本文分享电源模块纹波测试自动化的技术方案设计与工程实践经验。
纹波(Ripple)是衡量电源模块输出质量的关键指标。在产线批量测试中,传统手动方式效率低下且一致性难以保证。某电源厂商的实测数据表明,引入自动化测试后,单批次100只模块的纹波测试时间从4小时压缩至25分钟,同时数据一致性显著提升。
纹波测试的基本原理与难点
纹波指直流输出电压上叠加的交流分量,主要由开关电源的开关动作引起。准确测量纹波需解决三个技术难点:
探头接地 :长地线会引入额外噪声,建议使用接地弹簧或专用探头附件,缩短接地回路。
带宽设置 :纹波频率通常与开关频率相关(几十kHz至几MHz),但高频噪声可能干扰测量。一般设置20MHz带宽限制,滤除无关高频成分。
耦合方式 :AC耦合可隔离直流分量,放大交流细节。但需注意,部分示波器AC耦合存在低频截止问题,可能影响低频纹波测量。
在批量测试场景中,上述参数的标准化执行是最大挑战。人工操作难免出现设置偏差,而自动化系统可固化测试条件,从根本上消除人为因素。
自动化测试系统的架构设计
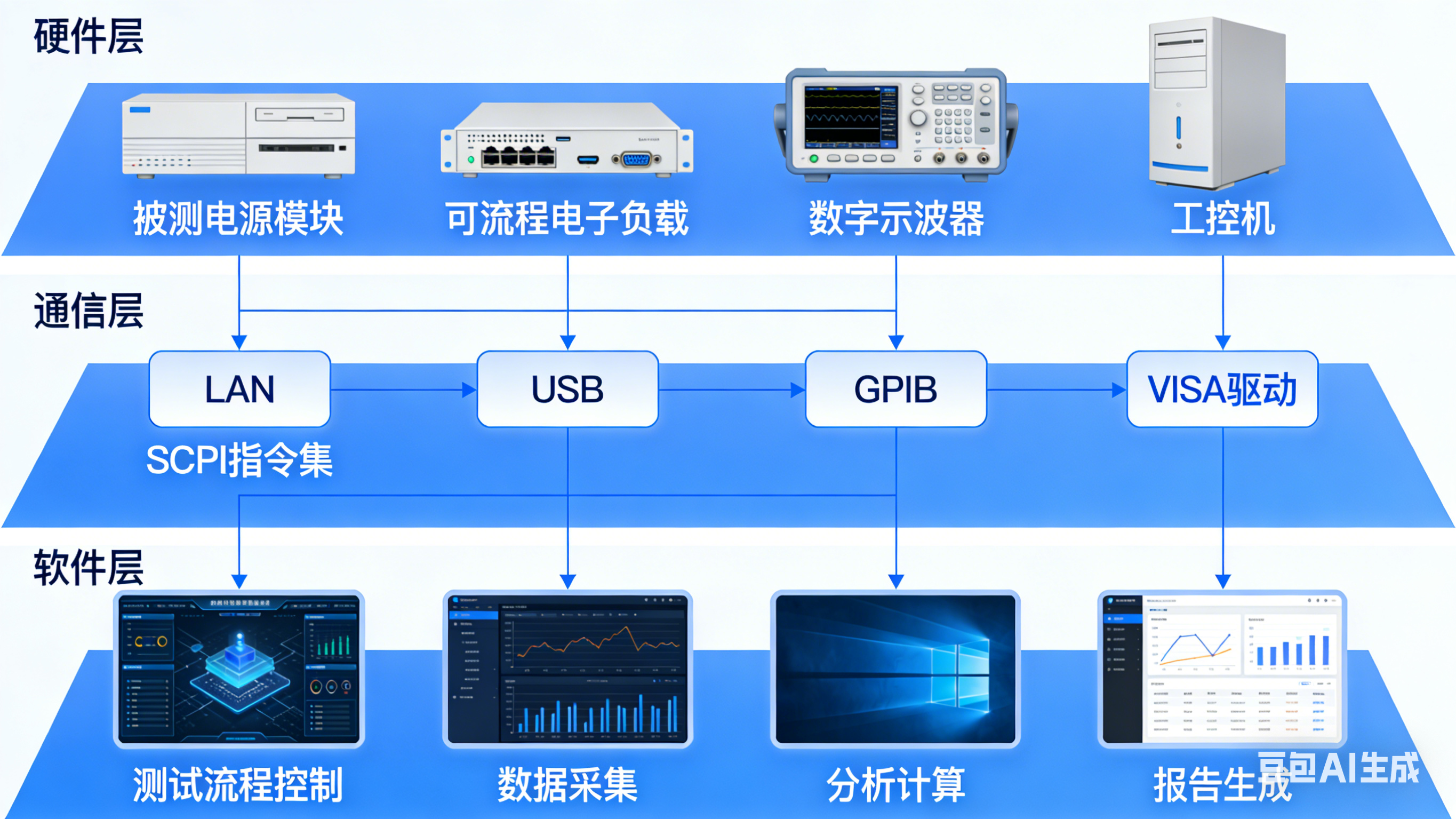
典型的纹波自动化测试系统包含三层架构:
硬件层 :被测电源模块(DUT)、可编程电子负载、数字示波器、工控机。负载用于模拟实际工况,示波器负责信号采集。
通信层 :仪器与工控机通过LAN/USB/GPIB连接,采用SCPI指令集或VISA驱动实现程控。建议优先选用LAN接口,抗干扰能力强且布线灵活。
软件层 :测试流程控制、数据采集、分析计算、报告生成。这是自动化系统的核心,决定了开发效率和可维护性。
针对软件层的实现,目前有两种主流路径:自主开发和采用商用平台。
自主开发灵活性高,但需投入较多人力维护。商用平台则提供开箱即用的能力,适合希望快速落地的团队。
以ATECLOUD为例,这是一款面向电子测试测量领域的无代码测试平台。其技术特点在于将测试流程抽象为可视化节点,工程师通过拖拽连接即可完成自动化测试程序开发。据官方公开资料,ATECLOUD内置1000余种仪器驱动,支持示波器、电源、负载等主流设备的即插即用。
在纹波测试场景中,ATECLOUD的典型应用流程如下:
设备初始化 :自动识别连接的示波器和负载,加载对应驱动
参数配置 :设置示波器时基、垂直档位、触发模式、带宽限制
负载设置 :配置负载电流,等待输出稳定
