第一章:ABS 树脂概述
1.1 ABS 的定义与化学结构
ABS 树脂是指以苯乙烯 - 丙烯腈共聚物(SAN)为连续相、聚丁二烯(PB)橡胶为分散相的接枝共聚物,其英文全称为 Acrylonitrile Butadiene Styrene,三种单体的质量占比通常为丙烯腈(A)20%-30%、丁二烯(B)5%-30%、苯乙烯(S)40%-60% 。
从微观结构看,ABS 呈现典型的 "海岛结构":连续相 SAN 提供材料的刚性、耐热性与加工流动性,分散相 PB 橡胶颗粒则赋予材料抗冲击性与韧性 ------ 这种结构是通过接枝聚合工艺实现的:苯乙烯与丙烯腈单体在聚丁二烯橡胶颗粒表面发生共聚反应,形成接枝聚合物,最终使两种性能迥异的组分实现分子级结合 。
值得注意的是,单体比例的细微调整会直接改变 ABS 的性能倾向:丙烯腈含量升高会提升材料的耐化学腐蚀性与拉伸强度,但会降低韧性;丁二烯含量升高会增强低温抗冲击性,但会提升材料的吸水率;苯乙烯含量升高则会优化加工流动性与表面光泽,但会降低耐热性。例如,高抗冲级 ABS 的丁二烯含量通常超过 25%,而耐热级 ABS 的丙烯腈含量会提升至 30% 左右 。
2025 年 12 月发布的 GB/T 12672---2025《丙烯腈 - 丁二烯 - 苯乙烯(ABS)树脂》国家标准,进一步明确了 ABS 的结构定义与性能指标,取代 2009 版标准,将于 2026 年 7 月正式实施 。该标准新增了食品安全要求、黄色指数试验等项目,对 ABS 的卫生安全性与外观稳定性提出了更严格的要求。
1.2 全球与中国 ABS 产能格局(2025-2026 年)
1.2.1 全球产能分布
2025 年全球 ABS 树脂总产能约为 1480 万吨 / 年,产能布局呈现显著的区域集中特征:亚太地区以 76.12% 的占比稳居全球主导地位,其中中国贡献了全球产能的 45%,是全球最大的 ABS 生产国;东北亚地区(韩国、日本)合计占比 20%,东南亚地区(越南、泰国、马来西亚)合计占比 5%------ 该区域正成为新增产能的重要承接地,预计 2025-2030 年年均复合增长率达 6.2% 。
北美地区产能占比约 15%,主要集中在美国和墨西哥,代表性企业包括 INEOS Styrolution、Trinseo 及 LG Chem 在美合资工厂;欧洲地区产能占比约 12%,核心生产商包括 INEOS Styrolution、SABIC 和 TotalEnergies,主要分布在德国、荷兰、意大利和西班牙;中东地区近年来通过沙特 SABIC 与韩国乐天化学等合作项目逐步提升产能,占比约 5%,主要面向欧洲和非洲市场 。
1.2.2 中国产能结构与趋势
2025 年底,中国 ABS 树脂总产能已突破 1100 万吨 / 年,2026 年预计新增产能 197.5 万吨,总产能将突破 1200 万吨 / 年 。从产能增速看,行业已彻底告别高速扩张期,正式进入存量竞争的新周期:2025 年产能增速达 21%,但 2026 年增速将大幅回落,主要原因是需求端疲软、产能过剩风险凸显,以及荣盛石化舟山金塘项目等重点项目推迟至 2027-2028 年投产 。
从产能占比看,华东地区以 55% 的占比成为国内 ABS 产能最集中的区域,核心企业包括浙石化、荣盛石化、吉林石化等;华南地区占比约 25%,主要企业有 LG 化学(惠州)、金发科技等;东北、华北等地区合计占比约 20% 。头部企业集中度持续提升,2025 年 CR5 产能占比达 58%,其中中国石油吉林石化以 180 万吨 / 年的产能位居国内单体企业首位、世界第三,其 2025 年底投产的 20 万吨 / 年连续本体法 ABS 装置,是国内首套完全国产化的大型本体法装置,打破了外资企业的长期技术垄断 。
行业开工率方面,2025 年国内 ABS 装置平均开工率约 65%-70%,较 2024 年略有提升,但仍处于历史低位 ------ 这一数据反映出当前 ABS 行业 "产能过剩、需求疲软" 的核心矛盾:尽管新能源汽车、5G 通信等新兴领域需求保持增长,但传统家电、建材等主力消费领域的需求增速放缓,无法消化快速扩张的产能。中国石油和化学工业联合会已将 ABS 列入 2025 年版高风险产品清单,提示行业需警惕供过于求的风险 。
1.2.3 舟山本地产业布局
舟山作为中国(浙江)自由贸易试验区核心区、全国七大石化产业基地之一,已形成以荣盛石化、浙石化为核心的 ABS 产业集群,其产业优势集中在 "原料自给" 与 "技术高端化" 两大维度:
- 荣盛石化金塘新材料项目:总投资 760 亿元,规划建设 120 万吨 / 年 ABS 装置(含 60 万吨乳液法、60 万吨本体法生产线),并配套 12 万吨 / 年聚丁二烯橡胶装置,实现原料自给。该项目 2023 年 11 月正式开工,上市公司公告显示全面投产时间为 2028 年,一期 60 万吨本体法装置或提前至 2027 年试生产。项目定位高端化,重点布局无卤阻燃、耐候等高端牌号,将定向供应长三角地区的 5G 设备制造商和白色家电企业 。
- 浙石化熔体法 ABS 装置:已投产的熔体法 ABS 产能达 40 万吨 / 年,核心产品为 ZA0211 通用级高光 ABS。该工艺是连续本体法的改良版本,核心创新点在于采用 "高含水胶粉直接熔融掺混" 技术,省略了传统乳液法的干燥工序,可将高含水胶粉的脱水率降至 15% 以下,解决了传统工艺中胶粉脱水能耗高、效率低的行业痛点。产品经下游家电、汽车企业批量验证,熔体流动速率、简支梁缺口冲击强度等指标达到行业领先水平 。
