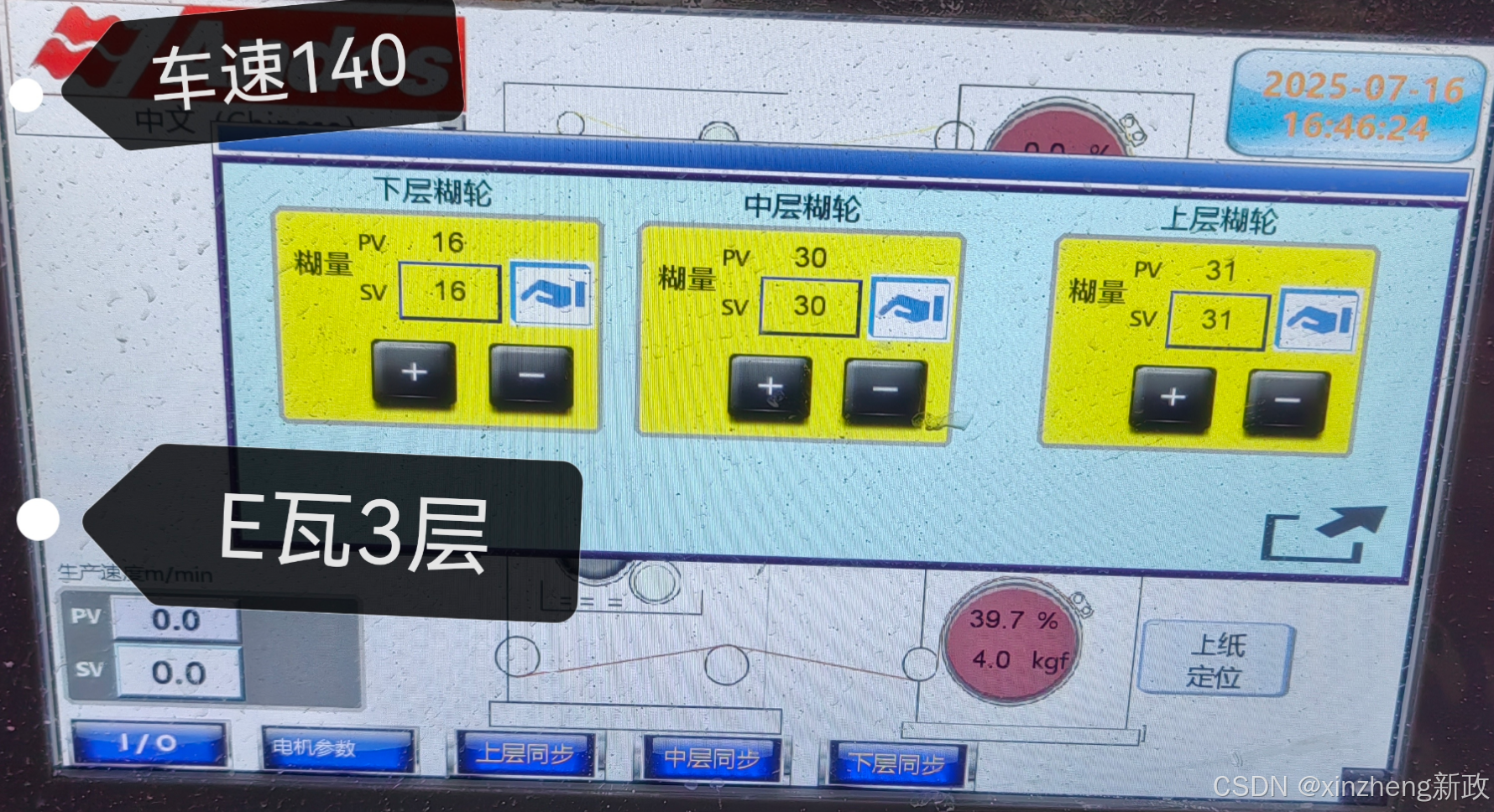
从现场记录的照片可以看到,在使用120g/110g/100g 的原纸作为原材料,进行E楞三层纸板生产时,
在车速达到140m/min时,下层E楞和面纸的糊量设定值SV在16。

但当车速飙升到227m/min时,下层E楞和面纸的糊量设定值SV降到了在14。
问题: 请问 开机时,该E瓦 三层 糊量在多少呢?
