一、案例背景
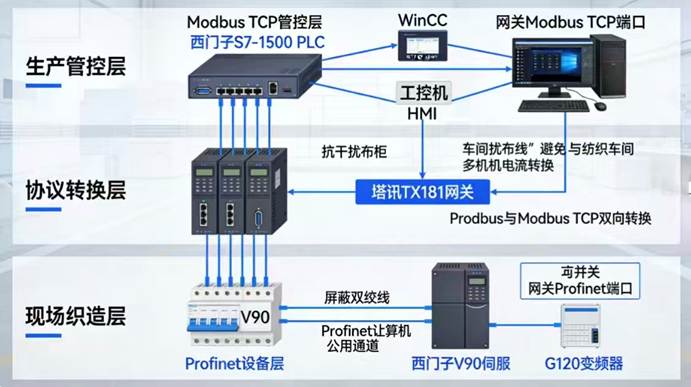
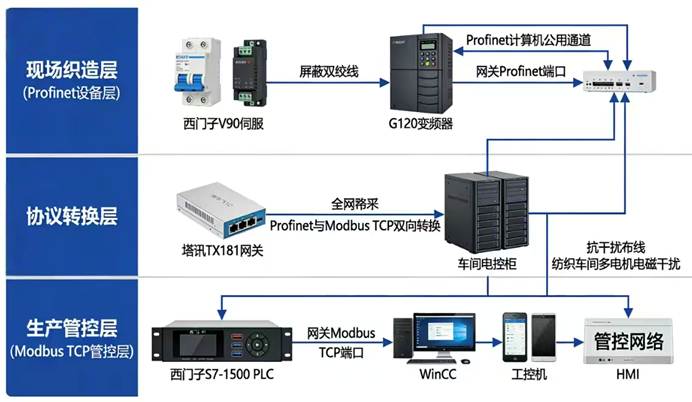
高端纺织行业对设备运行精度、速度稳定性要求极高,是工业自动化与工业物联网落地的重要民生制造领域。某高端家纺面料生产企业,新建数字化纺织产线,核心织造设备采用西门子V90伺服驱动器及电机(Profinet协议),精准控制织机转速、经纬密度,同时配备西门子G120变频器控制卷布机、牵伸机,组成Profinet设备集群。
产线总控采用西门子S7-1500系列PLC(Modbus TCP协议),搭配WinCC SCADA系统、工控机与HMI,负责工艺参数设置、设备运行监控、产量统计。由于Profinet伺服、变频器与Modbus TCP S7-1500 PLC协议不兼容,伺服定位数据、变频器运行参数无法上传,PLC无法远程调控设备工艺参数,产线只能本地手动操作,面料织造精度低、次品率高,无法满足高端面料生产要求,同时生产数据无法采集,无法实现工业物联网数字化管理,亟需通过工业网关完成协议转换,提升产线自动化与数字化水平。
二、塔讯TX181-RE-RE-TCP/PNM网关功能简介
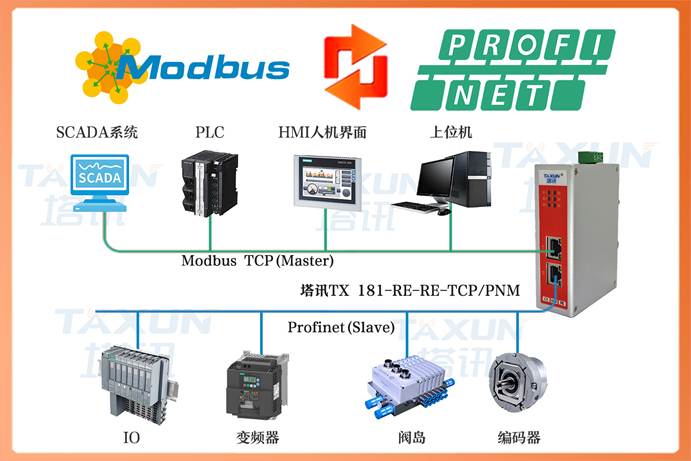
本项目选用塔讯TX181-RE-RE-TCP/PNM工业协议网关,适配纺织车间粉尘多、湿度大、多电机干扰的恶劣环境,具备超强抗干扰能力。核心功能:1. 作为Profinet主站,接入西门子V90伺服、G120变频器,实时采集伺服转速、定位、扭矩,变频器频率、电流、故障信息;2. 作为Modbus TCP从站,对接西门子S7-1500 PLC,将设备数据上传至上位系统,同时接收PLC下发的工艺参数指令,精准转发至设备执行;3. 支持高精度数据传输,保障纺织工艺参数精准控制,提升面料品质;4. 支持多设备同时接入,数据传输稳定无延迟,适配纺织产线连续高速运行需求;5. 无需修改原有设备程序,快速部署,低成本实现产线数字化升级。

三、网络拓扑结构
四、项目实施前核心痛点
1. 工艺精度无法保障:PLC无法远程调控伺服与变频器参数,本地操作误差大,面料经纬密度不均、平整度差,高端面料次品率高。
2. 生产效率低下:设备无法联动运行,单台设备独立操作,产线节拍不统一,生产速度慢,产量无法达标。
3. 数据无法采集:设备运行数据、产量数据无法上传,无法进行产量统计、能耗分析、设备运维管理。
4. 设备故障难排查:无远程监控功能,设备故障只能现场排查,停机时间长,影响产线运行。
5. 数字化水平低:仍采用传统生产模式,无法接入工业物联网平台,不符合高端纺织数字化转型趋势。

五、解决方案与实施步骤