舟山产业集群的核心优势在于原料自给率达 100%------ 依托浙石化 4000 万吨 / 年炼化一体化项目,可实现丙烯腈、丁二烯、苯乙烯三种核心原料的管道直供,原料成本较行业平均低 10%-15%,显著提升了企业的成本竞争力 。
1.3 ABS 的市场需求与应用领域分布
2025 年中国 ABS 树脂表观消费量约为 620 万吨 / 年,同比增长 3%------ 需求增长的核心驱动力并非传统领域的复苏,而是新能源汽车、5G 通信等新兴领域的结构性增长。从应用领域占比看,据中国合成树脂协会 2024 年行业报告,核心领域占比为:家电 32%、汽车 28%、电子电器 26%、建材 / 日用品 14% 。
其中,新能源汽车是需求增长的核心引擎:2025 年新能源汽车单车 ABS 用量较传统燃油车提升 35%,达 5.2 公斤 / 辆,主要用于电池包内部支架、智能座舱触控面板、充电口盖等部件,带动该领域 ABS 需求年增速超 15% 。而家电领域受房地产市场低迷影响,2025 年 1-11 月大家电产量增速仅 1.6%,成为需求增长的主要拖累项 。
值得注意的是,高端牌号 ABS 的进口依赖度仍较高:2025 年国内高端 ABS 进口量约为 80 万吨 / 年,占总消费量的 12.9%,主要集中在电镀级、耐热级、无卤阻燃级等特殊牌号,核心技术仍被奇美、LG 等外资企业掌控。这也成为舟山等国内产业集群的技术突破方向 ------ 通过布局高端牌号,实现进口替代 。
第二章:ABS 树脂的用途与应用场景分析
ABS 树脂的应用场景覆盖国民经济数十个领域,核心逻辑是 "性能定制化匹配下游需求"------ 通过调整单体比例、橡胶粒径、聚合工艺等参数,可生产出从通用级到特种级的全系列产品。以下为核心应用领域的详细分析:
2.1 汽车领域(传统燃油车与新能源汽车)
汽车是 ABS 树脂的第二大应用领域,占国内总消费量的 28%------2025 年新能源汽车的爆发式增长,成为该领域需求增长的核心驱动力。ABS 在汽车领域的核心优势是 "轻量化 + 刚韧平衡 + 易加工",可替代传统金属材料,实现车身减重 30%-50%,同时降低成型成本。
2.1.1 核心应用部件
- 新能源汽车专属部件:电池包内部支架、智能座舱触控面板、充电口盖、电池模组外壳等 ------ 这些部件对材料的绝缘性、耐候性、尺寸稳定性要求极高。例如,电池包内部支架需要承受电池模组的重量和行驶过程中的振动,要求材料具备较高的刚性和抗疲劳性;充电口盖需要长期暴露在户外,要求材料具备优异的耐候性和抗紫外线老化性能。据行业调研,电池包相关部件占新能源汽车 ABS 总用量的 40% 以上 。
- 传统汽车通用部件:仪表盘骨架、门板内饰件、保险杠、空调出风口等 ------ 这些部件对材料的加工流动性和表面光泽度要求较高,可通过注塑一次成型,大幅提升生产效率。
2.1.2 性能要求与定制化牌号
汽车领域对 ABS 的性能要求因部件而异,核心指标包括冲击强度、耐候性、耐热性等:
- 耐候性:户外部件(如充电口盖、保险杠)需通过 1000 小时 UV 老化测试,黄变指数 ΔYI≤2.5------ 这一要求可确保部件在长期暴露于阳光、雨水等环境后,仍能保持原有的外观和性能。例如,LG 甬兴的耐候级 ABS 牌号,在 UV 老化测试后,黄变指数仅为 1.8,远低于行业平均水平 。
- 耐热性:发动机周边部件或电池包内部部件,要求长期使用温度≥100℃,短期峰值温度≥120℃------ 这是为了应对发动机舱的高温环境或电池充放电过程中的热量积累。例如,吉林石化的耐热级 ABS 牌号,维卡软化点可达 110℃,可满足发动机周边部件的要求 。
- 阻燃性:电池系统部件需满足 UL94 V-0@1.6mm 的无卤阻燃要求 ------ 这是为了防止电池短路或过热时引发火灾,保障车辆的安全性能。例如,金发科技的无卤阻燃 ABS 牌号,通过添加新型阻燃剂,实现了 UL94 V-0 等级,同时保持了良好的机械性能 。
- 高端定制化牌号:PC/ABS 合金是当前新能源汽车的高端选择 ------ABS 占比通常为 40%-60%,兼具 ABS 的加工流动性和 PC 的耐热性、抗冲击性,可承受 - 30℃至 85℃的宽温工况。例如,宝马 iX3 的中控台面板采用 PC/ABS 合金,其耐热性可达 120℃,抗冲击强度较普通 ABS 提升 50% 。
2.1.3 舟山本地企业的市场渗透
浙石化 ZA0211 牌号 ABS 已通过吉利、比亚迪等新能源车企的供应商资质认证,主要用于内饰件和充电口盖的量产 ------ 该牌号的熔体流动速率为 20-24g/10min,适配复杂薄壁注塑成型,表面光泽度≥90gu,可满足新能源汽车内饰的高端外观要求。此外,荣盛石化金塘项目规划的高抗冲 ABS 牌号,将定向供应长三角地区的新能源汽车零部件制造商,填补国内高端汽车用 ABS 的供给缺口 。
2.2 电子电气与 5G 通信领域
