咖啡机出水管多零件自动化组装工艺解析
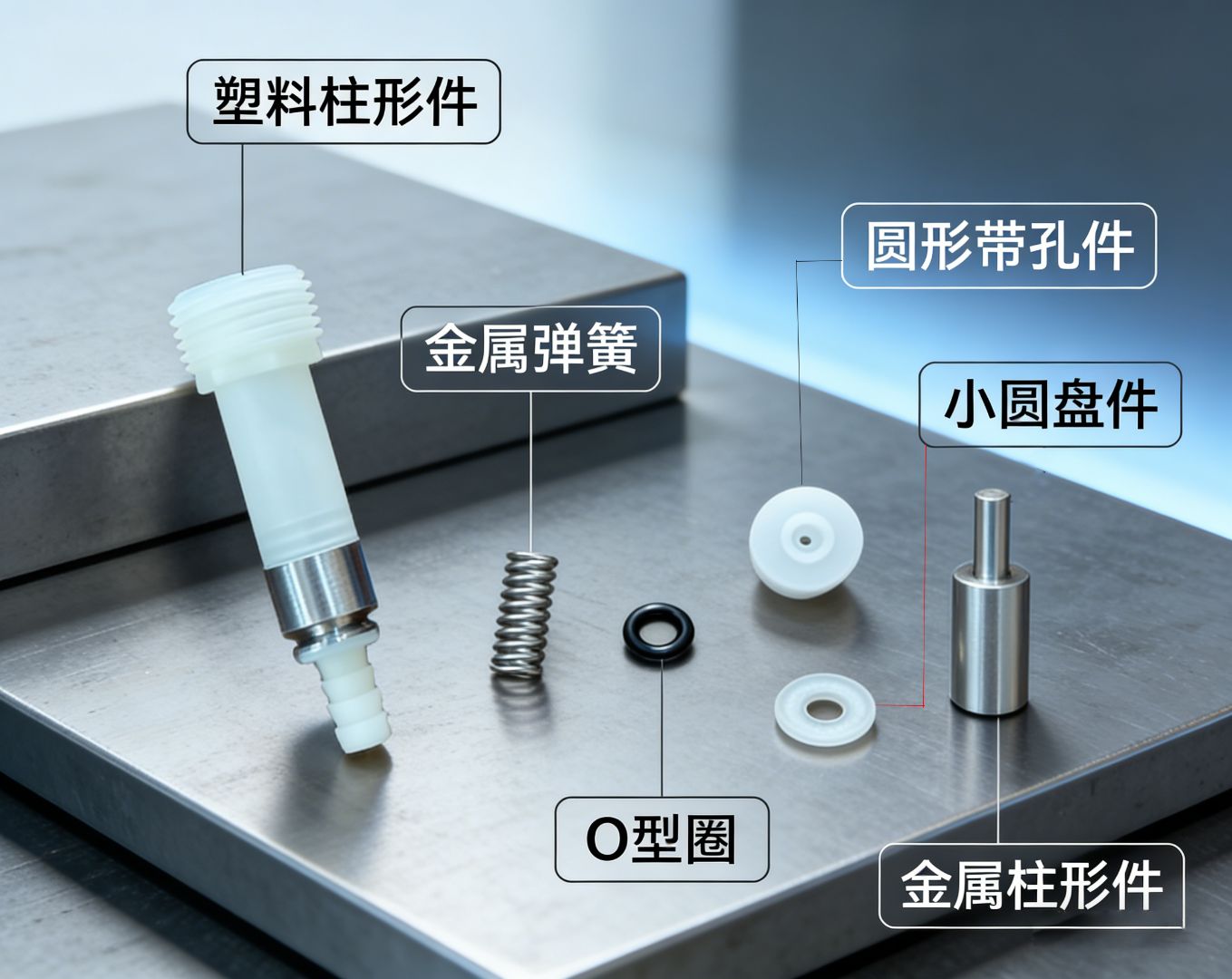
在家用电器制造领域,咖啡机出水管组件通常由塑胶件(水管主体)、密封圈、垫片、内水管、弹簧及金属柱状体等多个零件组成。其中塑胶件尺寸较大,采用人工摆放;密封圈、垫片、内水管需通过整列机进行精密排列;弹簧与金属柱状体采用人工预先放入,再通过翻转完成其他零件的同步组装。本文从工艺角度探讨这一多零件组装的自动化路径。
一、零件特性与组装要求
零件材质特性组装要求塑胶件工程塑料尺寸大(50-150mm),结构复杂人工定位摆放密封圈橡胶柔性、易变形、易粘连方向一致,避免扭曲垫片塑料或金属薄片状,正反面需区分方向统一,防止装反内水管塑料细长管,两端有倒角轴向统一,插入到位弹簧金属丝细长螺旋,易缠绕预先放入预留位置金属柱状体金属柱状,尺寸较小预先放入预留位置
传统人工组装时,操作员需依次取放所有零件,不仅效率低,且长时间作业易产生漏装、方向错误或弹簧缠绕等问题。