1. 现场勘测与参数梳理:梳理纺织产线伺服、变频器通讯参数,西门子S7-1500 PLC通讯规则,规划网络地址,设计抗干扰布线方案。
2. 网关硬件安装:将网关安装在防尘电控柜内,连接Profinet设备网络与Modbus TCP管控网络,做好抗干扰、防尘处理。
3. 协议配置与数据映射:导入设备GSD文件,配置网关Profinet主站参数,扫描接入所有设备;设置Modbus TCP从站参数,匹配PLC,完成工艺参数、状态数据映射。
4. 上位机与 PLC 调试:在PLC中编写工艺控制程序,在WinCC中搭建产线监控画面,设置工艺参数远程调节、产量统计功能。
5. 产线联调与优化:测试设备远程控制、数据上传功能,优化传输参数,消除电磁干扰,保障数据稳定传输。
6. 试运行与验收:产线连续试运行30天,监控面料品质、设备运行稳定性,达标后完成验收,开展运维培训。
六、应用效果与实施前后对比
实施后核心效果
1.实现产线全自动化控制,PLC远程精准调控伺服与变频器参数,面料织造精度大幅提升,次品率下降80%。
2.设备运行数据、产量数据实时采集上传,产量统计、能耗分析自动完成,生产管理效率提升60%。
3.远程监控设备状态,故障快速定位,停机时间减少75%,产线稼动率提升30%。
4.网关抗干扰能力强,在纺织车间恶劣环境下稳定运行,数据传输零丢包,保障产线连续高速生产。
核心指标对比
|--------|-----------|-----------|--------|
| 指标项 | 实施前 | 实施后 | 变化幅度 |
| 面料次品率 | 12.3% | 2.4% | -80.5% |
| 产线生产效率 | 150米/小时 | 240米/小时 | +60% |
| 产线稼动率 | 68% | 98% | +30% |
| 人工操作成本 | 高额人工调试+值守 | 远程调控,少量巡检 | -70% |
| 故障排查时长 | 平均90分钟/次 | 平均22分钟/次 | -75.6% |
七、项目总结
本案例立足高端纺织行业精密化、高效化、数字化的生产转型需求,借助塔讯工业网关 与数据采集器 ,成功破解Profinet协议伺服、变频器与Modbus TCP西门子S7-1500 PLC的总线协议兼容难题,搭建起稳定可靠的工业物联网数据传输通道。这款智能网关凭借超强的抗干扰性能与低延迟转换能力,完美适配纺织车间恶劣生产环境,无需改动原有设备程序,以低成本、快部署的方式,实现了产线设备的远程全自动控制与全维度数据采集,既大幅提升了面料生产精度与产品合格率,又降低了人工运维成本与设备故障率,推动传统高端纺织产线向工业自动化、智能化、数字化升级,为纺织行业同类产线的协议改造与数字化转型提供了可直接复制的落地范本。
(相关技术交流咨询售后请与王工留言)