电子电气与 5G 通信领域占国内 ABS 总消费量的 26%,是 ABS 树脂的第三大应用领域。该领域的核心需求是 "精密成型 + 环保合规 + 信号稳定性"------ 随着 5G 通信、人工智能等技术的普及,电子设备的集成度越来越高,对材料的尺寸精度、环保性能和电磁兼容性提出了更严格的要求。
2.2.1 核心应用场景
- 5G 通信设备:基站信号模块外壳、服务器机箱部件、连接器等 ------ 这些部件需要长期暴露在户外或机房环境中,对材料的耐候性、耐热性、绝缘性要求严苛。例如,5G 基站信号模块外壳需要承受 - 40℃至 130℃的温度变化,同时具备优异的绝缘性,防止信号干扰 。
- 白色家电:冰箱 / 洗衣机外壳、空调出风口、微波炉控制面板等 ------ 这些部件对材料的外观光泽度、耐刮擦性、环保性能要求较高。例如,冰箱外壳需要具备良好的耐黄变性能,确保长期使用后仍能保持原有的白色外观 。
- 消费电子:手机中框、笔记本电脑结构件、电源适配器外壳等 ------ 这些部件需要实现薄壁化、轻量化,同时具备足够的强度和韧性。例如,手机中框的壁厚通常仅为 1.0-1.5mm,要求材料具备高流动速率和优异的抗冲击性能 。
2.2.2 性能要求与合规标准
该领域的性能要求以 "环保 + 信号稳定 + 长期可靠性" 为核心,具体指标如下:
- 无卤阻燃:符合 UL94 V-0@1.6mm 等级,且多溴联苯(PBBs)、多溴二苯醚(PBDEs)残留量≤10ppm------ 这一要求符合 GB/T 26572-2025(2025 年新版强制性国标)和欧盟 RoHS 2.0 标准,旨在减少电子垃圾对环境的污染 。
- 介电性能:介电常数需控制在 2.4-3.0(1GHz 频段)------ 这一指标是保障 5G 信号传输效率的关键,若介电常数过高,会导致信号衰减,影响通信质量。例如,SABIC 的 5G 专用 ABS 牌号,介电常数仅为 2.6,远低于行业平均水平 。
- 耐热性:长期使用温度范围为 - 40~130℃,短期峰值温度≥150℃------ 这一要求可确保材料在 5G 基站的高温环境或服务器机房的连续运行环境中,仍能保持稳定的性能 。
- 环保合规:食品接触级 ABS 需满足丙烯腈单体残留≤10ppm(符合欧盟 EU 10/2011 规范),TVOC 释放量≤50μg/g(符合欧盟 Ecolabel 认证要求)------ 这一要求主要针对与食品直接接触的家电部件,如咖啡机、微波炉的内胆等 。
2.2.3 舟山本地企业的布局
荣盛石化金塘项目规划的 120 万吨 ABS 装置中,无卤阻燃 ABS 牌号占比约 30%,将定向供应长三角地区的 5G 设备制造商和白色家电企业,填补国内高端无卤阻燃 ABS 的供给缺口。此外,浙石化 ZA0211 牌号 ABS 的高流动特性,适配薄壁电子外壳的注塑成型,已进入美的、格力等白色家电企业的供应商名录 。
2.3 建材与日用品领域
建材与日用品领域占国内 ABS 总消费量的 14%,是 ABS 树脂的传统应用领域之一。该领域的核心需求是 "成本可控 + 易加工 + 耐用性"------ 通过调整配方和工艺,可在保证性能的前提下,大幅降低材料成本。
2.3.1 建材领域的配方优化
舟山本地塑料管材企业(如浙江宏兴塑胶)采用的 ABS/PVC 共混配方,是该领域成本控制的典型案例:通过添加 10-15 份碳酸钙填充剂,不仅将原料成本降低了 20%,还将拉伸强度提升至≥50MPa,压缩强度提升至≥40MPa,完全满足 GB/T 10002.1-2018《给水用硬聚氯乙烯(PVC-U)管材》标准的要求。该配方主要用于市政排水管道、集成吊顶模块、智能马桶盖等部件,尤其在装配式建筑中,ABS 的耐候性和易加工性可大幅提升施工效率 ------ 与传统的金属管材相比,ABS 管材的重量仅为金属的 1/7,安装效率提升 3 倍以上 。
2.3.2 日用品领域的安全标准
高端玩具 / 手办领域是日用品领域对 ABS 性能要求最高的细分市场,需满足 GB 6675.1-2025(2026 年 11 月实施)的强制性安全要求:TVOC 释放量≤0.5mg/m³、甲醛≤30mg/kg、可溶性重金属(铅、镉等)≤90mg/kg。此外,还需通过跌落测试(1.2 米高度跌落无裂纹)以适配玩具的耐用性需求。例如,乐高的高端手办用 ABS 牌号,不仅满足上述安全要求,还具备优异的耐刮擦性和色彩稳定性,确保长期使用后仍能保持原有的外观 。
2.4 其他新兴应用领域
除上述核心领域外,ABS 树脂在医疗、航空航天等高端领域的应用也在逐步拓展:
- 医疗领域:手术器械托盘、药品包装、医用轮椅部件等 ------ 这些部件需要满足 ISO 10993 生物相容性标准,无细胞毒性、无致敏性,同时具备优异的耐消毒性能(可承受 121℃高温高压消毒)。例如,金发科技的医疗级 ABS 牌号,已通过 ISO 10993 认证,可用于手术器械托盘的生产 。
- 航空航天领域:飞机内饰件、卫星天线罩等 ------ 这些部件需要满足轻量化、阻燃性、低气味等要求,同时具备优异的耐辐射性能。例如,空客 A350 的内饰件采用了 ABS/PC 合金材料,重量较传统金属材料降低了 40%,同时满足 FAR 25.853 阻燃标准 。
第三章:ABS 树脂生产技术及具体步骤
ABS 树脂的生产技术经历了从 "高污染、高能耗" 到 "绿色化、高效化" 的迭代,当前全球主流工艺为乳液接枝 - 本体 SAN 掺混法 、连续本体聚合法,传统乳液聚合法因能耗高、污染大已逐步被淘汰。以下为核心工艺的详细解析:
3.1 主流生产工艺分类与特性对比
当前全球 ABS 生产工艺以三类为主,各工艺的市场占比、核心特性存在显著差异:
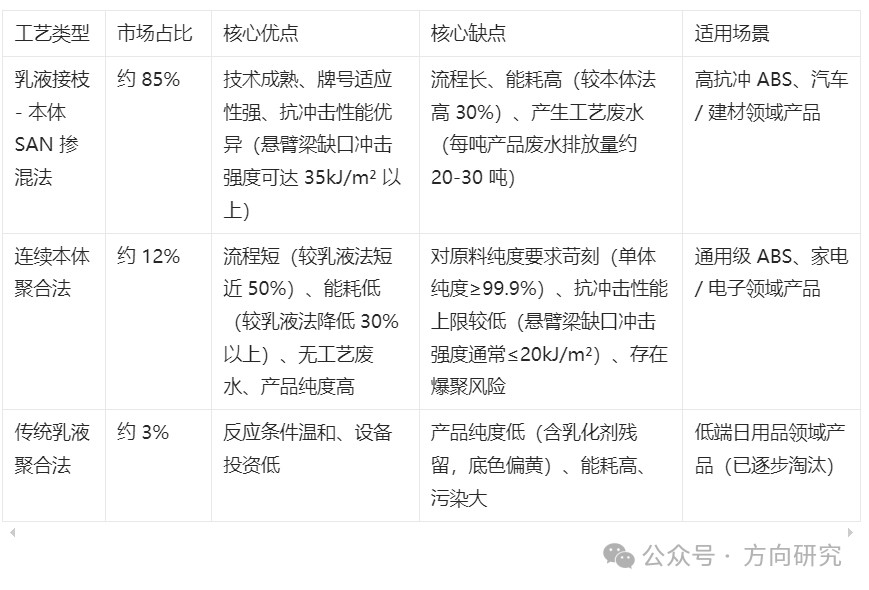
从趋势看,连续本体法的市场占比将从 2025 年的 12% 提升至 2030 年的 35%,成为行业主流工艺 ------ 这一趋势的核心驱动因素是环保政策的趋严和企业对成本控制的需求:连续本体法的三废处理成本仅为乳液法的 15%,且产品纯度更高,更符合下游高端领域的需求 。
3.2 核心生产工艺详解:乳液接枝 - 本体 SAN 掺混法
乳液接枝 - 本体 SAN 掺混法是当前全球应用最广的 ABS 生产工艺,其核心逻辑是 "分阶段聚合 + 精准掺混"------ 先通过乳液聚合制备高抗冲接枝物,再通过本体聚合制备刚性 SAN 树脂,最后将两者按比例掺混,实现刚韧平衡的性能。该工艺的关键优势在于可通过调整接枝物与 SAN 树脂的比例,生产出从通用级到高抗冲级的全系列产品。
3.2.1 工艺原理
该工艺分为聚丁二烯(PB)胶乳制备 、接枝聚合 、SAN 共聚 、掺混造粒四大核心单元,各单元的反应机理与作用如下:
- PB 胶乳制备:通过自由基乳液聚合制备大粒径聚丁二烯胶乳 ------ 这是决定 ABS 抗冲击性能的核心环节,胶乳的粒径、凝胶含量直接影响最终产品的韧性。
- 接枝聚合:将苯乙烯、丙烯腈单体接枝到 PB 胶乳表面,形成接枝共聚物 ------ 这一环节可使 PB 橡胶颗粒均匀分散在 SAN 连续相中,避免颗粒聚集,提升材料的抗冲击性能。
- SAN 共聚:通过本体聚合制备苯乙烯 - 丙烯腈共聚物 ------ 这一环节决定了 ABS 的刚性、耐热性和加工流动性。
- 掺混造粒:将接枝共聚物与 SAN 树脂按比例掺混,添加助剂后挤出造粒 ------ 这一环节可实现性能的定制化,满足不同下游领域的需求。
3.2.2 具体操作步骤与关键参数
各单元的操作步骤与关键参数需严格控制,任何细微偏差都会导致产品性能波动:
(1)PB 胶乳制备单元
该单元的核心目标是制备 "粒径均匀、凝胶含量适中" 的聚丁二烯胶乳,具体参数如下:
- 原料:丁二烯单体(纯度≥99.5%)、歧化松香酸皂(乳化剂,用量为单体质量的 3-5%)、过硫酸钾(引发剂,用量为单体质量的 0.1-0.3%)、叔十二碳硫醇(分子量调节剂,用量为单体质量的 0.05-0.1%)。
- 反应条件:反应温度控制在 50-80℃,反应时间 25-28 小时,单体转化率需达到 60%-80%。
- 产物指标:平均粒径 250-300nm、凝胶含量 60%-80%------ 相关研究表明,当胶乳粒径在 320nm 左右时,ABS 的冲击强度达到最大值;凝胶含量低于 65% 时,橡胶的增韧效果不佳,高于 80% 时,材料的加工流动性会下降 。
(2)接枝聚合单元
该单元的核心目标是实现 "均匀接枝、高转化率",具体参数如下:
- 原料:PB 胶乳(占总原料质量的 20-30%)、苯乙烯 / 丙烯腈单体混合物(质量比 7:3)、过硫酸钾(引发剂,用量为单体质量的 0.1-0.2%)。
- 反应条件:反应温度梯度控制为 "预热段 70-80℃→反应段 90-93℃→熟化段 85-90℃",反应时间 7-8 小时,单体转化率≥98%,接枝率需控制在 35% 左右 ------ 接枝率过高会导致橡胶粒子弹性下降,过低则会导致橡胶颗粒聚集,均会影响产品的冲击强度 。
- 产物:ABS 接枝胶乳 ------ 经凝聚、脱水、干燥后得到接枝粉料。
(3)SAN 共聚单元
该单元的核心目标是制备 "分子量分布窄、性能稳定" 的苯乙烯 - 丙烯腈共聚物,具体参数如下:
- 原料:苯乙烯 / 丙烯腈单体混合物(质量比 7:3)、乙苯(溶剂,占单体总质量的 5%-10%)、1,1 - 双 (叔丁基过氧基) 环己烷(引发剂,浓度 50-500ppm)。
- 反应条件:反应温度控制在 120-150℃,反应压力 0.196-0.392MPa,单体转化率需达到 60%-70%。
- 产物指标:分子量分布 2.0-3.0------ 分子量分布过宽会导致材料的加工流动性和机械性能波动,影响下游成型质量 。
(4)掺混造粒单元
该单元的核心目标是实现 "性能定制化、均匀混合",具体参数如下:
- 原料:接枝粉料与 SAN 树脂(质量比 3:7-4:6)、抗氧剂 1010(0.2-0.5 份)、润滑剂(0.3-0.8 份)。
- 设备参数:双螺杆挤出机的机筒温度分段控制为 "加料段 180-190℃→压缩段 200-220℃→均化段 210-230℃→机头温度 230-240℃",螺杆转速 30-300rpm(炭黑体系需≤25rpm,防止螺杆磨损),压缩比 2.5-3.0。
- 后处理:水下切粒后干燥至含水量≤0.1%------ 这一环节可确保颗粒的流动性,避免包装和运输过程中出现结块现象 。
3.3 先进生产工艺:连续本体聚合法
连续本体聚合法是当前最环保、最具发展潜力的 ABS 生产工艺,其核心逻辑是 "单体直接聚合 + 无溶剂体系"------ 省略了乳液法的水相体系和干燥工序,流程短、能耗低、污染小。该工艺的关键技术壁垒在于对反应温度和转化率的精准控制,若控制不当,会出现爆聚风险。