二、自动化工艺设计
针对上述零件特性,采用"人工预先补充 + 整列机排列 + 翻转同步组装 + 压合固定"的混合式自动化方案。
1. 整列机对密封圈、垫片、内水管进行自动化排列
整列机采用动态筛动式整列原理,通过可编程控制的复合运动------前后倾斜、左右摇摆与垂直微振------引导零件在受控环境中完成自主寻位与姿态筛选。
-
密封圈排列 :整列机利用柔性振动与防静电设计,温和分离粘连的橡胶圈,并通过仿形治具确保圆周方向一致。
-
垫片排列 :整列机采用低幅高频振动与气流辅助,使垫片单层平铺,通过型腔正反面轮廓筛选,确保方向统一。
-
内水管排列 :整列机通过倾斜摇摆与微振组合,使内水管以轴向统一姿态落入治具槽中。
2. 人工摆放塑胶件并预先补充弹簧与金属柱体(与整列机排列并行)
在整列机对密封圈、垫片、内水管进行排列的同时,操作员可进行塑胶件的准备工作。这一并行设计是实现高效循环的关键:
-
操作员将咖啡机出水管塑胶件依次放置于组装治具的定位槽中
-
在塑胶件的对应预留位置,人工放入弹簧和金属柱状体
-
这两个零件因易缠绕或数量少,采用人工预放更为稳妥
由于整列机 的排列时间与人工准备时间重叠,整体节拍不受单一工序限制。当整列机完成一批零件的排列时,操作员手中已有准备好的塑胶件待组装,形成无缝衔接。
3. 翻转同步组装
完成排列后,密封圈、垫片、内水管的治具板组合成一个整体翻转板。此时已预先放入弹簧和金属柱体的塑胶件已在组装治具上等待。翻转板移动至塑胶件上方,通过精密导柱进行对位,随后向下翻转180°,使密封圈、垫片、内水管同时落入塑胶件的对应安装孔位。
由于整列机已确保这三个零件方向正确,且翻转对位精度较高,所有零件一次性准确就位,与已预先放入的弹簧和柱体形成完整组件。
4. 压合固定
所有零件就位后,将组件移至压合工位,通过压机对弹簧和金属柱状体施加压力,使其卡入或固定到位。压合工序确保零件装配牢固。
人机协同循环
这一工艺设计的核心在于并行作业:当操作员进行塑胶件摆放、弹簧柱体补充及成品取出时,整列机正在为下一批密封圈、垫片、内水管进行排列。通过配备多套治具板轮换使用,可实现"排列-准备-翻转-压合"的连续循环,整体效率较纯人工提升显著。

三、工艺优势
维度改善效果操作逻辑顺畅 先放入弹簧和柱体,再翻转组装其他零件,避免后补时空间受限并行效率提升整列机 排列与人工准备同步进行,节拍较人工提升3-5倍方向一致性整列机 仿形治具确保密封圈、垫片、内水管姿态统一漏装减少 翻转同步组装避免人工逐件取放造成的漏装压合可靠专用压合工装保证弹簧与柱体固定牢固
据家电行业客户案例统计,引入整列机后,组装工序不良率可降低80%,产能翻倍,投资回报周期约8-10个月。

四、实施要点
1. 治具设计需考虑弹簧柱体空间
由于弹簧和金属柱体预先放入,组装治具需预留避位空间,确保翻转组装时密封圈等零件不受干扰。塑胶件的定位槽应设计为便于人工放件且稳定可靠。
2. 整列机与翻转板的协同设计
整列机的治具板需与翻转板实现精准对接,确保排列好的密封圈、垫片、内水管能够顺利转移,公差控制在±0.05mm以内。
3. 并行循环的治具配置
为实现"排列-准备"并行作业,需配备至少两套治具板轮换使用。当一套治具板在整列机 中排列零件时,另一套已完成组装的治具板可被取出,空板随即放入整列机开始下一循环。
4. 人机协作布局
人工摆放塑胶件与补充弹簧柱体的工位应靠近整列机,减少操作员移动距离。同时需规划合理的物料流转路径,确保作业顺畅。
5. 柔性换产
不同型号咖啡机出水管,其治具板需快速更换,整列机应支持参数一键调用,换产时间控制在15分钟内。
五、结语
咖啡机出水管的多零件组装,通过"整列机 排列与人工准备并行、先补充弹簧柱体再翻转同步组装、最后压合固定"的工艺设计,形成了高效可靠的混合式自动化方案。这一路径既发挥了整列机 在精密排列上的优势,又通过并行循环设计最大限度减少了等待时间,为家电制造企业提供了切实可行的工艺升级参考。对于有相关需求的制造企业,可与具备整列机研发能力的技术团队进一步探讨工艺适配性。