很多自动化设备中,都存在过度机加工铝件区,这会造成:强度冗余 + 重量冗余 + 成本冗余
这种情况,非常适合以塑代铝,而且是"结构级以塑代铝",不是那种装饰件。
👉 哪些能换?为什么能换?用什么材料?怎么成型最合理?

一、先判断:这类零件"凭什么能以塑代铝?"
● 功能角色
○ 线性模组 / 滑台的
👉 安装支座 / 限位块 / 调整块 / 连接座
● 受力特点
○ 低速、低冲击
○ 主要是 静载 + 小幅往复
○ 几乎不直接承受切削力或高频振动
● 铝合金被用上的真实原因
○ 不是"非铝不可"
○ 而是:
■ 设计方便
■ 小批量
■ 机加工直觉路径
👉 结论一句话:
这是"被加工习惯选了铝",不是"被工况逼着用铝"。
二、以塑代铝的技术门槛(先把底线讲清楚)
要成功替换,材料必须同时满足:
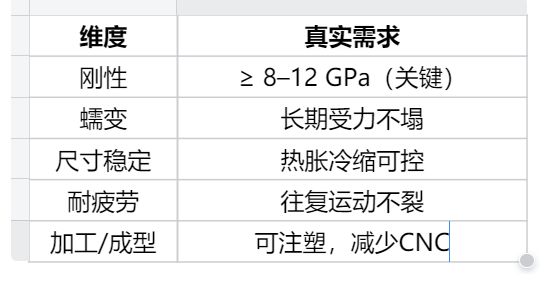
👉 所以:
● ❌ PA6、PA66 GF30:不够稳
● ❌ POM:太软
● ❌ 普通ABS / PC:完全不行
三、首选材料梯队(按"成功率"排序)
✅方案一:PPA + 玻纤(最推荐,工程落地成功率最高)

推荐等级:★★★★★
典型配置
● PPA GF40 / GF50
● 弯曲模量:15--20 GPa
● 已经是"塑料里的准金属"
为什么特别适合你这个零件?
● 高温下刚性保持好(比PA66强很多)
● 蠕变控制优秀(这是滑台件的命门)
● 适合薄壁 + 加强筋结构
● 行业里大量用于:
○ 自动化设备支架
○ 精密模组安装座
○ 伺服附件
设计建议
● 局部金属嵌件(螺纹区)
● 取消"实心块",改为:
○ 肋板结构
○ 箱型截面
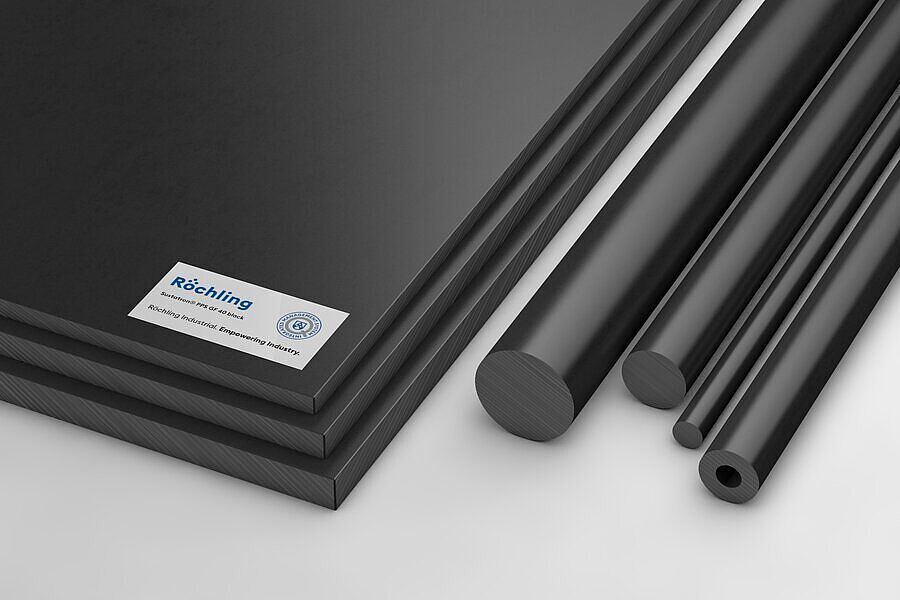
✅方案二:PPS GF40(极致稳定派)
推荐等级:★★★★☆
优势
● 尺寸稳定性极强
● 吸水率极低(这点对精度友好)
● 高温、化学环境非常稳
但注意
● 韧性比PPA差
● 结构设计要避免尖角
● 成本略高
👉 如果你的设备长期高温运行(>80℃),PPS 比 PPA 更安心。
⚠方案三:PPA / PA66 + CF(碳纤增强)

