设备管理作为工业企业生产运营与战略管控的核心支柱,其规范化、智能化水平直接决定企业核心竞争力。设备的安全稳定运行、长周期高效运转,不仅是保障生产连续性、降低运营风险的关键,更是工业企业实现绿色低碳、可持续发展的重要基石,对推动产业转型升级、构建现代化工业体系具有深远意义。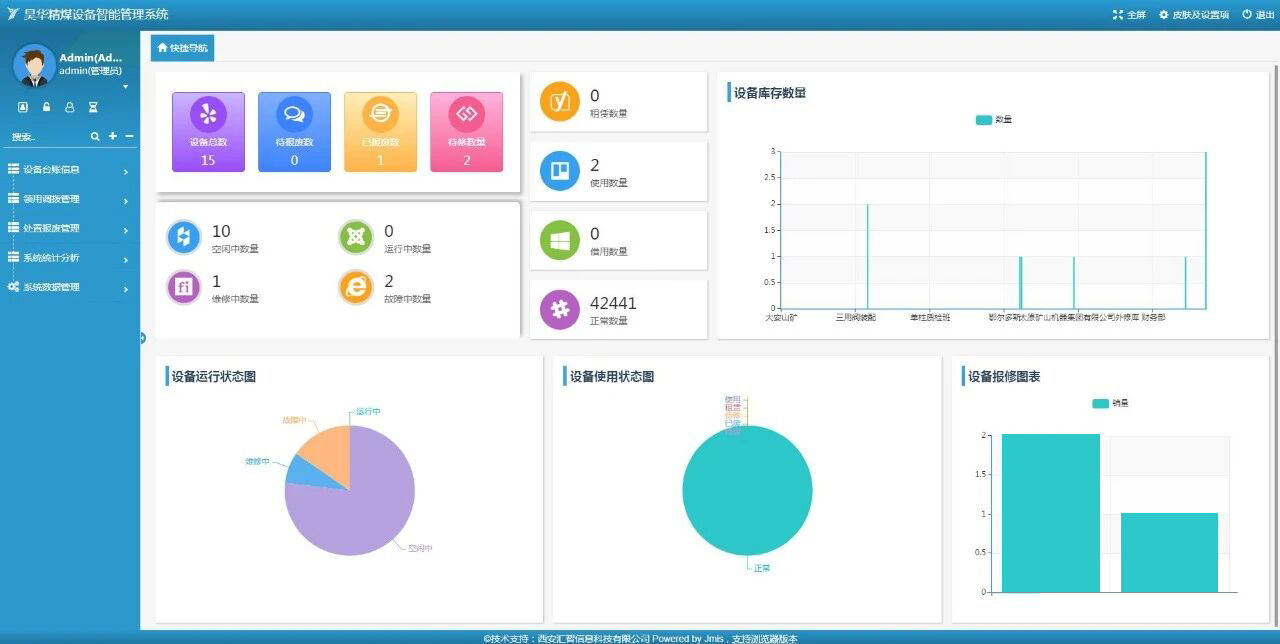
面向煤炭、石油、化工等流程性强、工况复杂、安全要求高的重点工业领域,智能设备管理系统深度贴合行业设备管理业务痛点与需求,聚焦领域特色鲜明的"全要素档案管理、全寿命过程管控、用修协同联动、管控闭环一体"核心管理体系,构建起集设备实时监控、大数据分析研判、智能决策支撑于一体的综合性管理平台。系统以设备全生命周期管理为核心主线,以全要素管控为重要抓手,打破传统设备管理中信息孤岛、流程脱节、响应滞后等瓶颈,全面提升设备管理的规范性、及时性、可视化与可追溯性,通过精准管控降低设备运维成本、提升设备利用效率与使用寿命,为企业提质增效、价值创造提供直接且坚实的支撑。
系统深度融合物联网(IoT)、大数据、二维码、射频识别(RFID)等新一代信息技术,将技术赋能贯穿于设备全生命周期各环节,打造全流程智能化管理生态。核心模块涵盖设备台账精细化管理、日常运营规范化管理、维修保养智能化管控、设备点检数字化执行、备件库存动态化管理、设备档案全周期留存、工具耗材规范化管控、设备知识沉淀与复用、系统统计分析与决策支持等核心功能,形成"监测-分析-决策-执行-反馈"的闭环管理机制。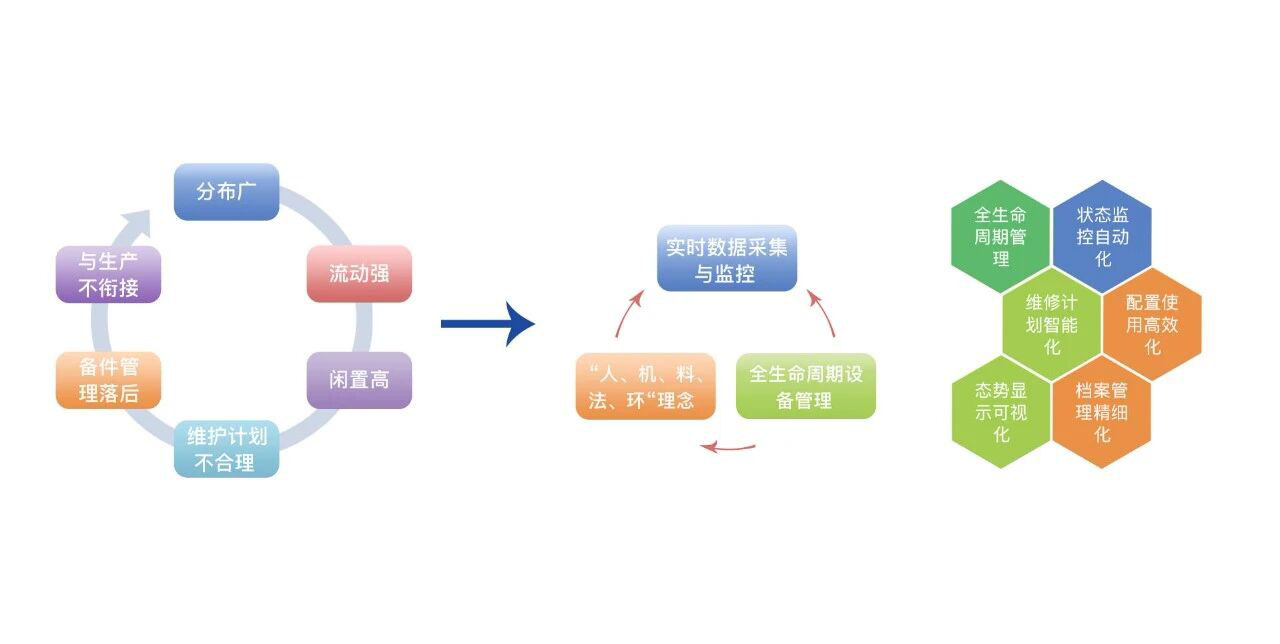
通过与现场智能化设备硬件深度对接,系统实现设备运行参数、工况状态、故障信息等数据的实时采集与同步传输,为后续分析研判提供精准数据支撑;依托大数据分析技术,结合设备运行历史数据、工况特征,精细化设定维修周期,引入多维度计时项目与性能评估指标,深化设备性能趋势的深度挖掘与预判分析,实现维修计划的智能化规划、故障的提前预警与精准处置,从被动维修向主动预防、预测性维护转型,全面提升企业设备管理的智能化水平与核心竞争力,为重点工业领域高质量发展注入强劲动力。