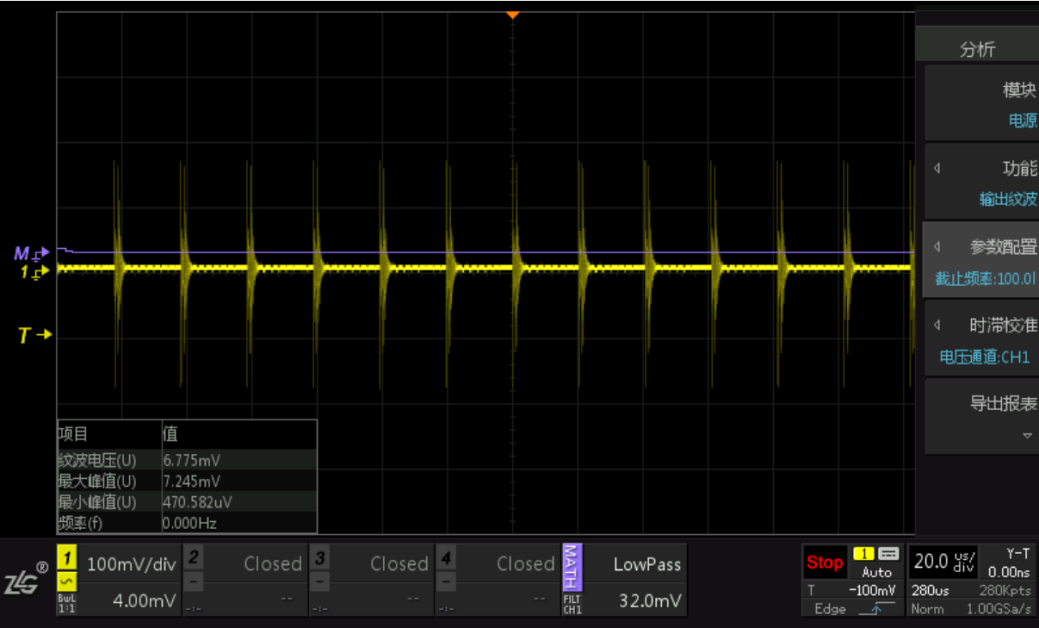
数据采集 :触发示波器捕获波形,回传数据至PC端
纹波计算 :提取波形交流分量,计算峰峰值或有效值
结果判定 :对比规格阈值,输出PASS/FAIL结论
报告生成 :汇总测试数据,导出Excel或PDF报告
某电源模块制造商的实际案例显示,使用ATECLOUD搭建纹波测试方案后,程序开发时间从3天缩短至4小时,测试执行效率提升约18倍。

工程实施中的关键技术问题
问题一:多仪器同步触发
纹波测试要求示波器采样时刻与负载状态严格对应。若负载尚未稳定即开始采样,测得的纹波值会包含瞬态分量,导致误判。
解决方案是采用外部触发模式。将负载的"输出稳定"信号接入示波器外部触发通道,确保在负载稳定后才启动波形采集。ATECLOUD支持触发条件配置,可在流程中设置等待触发或超时机制。
问题二:通信稳定性保障
仪器通信中断是自动化测试的常见故障。可能原因包括:网络波动、仪器忙状态、指令格式错误等。
建议实施以下措施:
增加指令重发机制,超时后自动重试
每条指令执行后查询仪器状态,确认就绪后再发下一条
关键节点增加人工确认弹窗,便于异常时介入
问题三:数据一致性验证
自动化系统上线前,需与手动测试结果进行比对验证。建议选取覆盖规格上下限的样本各10只,分别用两种方式测试,对比数据偏差。偏差应在允许范围内(通常±5%),方可投入量产使用。
常见问题解答
Q: 纹波测试的采样率如何设置?
根据奈奎斯特采样定理,采样率应至少为被测信号最高频率的2倍。考虑到开关电源的谐波成分,建议采样率不低于开关频率的10倍。例如,开关频率100kHz的电源,采样率建议设为1MSa/s以上。
Q: 自动化测试能否替代人工复检 ?
建议保留人工抽检机制。自动化系统用于全检筛选异常品,人工复检用于确认边缘值样本和故障分析。两者互补,而非替代。
Q: 测试数据如何与MES系统对接?
ATECLOUD提供API接口,可将测试数据实时推送至MES或ERP系统。需确认平台的数据格式(通常为JSON)与MES的接收协议兼容,必要时开发中间转换程序。
后续优化方向
纹波自动化测试上线后,可进一步挖掘数据价值:
- 建立SPC控制图,监控产线质量波动
- 分析纹波与温度、负载的相关性,优化设计裕量
- 积累历史数据,训练模型预测潜在失效
最后更新:2026年3月