3.3.1 工艺原理
该工艺分为溶胶 、预聚合 、相转变 、深度聚合 、脱挥造粒五大核心单元,各单元的反应机理与作用如下:
- 溶胶:将聚丁二烯橡胶溶于苯乙烯 - 丙烯腈混合单体中,形成均匀的橡胶溶液 ------ 这一环节是确保橡胶颗粒均匀分散的前提。
- 预聚合:在全混流反应器中进行初步聚合,控制转化率在较低水平 ------ 这一环节可避免反应过快导致的爆聚风险。
- 相转变:当聚合体系达到 "等相体积点" 时,橡胶相从连续相转变为分散相,形成 ABS 特有的 "海岛结构"------ 这一环节是决定产品抗冲击性能的核心节点。
- 深度聚合:在平推流反应器中完成最终聚合,提升单体转化率 ------ 这一环节可确保产品的分子量和性能稳定。
- 脱挥造粒:脱除未反应单体和小分子齐聚物,挤出造粒 ------ 这一环节可提升产品的纯度,降低残留单体的气味。
3.3.2 具体操作步骤与关键参数
各单元的操作步骤与关键参数需严格控制,尤其是相转变环节的参数,直接决定产品的性能:
(1)溶胶单元
- 原料:聚丁二烯橡胶(门尼粘度 30-40ML,质量占比 10%-15%)、苯乙烯 / 丙烯腈单体混合物(质量比 7:3)、抗氧剂(用量为单体质量的 0.05-0.1%)。
- 设备:溶解槽,采用机械搅拌实现均匀混合 ------ 搅拌速率需控制在 50-100rpm,避免橡胶颗粒团聚 。
(2)预聚合单元
- 设备:全混流反应器。
- 反应条件:反应温度控制在 90-100℃,停留时间≤1 小时,单体转化率需控制在橡胶含量的 40%-60%------ 这一参数可避免反应过快导致的爆聚风险,同时确保后续相转变的顺利进行 。
(3)相转变单元
该单元是连续本体法的核心技术壁垒,其核心参数与机理如下:
- 临界条件:当聚合体系达到 "等相体积点"(即 SAN 连续相体积与橡胶分散相体积相等)时,橡胶相开始从连续相转变为分散相,形成 ABS 特有的 "海岛结构"。
- 转化率阈值:通常对应单体转化率 20%-40%------ 若转化率未达到阈值,橡胶相无法完全转变为分散相,产品的抗冲击性能会显著下降;若转化率过高,橡胶颗粒会过度聚集,同样会影响抗冲击性能 。
(4)深度聚合单元
- 设备:多级平推流反应器。
- 反应条件:反应温度梯度控制为 "第一段 100-115℃→第二段 115-130℃→第三段 120-150℃",反应器搅拌速率对应调整为 20-30rpm、20-30rpm、5-10rpm------ 这一参数可确保单体转化率逐步提升,同时避免局部过热导致的爆聚风险。
- 产物指标:单体转化率需达到 70%-80%------ 这一指标可确保产品的分子量和性能稳定 。
(5)脱挥造粒单元
- 设备:二级闪蒸脱挥系统 + 双螺杆挤出机。
- 操作参数:第一级闪蒸温度 180-200℃、绝对压力常压;第二级闪蒸温度 200-210℃、绝对压力 2-10mmHg------ 这一参数可有效脱除未反应单体和小分子齐聚物,脱除率≥99%。
- 产物:经挤出造粒、冷却、筛分后得到成品 ------ 成品的残留单体含量≤500ppm,远低于乳液法产品的 1000ppm 以上 。
3.4 舟山本地企业的工艺特色
舟山本地企业的工艺特色集中在 "熔体法改良" 与 "原料自给" 两大维度,核心优势是成本控制与高端牌号适配:
3.4.1 浙石化熔体法工艺
浙石化的熔体法 ABS 工艺是连续本体法的改良版本,其核心创新点在于采用 "高含水胶粉直接熔融掺混" 技术,省略了传统乳液法的干燥工序 ------ 这一技术突破解决了传统工艺中胶粉脱水能耗高、效率低的行业痛点,可将高含水胶粉的脱水率降至 15% 以下,能耗较传统乳液法降低 25%。该工艺的核心产品为 ZA0211 通用级高光 ABS,其熔体流动速率为 20-24g/10min、简支梁缺口冲击强度为 16kJ/m²、维卡软化点≥88℃,表面光泽度≥90gu,适配复杂薄壁注塑成型,可满足家电、汽车领域的高端需求 。
3.4.2 荣盛石化金塘项目工艺规划
荣盛石化金塘项目采用 "乳液法 + 本体法" 的双工艺布局,以覆盖不同下游需求:
- 60 万吨 / 年乳液法装置:生产高抗冲级 ABS,适配汽车、建材领域的需求 ------ 该工艺可生产抗冲击强度达 35kJ/m² 以上的产品,满足汽车保险杠、建材管材等部件的要求。
- 60 万吨 / 年本体法装置:生产通用级、高光级 ABS,适配家电、电子领域的需求 ------ 该工艺的产品纯度高、底色洁白,可满足白色家电外壳的外观要求。
项目配套的 12 万吨 / 年聚丁二烯橡胶装置,可实现原料 100% 自给,原料成本较行业平均低 10%-15% 。
第四章:ABS 树脂的质量控制与性能检测
ABS 树脂的质量控制贯穿 "原料进厂 - 生产过程 - 成品出厂" 全流程,核心目标是 "性能稳定 + 合规达标 + 定制化匹配"------ 每一个环节的质量波动,都会直接影响最终产品的性能和下游客户的使用体验。
4.1 原材料质量控制
原材料的质量稳定性是 ABS 产品性能的基础,核心检测项目及合格标准如下:
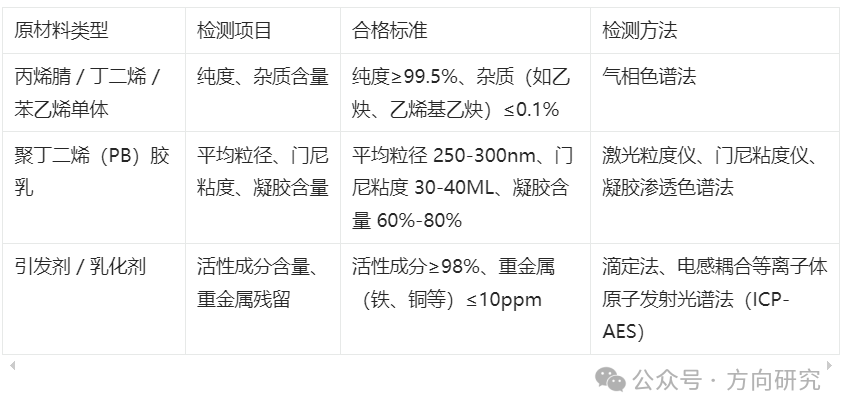
需要特别注意的是,丙烯腈单体中的水分含量需≤0.05%------ 若水分含量过高,会影响引发剂的活性,导致聚合反应转化率下降;PB 胶乳的机械稳定性需满足 "静置 48 小时无沉淀"------ 若机械稳定性不达标,会导致胶乳在储存和运输过程中出现分层、沉淀现象,影响后续接枝聚合的效果 。
4.2 生产过程质量控制
生产过程需设置多轮次在线检测与人工抽检,核心检测节点及频率如下:
- 聚合反应阶段:每 2 小时在线检测一次单体转化率(采用折光指数法,误差≤±0.5%)、反应釜温度(误差≤±0.5℃)、压力(误差≤±0.01MPa);每批次检测一次胶乳固含量(合格范围 40%-50%)和门尼粘度 ------ 这两个参数是调整后续工艺的核心依据,若胶乳固含量过高,会导致接枝聚合的转化率下降 。
- 掺混造粒阶段:每 4 小时检测一次熔体流动速率(MFR,220℃/10kg,误差≤±0.5g/10min);每 8 小时检测一次接枝率(误差≤±1%)------MFR 是下游加工的关键指标,若 MFR 过高,会导致注塑件出现飞边;若 MFR 过低,会导致注塑件填充不足 。
- 中间产物存储阶段:每批次检测一次中间产物的储存稳定性,防止出现分层、沉淀等异常情况 ------ 若中间产物稳定性不达标,会直接导致最终产品的性能波动,甚至出现不合格品 。
通过上述检测节点的严格控制,可将产品性能波动的概率降至最低,保障生产的稳定性。
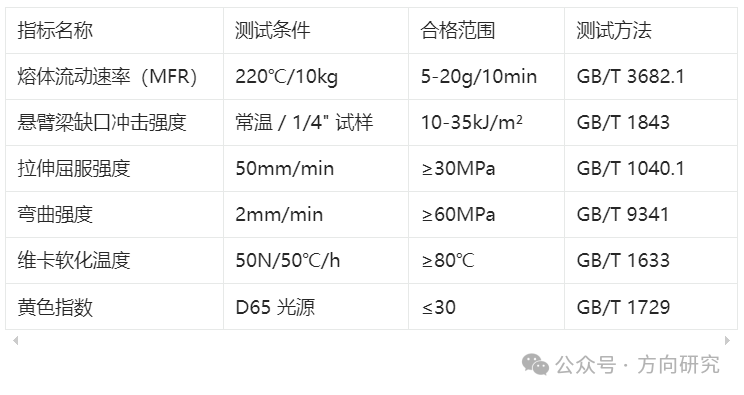
4.3 成品性能检测标准
成品检测需同时满足国家标准、行业规范与下游定制化要求,核心指标如下:
4.3.1 国家标准(GB/T 12672---2025)核心指标
4.3.2 食品接触级特殊要求
对于食品接触级 ABS 产品,需额外满足以下检测要求:
- 丙烯腈单体残留≤10ppm(符合欧盟 EU 10/2011 规范);
- 重金属(铅、镉、汞等)残留≤10ppm(符合 GB 4806.7-2016 食品安全国家标准);
- TVOC 释放量≤50μg/g(符合欧盟 Ecolabel 认证要求) 。
这些要求旨在保障食品接触材料的安全性,防止有害物质迁移到食品中,危害人体健康。
4.3.3 舟山本地企业的额外检测指标
荣盛石化、浙石化等舟山本地企业,会在国家标准的基础上,增加针对下游高端需求的检测指标,以提升产品的市场竞争力:
- 耐候性:UV 老化 1000 小时后的黄变指数 ΔYI≤2.5------ 这一指标主要针对汽车、建材领域的户外应用场景,可确保产品在长期暴露于阳光后仍能保持原有的外观。
- TVOC 释放量:≤0.5mg/m³------ 这一指标主要针对家电、玩具领域的环保需求,可确保产品的气味符合高端客户的要求。
- 耐刮擦性:500g 负载下的刮擦等级≥4H------ 这一指标主要针对汽车内饰、手机中框等易刮擦部件,可确保产品的外观耐久性 。
第五章:全球与中国 ABS 产能格局深度分析
5.1 全球产能竞争格局
5.1.1 区域分布特征
2025 年全球 ABS 产能分布呈现 "亚太主导、多极支撑" 的格局,各区域的产能占比与核心特征如下:
- 亚太地区:产能占比 76.12%,其中中国占全球总产能的 45%,是全球最大的生产国;东北亚地区(韩国、日本)合计占比 20%,东南亚地区(越南、泰国、马来西亚)合计占比 5%------ 东南亚地区正成为新增产能的重要承接地,主要受益于区域自由贸易协定和下游电子电器制造业的转移,预计 2025-2030 年年均复合增长率达 6.2%。
- 北美地区:产能占比 15%,主要集中在美国和墨西哥,代表性企业包括 INEOS Styrolution、Trinseo 及 LG Chem 在美合资工厂 ------ 该地区的产能主要满足本地汽车和电子电器产业的需求。
- 欧洲地区:产能占比 12%,核心生产商包括 INEOS Styrolution、SABIC 和 TotalEnergies,主要分布在德国、荷兰、意大利和西班牙 ------ 该地区的产能主要满足本地高端汽车和航空航天产业的需求。
- 中东地区:产能占比约 5%,近年来通过沙特 SABIC 与韩国乐天化学等合作项目逐步提升产能,主要面向欧洲和非洲市场 ------ 该地区的产能优势在于原料成本低(依托丰富的石油资源) 。
5.1.2 企业竞争格局
全球 ABS 产能高度集中,前十大企业合计掌控 68% 的产能,核心梯队如下:
- 第一梯队:奇美实业(中国台湾)2025 年全球产能达 380 万吨 / 年,位居全球第二;其在中国大陆的镇江奇美化工 ABS 年产能达 180 万吨,是国内单体规模最大的 ABS 生产基地之一,也是奇美实业布局大陆市场的核心载体。LG 化学(韩国)产能 155 万吨 / 年,INEOS Styrolution(欧洲)产能 145 万吨 / 年,SABIC(沙特)产能 130 万吨 / 年 ------ 这四家企业构成了全球 ABS 行业的核心领导者,掌控着高端牌号的核心技术,如电镀级、耐热级 ABS 的生产技术。
- 第二梯队:中国石油(吉林石化)产能 180 万吨 / 年(国内单体企业首位、世界第三),中国石化产能 140 万吨 / 年,台塑集团产能 120 万吨 / 年 ------ 其中吉林石化 2025 年底投产的 20 万吨 / 年连续本体法 ABS 装置,是国内首套完全国产化的大型本体法装置,打破了外资企业的长期技术垄断,实现了高端 ABS 技术的自主可控 。