推荐等级:★★★☆☆(选择性)
优点
● 刚性可达 20--30 GPa
● 热膨胀系数极低(像金属)
风险
● 各向异性明显
● 模流设计要求高
● 对模具、经验要求更高
👉 更适合你"下一代高端型号",不是第一步。
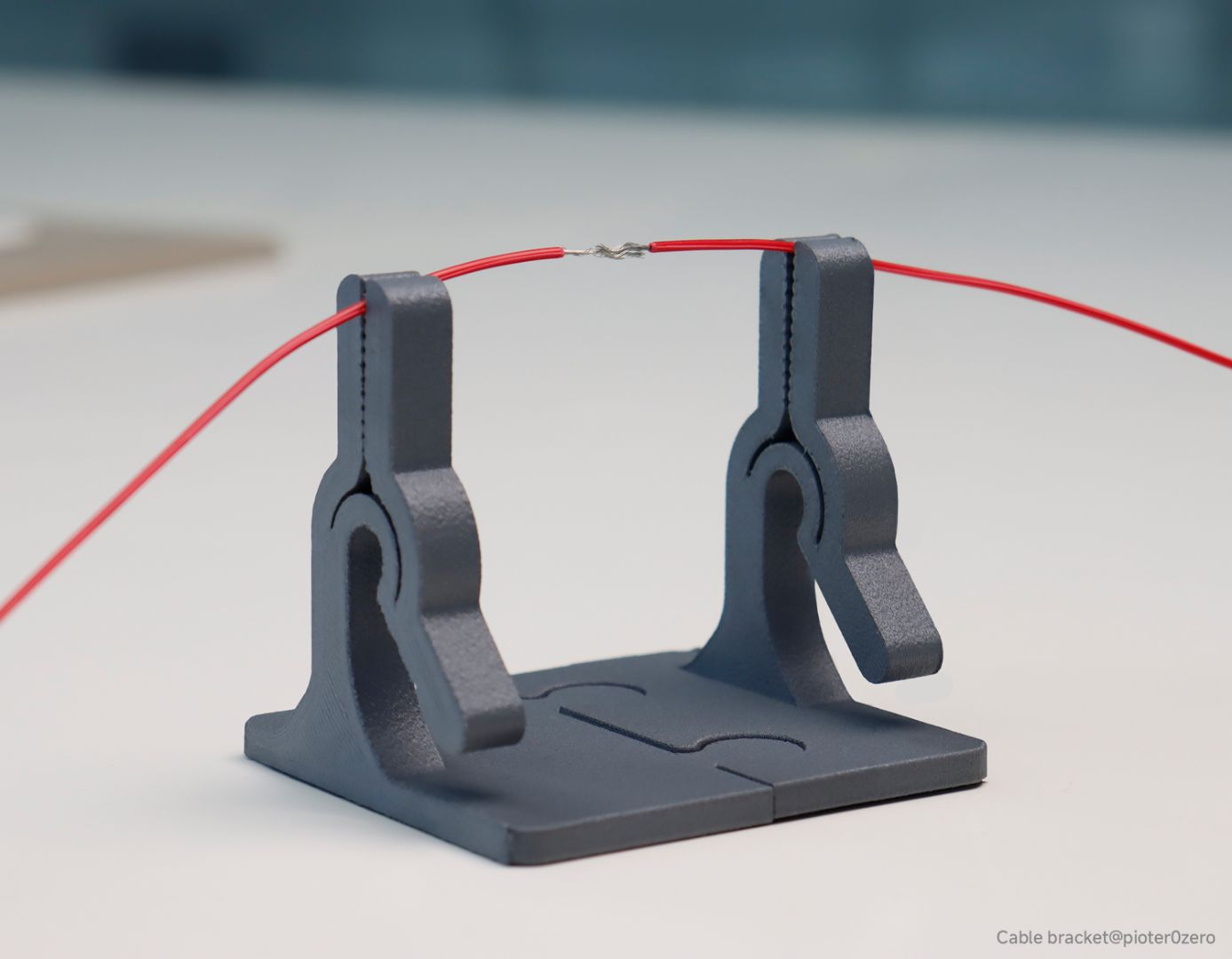
四、成型工艺:别再 CNC 了,这是最关键的降本点
✅首选:注塑成型(配合结构重设计)
你现在的结构:
铝块 + 大量去料 = 成本 & 重量
推荐结构思路:
塑料件 = 壁厚 + 加强筋 + 封闭截面
📌 关键技巧
● 壁厚 2.5--4 mm
● 肋厚 = 壁厚 × 0.6
● 螺纹区:
○ 黄铜嵌件
○ 或钢套
👉 1 模 = N 个零件
👉 单件成本可能降到 CNC 的 1/3~1/8
⚠小批量过渡方案(非常实用)
如果你现在是:
● 10--200 套
● 还没法马上开模
👉 可以先用:
● PPA / PPS 板材
● CNC 精加工
虽然仍是加工件,但:
● 材料密度 ↓ 40--50%
● 单件材料费 ↓
● 是"以塑代铝"的验证阶段
五、重量 & 成本的直观对比
