No.130 三菱 FX2N PLC控制步进电机
在自动化控制领域,步进电机凭借其精确的位置控制和良好的调速性能,应用极为广泛。而三菱 FX2N PLC 作为一款经典的可编程逻辑控制器,在与步进电机配合实现精确控制方面有着出色的表现。今天咱们就来聊聊如何用三菱 FX2N PLC 控制步进电机。
硬件连接是基础
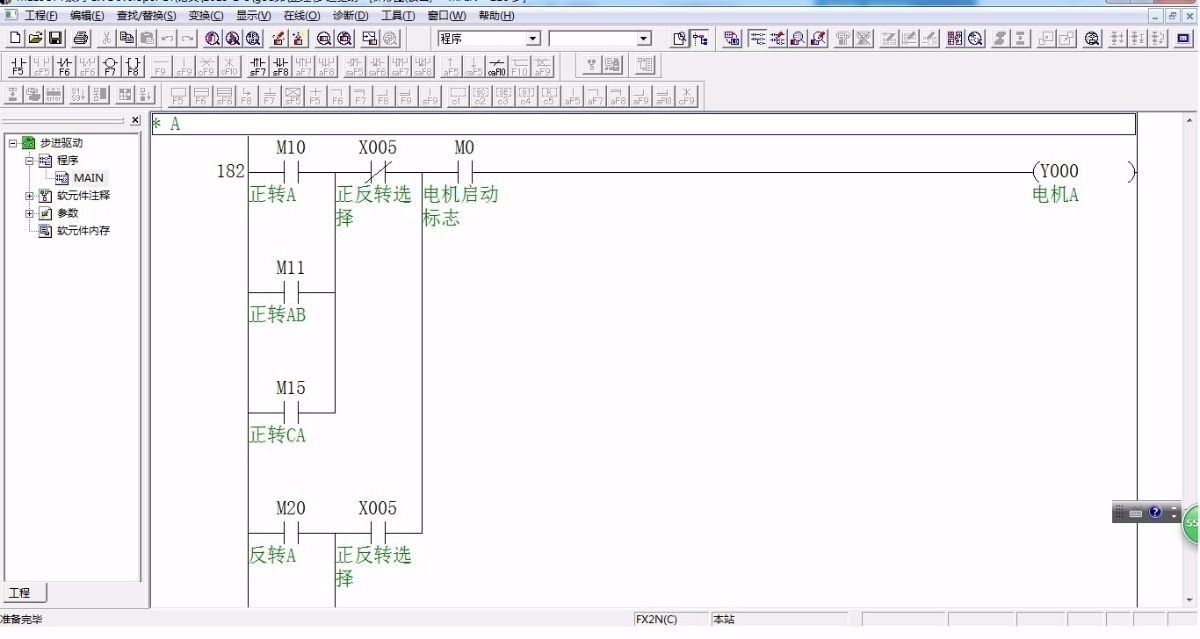
首先,我们得把 PLC 和步进电机驱动器正确连接起来。步进电机驱动器一般有脉冲信号输入(CP)、方向信号输入(DIR)等接口。在三菱 FX2N PLC 中,我们会用到它的高速脉冲输出端口,比如 Y0 可以用来输出脉冲信号给驱动器的 CP 端,Y1 可以用来输出方向信号给驱动器的 DIR 端。同时,要注意电源的连接,确保 PLC 和驱动器都能正常工作。
软件编程是关键
接下来就是编写 PLC 程序啦。在三菱的编程软件中,我们开始构建控制逻辑。
ladder
LD X0 // 假设 X0 是启动按钮
PLSY K1000 K5000 Y0 // 以 1000Hz 的频率发送 5000 个脉冲到 Y0
LD M8029 // 脉冲发送完成标志
SET M0代码分析
LD X0:这行代码的意思是当 X0 这个输入点(也就是启动按钮对应的输入点)闭合时,后续指令才会执行。它是整个控制流程的启动条件。PLSY K1000 K5000 Y0:这里PLSY是脉冲输出指令。K1000表示脉冲输出的频率为 1000Hz,也就是说每秒钟会发送 1000 个脉冲,这个频率决定了步进电机的转速。K5000表示要发送的脉冲总数为 5000 个,步进电机每接收到一个脉冲就会转动一定的角度,脉冲总数就决定了电机转动的角度。Y0就是我们前面提到的连接到步进电机驱动器脉冲输入端口的 PLC 输出点。LD M8029:M8029是三菱 PLC 中的一个特殊辅助继电器,当脉冲发送指令PLSY执行完成后,M8029就会置位。SET M0:当M8029置位后,M0这个辅助继电器就会被置位,我们可以用M0来做一些后续的动作,比如表示电机运行完成,或者进行下一个工作流程。
如果想要控制步进电机的方向,我们可以这样编写代码:
ladder
LD X1 // 假设 X1 是方向切换按钮
OUT Y1 // Y1 连接到步进电机驱动器的方向控制端代码分析
LD X1:当 X1 这个输入点(方向切换按钮对应的输入点)闭合时,执行 OUT Y1 指令。OUT Y1 会让 Y1 输出不同的电平状态,从而改变步进电机驱动器的方向控制信号,实现步进电机正反转的切换。
No.130 三菱 FX2N PLC控制步进电机
通过以上硬件连接和软件编程,我们就可以用三菱 FX2N PLC 轻松实现对步进电机的精确控制啦。无论是在自动化生产线,还是在一些需要精确位置控制的设备中,这种控制方式都能发挥重要作用,帮助我们打造更高效、更精准的自动化控制系统。希望对大家在相关领域的学习和实践有所帮助!