5.2 中国产能竞争格局
5.2.1 区域分布特征
国内 ABS 产能高度集中在华东、华南地区,这两个区域的产能占比超 80%,核心产业集群的定位各有侧重:
- 华东地区:以浙江、江苏、山东为主,产能占比约 55%;核心企业包括浙石化、荣盛石化、吉林石化、扬子石化、台化兴业(宁波)等 ------ 该区域是国内最大的家电、汽车、电子电器生产基地,也是 ABS 下游需求最集中的区域,产能布局与下游需求高度匹配。
- 华南地区:以广东为主,产能占比约 25%;核心企业包括 LG 化学(惠州)、金发科技、茂名石化等 ------ 该区域依托珠三角的电子电器产业集群,重点生产无卤阻燃、高流动等高端牌号 ABS,满足消费电子和 5G 通信领域的需求。
- 其他地区:东北(吉林石化)、华北(天津大沽化工)等地区合计占比约 20%,主要供应本地及周边市场 。
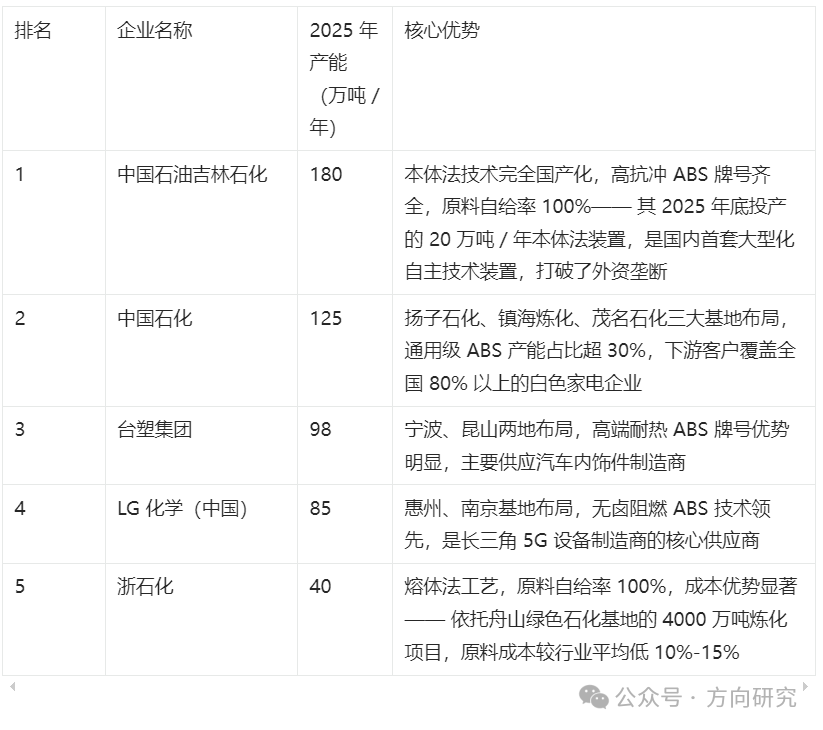
5.2.2 企业产能排名(2025-2026 年)
2025 年底国内 ABS 总产能突破 1100 万吨 / 年,头部企业的产能及核心优势如下:
5.2.3 舟山本地企业的产能规划
舟山本地企业的 ABS 产能规划,主要集中在绿色石化基地和金塘新材料基地,核心项目如下:
- 荣盛石化金塘新材料项目:规划产能 120 万吨 / 年 ABS(含 60 万吨乳液法 + 60 万吨本体法),配套 12 万吨 / 年聚丁二烯橡胶装置,上市公司公告显示全面投产时间为 2028 年,一期 60 万吨本体法装置或提前至 2027 年试生产 ------ 该项目总投资 760 亿元,是舟山打造全球高端新材料基地的核心项目之一。
- 浙石化绿色石化基地项目:已投产熔体法 ABS 产能 40 万吨 / 年,后续无明确扩产计划,将聚焦现有装置的技术优化和高端牌号的量产,核心产品为 ZA0211 通用级高光 ABS 。
5.3 新增产能趋势(2025-2026 年)
5.3.1 新增产能规模与区域
2025-2026 年国内 ABS 新增产能呈现明显的放缓趋势,核心数据及特征如下:
- 2025 年新增产能约 200 万吨 / 年,主要集中在东北(吉林石化 60 万吨)、华东(山东科鲁尔 45 万吨)、华南(茂名南海新材料 60 万吨)地区;
- 2026 年新增产能约 197.5 万吨 / 年,总产能将突破 1200 万吨 / 年;新增产能主要集中在华东地区(占比约 60%),代表性项目包括上海高桥石化 20 万吨 / 年、中石化天津分公司 30 万吨 / 年、恒力石化惠州基地 60 万吨 / 年等 ------ 华东地区的新增产能主要面向当地的家电、汽车下游需求;
- 东南亚地区(越南、泰国、马来西亚)2025-2026 年合计新增产能约 50 万吨 / 年,主要面向欧洲、北美出口市场,受益于区域自由贸易协定的关税优势 。
5.3.2 新增产能工艺类型
新增产能的工艺路线呈现明显的高端化、绿色化趋势,具体分布如下:
- 连续本体法:占新增产能的 70% 以上,是头部企业扩产的首选工艺 ------ 代表性项目包括吉林石化 20 万吨 / 年、恒力石化 60 万吨 / 年、利华益维远 30 万吨 / 年等;其中利华益维远采用美国 Dow 化学授权的本体聚合技术,在东营基地建成 30 万吨 / 年装置,通过独创的分子量分布调控技术,实现了产品性能的精准优化。
- 乳液接枝 - 本体 SAN 掺混法:占新增产能的 25% 左右,主要用于生产高抗冲级 ABS,适配汽车、建材领域的需求。
- 传统乳液法:占新增产能的 5% 以下,仅少数小型企业采用,且主要用于低端产品的生产 。
5.3.3 产能增速放缓原因
2026 年国内 ABS 产能增速较 2025 年的 21% 大幅回落,主要原因包括:
- 需求端疲软:家电行业受房地产市场低迷影响,2025 年 1-11 月大家电产量增速仅 1.6%;汽车行业虽有新能源汽车带动,但单车 ABS 用量增长有限,难以抵消整体需求疲软 ------ 据卓创资讯数据,2025 年国内 ABS 表观消费量增速仅约 3%,远低于产能增速。
- 产能过剩风险:中国石油和化学工业联合会将 ABS 列入 2025 年版高风险产品清单,企业扩产意愿显著下降 ------2025 年行业平均开工率仅约 65%-70%,供过于求的格局已初步形成。
- 项目推迟:荣盛石化舟山金塘项目、恒力石化部分项目等均推迟至 2027-2028 年投产,导致 2026 年新增产能规模较原计划收缩约 30% 。
第六章:结论与展望
6.1 核心结论
本报告基于 2025-2026 年的行业权威数据与舟山本地产业调研,得出以下核心结论:
- 材料性能与应用的深度绑定:ABS 树脂的 "海岛结构" 是其刚韧平衡性能的核心来源,三种单体的比例调控可实现从通用级到特种级的全性能覆盖,精准匹配家电、汽车、5G 通信等多领域的定制化需求 ------ 新能源汽车、5G 通信等新兴领域的需求增长,已成为行业发展的核心驱动力。
- 生产技术的绿色化迭代不可逆转:连续本体聚合法凭借 "无工艺废水、能耗降低 30% 以上、产品纯度高" 的优势,已成为头部企业扩产的首选工艺,其市场占比将从 2025 年的 12% 提升至 2030 年的 35%------ 传统乳液法将逐步被淘汰,绿色化已成为行业发展的必然趋势。
- 中国已成为全球 ABS 产能核心枢纽:2025 年中国 ABS 产能占全球总产能的 45%,稳居全球首位;舟山作为长三角核心石化基地,已形成 "荣盛金塘 120 万吨规划产能 + 浙石化 40 万吨熔体法投产产能" 的双引擎布局,原料自给率达 100%,成本优势显著 ------ 舟山将成为国内高端 ABS 的核心供给基地之一。
- 行业面临 "低端过剩、高端依赖" 的双重挑战:尽管中国 ABS 产能已居全球首位,但高端牌号(如电镀级、耐热级、无卤阻燃级)的进口依赖度仍达 12.9%;同时,行业开工率处于历史低位,产能过剩风险凸显 ------ 提升高端牌号的国产化率,是行业突破发展瓶颈的关键。
6.2 行业展望
6.2.1 技术发展趋势
未来 5-10 年,ABS 生产技术将向 "绿色化、高端化、循环化" 方向演进,核心趋势如下:
- 生物基 ABS 的商业化推广:中科院团队开发的玉米秸秆基 ABS 材料已实现小批量生产,成本较石油基产品低 12%,预计 2025 年产能可达 20 万吨;LG 甬兴与新宝电器联合研发的 30% 生物质含量 ABS,已成功应用于出口欧洲的咖啡机系列,较传统材料碳足迹减少 40%------ 生物基 ABS 的商业化推广,将有效降低 ABS 行业对石油原料的依赖,减少碳足迹。
- 化学循环回收技术的工业化应用:英力士与 Indaver 合作的化学循环回收技术已实现实验室规模生产,首批产品的碳足迹较石油基 ABS 减少 30%,且性能与石油基产品无差异;LG 甬兴的闭环回收技术更将生产废料再利用率提升至 95%------ 化学循环回收技术的工业化应用,将有效解决塑料废弃物的处理问题,推动行业向循环经济转型。
- 高端牌号的国产化突破:吉林石化 20 万吨 / 年连续本体法 ABS 装置的投产,标志着国内高端 ABS 技术的突破;荣盛石化金塘项目规划的无卤阻燃、耐候等高端牌号,将填补国内供给缺口 ------ 预计 2030 年国内高端 ABS 的进口依赖度将降至 5% 以下。
- 工艺优化的持续推进:连续本体法的工艺优化将聚焦 "转化率提升、爆聚风险控制、产品性能定制化" 三大方向,例如通过人工智能算法实时调控反应温度和压力,将转化率提升至 85% 以上,同时将爆聚风险降至最低 ------ 工艺优化将进一步提升连续本体法的竞争力,加速其替代传统乳液法的进程 。
6.2.2 产业发展趋势
未来 5-10 年,ABS 产业将向 "集中度提升、高端化转型、绿色化认证" 方向发展,核心趋势如下:
- 产能集中度进一步提升:头部企业将通过并购重组、产能扩张等方式,进一步提升市场份额,预计 2030 年 CR5 产能占比将提升至 70% 以上 ------ 中小企业将逐步被淘汰,行业竞争格局将从 "价格竞争" 转向 "技术竞争"。
- 高端化转型加速:新能源汽车、5G 通信等新兴领域的需求增长,将驱动企业加大高端牌号的研发投入,预计 2030 年高端 ABS 的市场占比将提升至 40% 以上 ------ 高端化将成为企业突破产能过剩困境的核心路径。
- 绿色化认证成为市场准入门槛:欧盟 Ecolabel、中国绿色产品认证等绿色认证,将成为 ABS 产品进入高端市场的必备条件 ------ 具备碳足迹认证的绿色产品,将获得更多市场份额,溢价能力也将显著提升。
- 长三角产业协同深化:长三角地区的 ABS 企业将加强产学研合作,共享原料、技术、市场等资源,形成 "原料基地 - 生产基地 - 下游应用" 的全产业链协同体系 ------ 舟山作为长三角核心石化基地,将在产业协同中发挥核心作用 。
本报告基于 2025-2026 年行业权威数据与舟山本地产业调研,系统阐述丙烯腈 - 丁二烯 - 苯乙烯(ABS)树脂的材料特性、多元化应用场景、主流生产技术及全流程操作细节,并结合全球与中国产能格局,对行业未来发展趋势进行研判。
核心观点如下:
- 性能与应用的适配性:ABS 树脂的 "海岛结构" 赋予其刚韧平衡的核心特性 ------ 丙烯腈提供耐化学腐蚀性与刚性、丁二烯提供低温韧性与抗冲击性、苯乙烯提供加工流动性与表面光泽,三种单体的比例调控可实现从通用级到特种级的全性能覆盖,精准匹配家电、汽车、建材等多领域需求 。
- 技术迭代的绿色化趋势:乳液接枝 - 本体 SAN 掺混法是当前全球应用最广的成熟工艺(市场占比约 85%),但连续本体聚合法凭借 "无工艺废水、能耗降低 30% 以上、产品纯度高" 的优势,已成为头部企业扩产首选,其市场占比将从 2025 年的 12% 提升至 2030 年的 35% 。
- 产能格局的中国主导性:2025 年中国 ABS 产能突破 1100 万吨 / 年,占全球总产能的 45%,稳居全球首位;舟山作为长三角核心石化基地,已形成 "荣盛金塘 120 万吨规划产能 + 浙石化 40 万吨熔体法投产产能" 的双引擎布局,原料自给率达 100%,成本较行业平均低 10%-15% 。
- 高端化与循环化的未来方向:生物基 ABS、化学循环回收技术已进入商业化导入期,具备碳足迹认证的绿色产品将获得更多市场份额;舟山本地企业需依托炼化一体化优势,聚焦无卤阻燃、耐候等高端牌号,破解产能过剩与高端进口依赖的双重困境 。