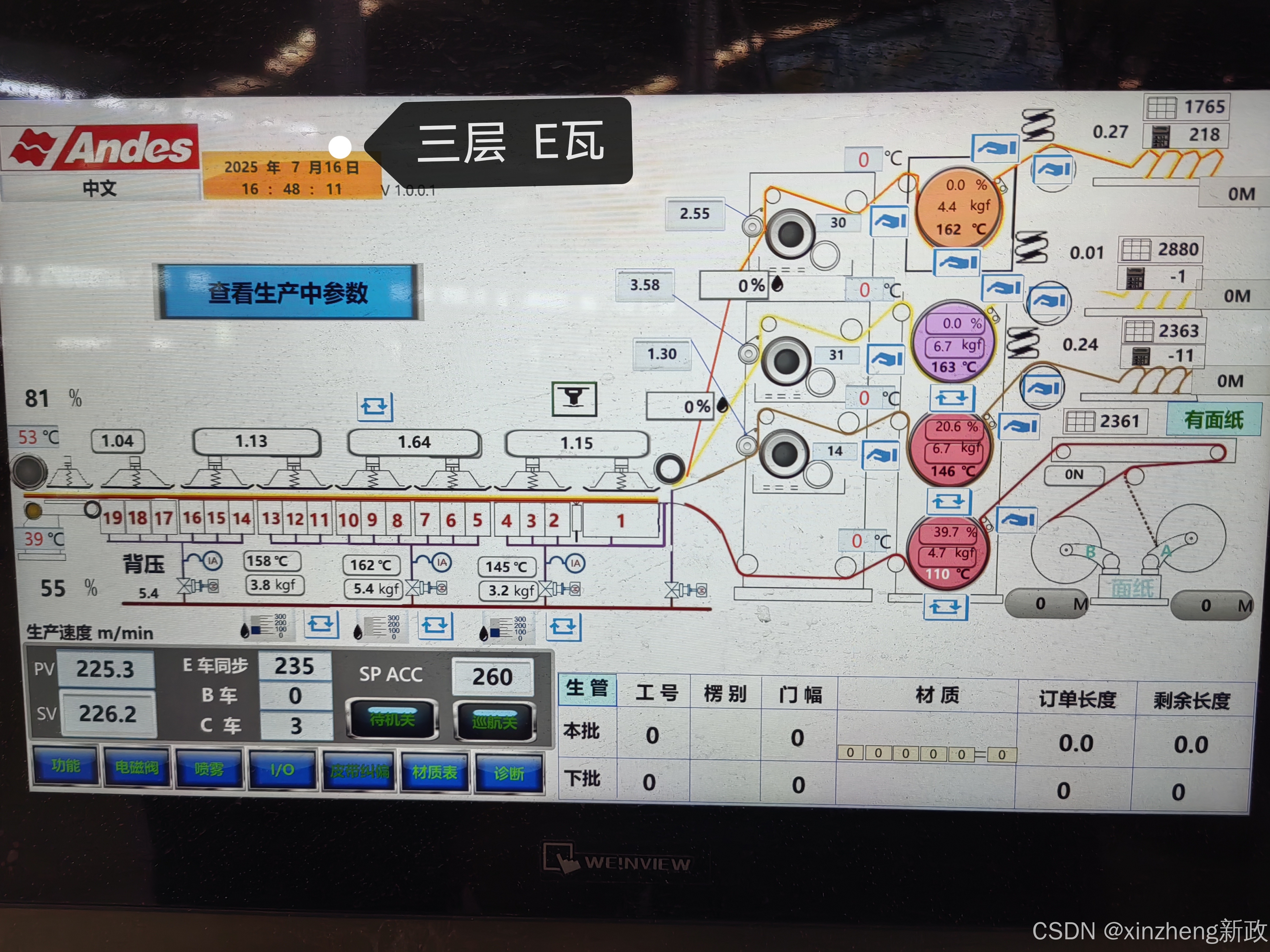
热板1、2、3段 和冷段的气缸压力值在1.15, 1.64, 1.13,1.04
双面机压力 分析:

如图,三层E楞板 为182mm 撕下面纸19mm 里纸和E楞175mm
在E楞三层纸板生产中,原纸克重(120g/110g/100g)与热板(1、2、3段)及冷端气缸压力值(1.15、1.64、1.13、1.04)的关联需从工艺逻辑和参数匹配性两方面分析。以下是关键点解析:
1. 气缸压力的作用与阶段差异
- 热板段(1-3段) :
压力主要用于控制纸板在加热过程中的贴合与成型。
- 热板1段(1.15):初始加热阶段,压力较低以避免原纸变形,同时确保胶水初步糊化。
- 热板2段(1.64):压力峰值段,此时胶水完全熔化,需高压促进层间结合(尤其是中层与面/底纸的渗透),1.64为四段中最高值,符合强化粘合的需求。
- 热板3段(1.13):压力回落,稳定已形成的粘合结构,防止过度压缩导致楞型塌陷。
- 冷端(1.04) :
压力最低,主要作用是定型和冷却固化。低温下胶水已硬化,低压可避免破坏楞型结构,同时减少能耗。2. 原纸克重与压力的匹配性
- 克重差异的影响 :
- 高克重(120g):纸板挺度好,但需更高压力确保胶水渗透至纤维内部(尤其热板2段)。
- 低克重(100g):纸板柔软,易压缩,需控制压力避免楞高损失(如热板3段和冷端压力较低)。
- 当前参数的合理性 :
- 热板2段压力(1.64)较高,可能针对高克重原纸设计,但需确认是否导致低克重纸板过度压缩。
- 冷端压力(1.04)普遍较低,符合定型需求,但需监测不同克重纸板的楞型稳定性。
3. 潜在问题与优化建议
- 问题风险 :
- 热板2段压力过高:若原纸克重混合使用(如100g与120g混搭),可能导致低克重纸板楞型塌陷或高克重纸板粘合不足。
- 冷端压力不足:若环境湿度高,低压可能影响胶水完全固化,导致纸板回弹。
- 优化方向 :
- 分段调整压力:根据原纸克重动态调整热板压力(如高克重时热板2段升至1.7,低克重时降至1.5)。
- 温度协同控制:确保热板温度与压力匹配(高压力需高温促进胶水流动性)。
- 楞型监测:定期测量纸板楞高,验证压力参数是否导致变形。
4. 工艺逻辑总结
当前参数呈现"低压起始→高压粘合→低压稳定→超低压定型"的逻辑,符合E楞纸板生产的基本要求。但需结合原纸克重、胶水类型、环境温湿度等变量进一步验证,建议通过DOE实验(如正交试验)优化压力组合,以实现不同克重原纸下的最佳粘合强度与楞型保持率。
原纸克重和压力值 分析:
在E楞三层纸板生产中,纸板厚度和原纸厚度的分析需结合原纸克重、气缸压力参数及E楞纸板的典型结构特征。以下是具体分析:
一、E楞纸板的结构基础
E楞纸板由面纸、中层瓦楞芯纸、底纸三层构成,其厚度主要取决于:
- 瓦楞芯纸的楞高 :E楞的标准楞高通常为1.1~1.8mm(常见值约1.5mm),是纸板厚度的主要贡献者。
- 原纸厚度:原纸克重(g/m²)与厚度呈正相关,但需通过密度换算(克重÷密度=厚度)。
- 生产压缩率:热板和冷端的气缸压力会压缩瓦楞结构,导致实际厚度低于理论值。
二、原纸厚度估算
原纸厚度可通过克重与密度关系估算。假设原纸密度为0.8g/cm³(常见值):
- 120g原纸厚度 :120 ÷ 800 = 0.15mm
- 110g原纸厚度 :110 ÷ 800 ≈ 0.1375mm
- 100g原纸厚度 :100 ÷ 800 = 0.125mm
注:实际厚度可能因原纸纤维紧密度、含水率等略有差异。
三、纸板理论厚度计算
假设使用120g面纸、110g芯纸、100g底纸,且芯纸为E楞(楞高1.5mm):
- 理论厚度 = 面纸厚度 + 芯纸楞高 + 底纸厚度
= 0.15mm + 1.5mm + 0.125mm ≈ 1.775mm但实际生产中,气缸压力会压缩瓦楞结构,需引入压缩率修正。
四、气缸压力对厚度的影响
- 热板段压力 :
- 热板1段(1.15):低压初步加热,压缩率较低(约5%~10%)。
- 热板2段(1.64):高压强化粘合,压缩率最高(约15%~20%)。
- 热板3段(1.13):低压稳定结构,压缩率回升至10%~15%。
- 冷端压力(1.04) :
低压定型,压缩率稳定在5%~10%,防止回弹。综合压缩率估算 :取热板段平均压缩率15%,冷端5%,总压缩率约20%。
五、实际纸板厚度估算
- 理论厚度:1.775mm
- 压缩后厚度 :1.775 × (1 - 20%) ≈ 1.42mm
分情况讨论 :
若原纸组合不同(如面纸110g、芯纸120g、底纸100g),厚度会略有变化:
- 面纸0.1375mm + 芯纸1.5mm + 底纸0.125mm = 1.7625mm
- 压缩后厚度 ≈ 1.7625 × 0.8 ≈ 1.41mm
六、关键验证点
- 楞型稳定性 :
- 若冷端压力(1.04)不足,纸板可能回弹至1.5mm以上;若过高(如>1.2),楞型可能塌陷至<1.3mm。
- 原纸克重匹配 :
- 高克重芯纸(如120g)需更高热板压力确保粘合,但可能过度压缩楞高;低克重芯纸(如100g)需控制压力避免塌楞。
- 实际测量建议 :
- 使用厚度计测量成品纸板厚度,对比理论值验证压缩率是否合理。
- 监测不同原纸组合下的厚度波动,调整气缸压力参数。
七、总结
- 原纸厚度范围:100g≈0.125mm,110g≈0.1375mm,120g≈0.15mm。
- 纸板厚度估算 :
- 理论值:1.7~1.8mm(依原纸组合)。
- 实际值:约1.4mm(压缩率20%时)。
- 工艺优化方向 :
- 根据原纸克重动态调整热板压力(如高克重芯纸时热板2段压力可适当降低)。
- 通过厚度测量反馈,优化冷端压力以平衡定型与楞型保持。
目前配方:

