在薄膜、纸张、电池极片、电子材料等卷对卷加工中,你是否还在为张力波动、卷材打滑、收放卷不稳而头疼?物理样机调试成本高、风险大,单纯依靠经验难以解决复杂的动态耦合问题。
Maplesoft 中国技术团队近期发布了 MapleSim 卷材处理库(Web Handling Library) 的全套中文培训资料与实战模型。无论你是设备设计工程师、控制算法工程师还是工艺研究员,这份资料都能帮你快速构建高精度的虚拟样机,在电脑上"跑通"产线,实现设计优化与故障预判。
免费下载80页全套培训文档及模型库示例,资料包含:培训讲义、模型源文件,以及可申请基于云服务器的试用版 MapleSim。
📚 资料亮点抢先看
-
从0到1系统入门:涵盖卷材术语、机械元件(导辊、储料器、收放卷机)原理、建模技巧,零基础也能上手。
-
实战案例模型:包含带张力控制的收卷机、S-Wrap 张力辊、Z 型折叠、多层卷绕等典型场景的完整模型文件,可直接导入学习。
-
控制策略深度解析:详细讲解如何通过仿真验证 PID 参数,实现速度与张力的解耦控制,避免断料或褶皱。
-
内置 App 应用:展示如何使用"皱褶极限预测"和"参数扫描"工具,量化分析工艺窗口。
一、卷料处理术语及概念介绍
基于卷料的制造是现代工业中至关重要但又经常被忽视的基础之一。每天,大量的材料如薄膜、纸张、箔材、纺织品、非织造布、复合材料和层压板,以连续柔性材料的形式在机器中传递,这些片材被称为卷料。这些卷料被转化为我们打开的包装、医疗产品、电子产品,以及为新兴技术提供动力的储能材料。
**本章介绍卷料处理的核心概念,为后续80页完整培训建立基础。**解释了什么是卷料,卷料处理为何是基础,介绍了关键机械元件,并强调了动态仿真在设计和改进加工产线中的作用。
二、san什么是卷料?
卷料是一种连续的柔性材料,通过制造过程运输,在这个过程中卷料可以被印刷或涂布、层压、压花、折叠、分切或模切,并且通常卷绕在卷辊上。在被加工之前,卷料通过造纸、薄膜挤出、纤维纺丝或金属轧制等工艺制成。卷料通常的特点是相对于其宽度和长度而言非常薄。
示例包括:
-
塑料薄膜,如聚乙烯、聚丙烯和 PET
-
纸张、纸板和特种纸
-
铝箔和金属化薄膜
-
胶带和标签材料
-
用于卫生用品、过滤和医疗产品的非织造布
-
电池隔膜和电极涂层
-
纺织品、技术织物和复合材料预浸料
无论材料是什么,卷料都必须在受控的张力、位置和尺寸稳定性下运输,以避免对卷料或机器部件造成损坏,以及意外的机器停机。
三、不同行业的卷料加工
卷料加工涵盖了将原始卷料材料转化为成品或半成品的过程。它是一个广泛的跨行业学科,包括:
-
包装:层压薄膜、涂布粘合剂、印刷图形、分切卷筒
-
医疗和卫生:生产尿布、湿巾、手术单、过滤介质
-
储能:涂布电极、干燥、压延、分切电池材料
-
电子:制造显示薄膜、光学层、柔性电路
-
汽车和航空航天:生产绝缘层、保护膜、复合材料
由于加工生产线整合了许多加工步骤,卷料传递时的稳定性和质量直接影响每个下游工序的加工效果。
此照片由未知作者创作,已获得 CC BY许可
四、影响卷料加工效果因素
卷料处理是一门工程学科,专注于在卷料制造或加工过程中运送卷料,而不会造成损坏、失去控制、质量下降或意外停机。它确保卷料在稳态和动态条件下都能以必要的状态到达每个工序:
-
张力/应变和宽度:卷料张力是影响其平整度以及纵向和横向位置的关键条件。而宽度在印刷/涂布和层压工序中很重要。
-
速度和一致性:卷料速度会影响其空气动力稳定性和在辊筒上的牵引力,以及到达各个工序的时间。
-
横向和纵向对齐:在印刷/涂布和层压等关键工序中,卷料的横向和纵向位置对产品质量至关重要。
-
卷料传递设备上的牵引力影响卷料的横向和纵向位置及张力,失去牵引力可能会产生来自纤维卷料的污染或薄膜的刮擦。
-
平整度和稳定性:皱纹、松弛边缘或条道、下垂的卷料或飘动都会影响产品质量和工艺可靠性。
当卷料处理不稳定时,可能会出现皱纹、卷曲、套印不准(横向/纵向位置不正确)、刮擦、松弛条道和卷料断裂等缺陷。除了与卷料传递相互作用的加工工艺外,许多加工问题都可以追溯到上述的因素。
五、卷料特性及其工艺影响
卷料的机械特性决定了它在张力下、在卷辊上以及产线动态变化中的表现。关键特性包括:
-
厚度和弹性模量:影响拉伸、应变极限和张力敏感性。这些特性在纵向和横向上的变化可能会导致皱纹、跑偏(横向偏移)、卷曲、卷筒缺陷和其他工艺或质量问题。由于卷材薄且柔性,它们很容易起皱和弯曲,这会影响平整度和导向。
-
弯曲刚度影响皱纹形成、下垂和导向稳定性。
-
泊松比:材料在纵向拉伸时横向收缩的程度。形式上,它是横向应变与轴向应变的负比值。
-
与机器部件、自身或其他卷料的摩擦系数影响牵引力、打滑和驱动控制。
-
宽度:影响卷辊上的挠度、张力均匀性、空气夹带牵引力损失和起皱。
-
粘弹性:蠕变、松弛和随时间变化的张力变化。
-
表面特性:影响涂布、层压、牵引和卷绕质量。
理解这些特性并将它们包含在工艺仿真中有助于卷料加工企业可以预见诸如皱纹、打滑、卷曲或张力不均匀等挑战。
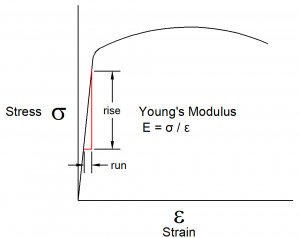
此照片由未知作者创作,已获得 CC BY许可
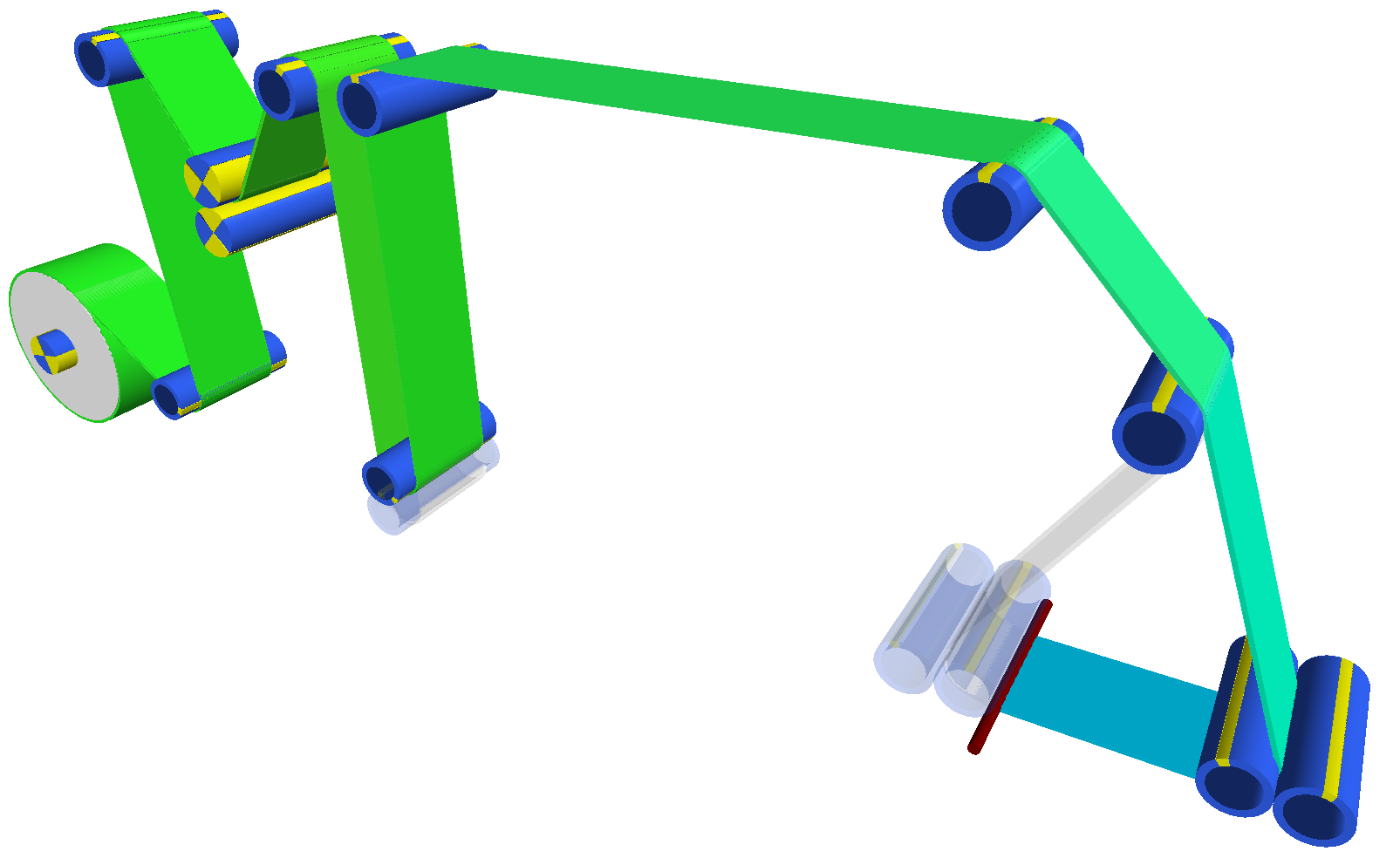
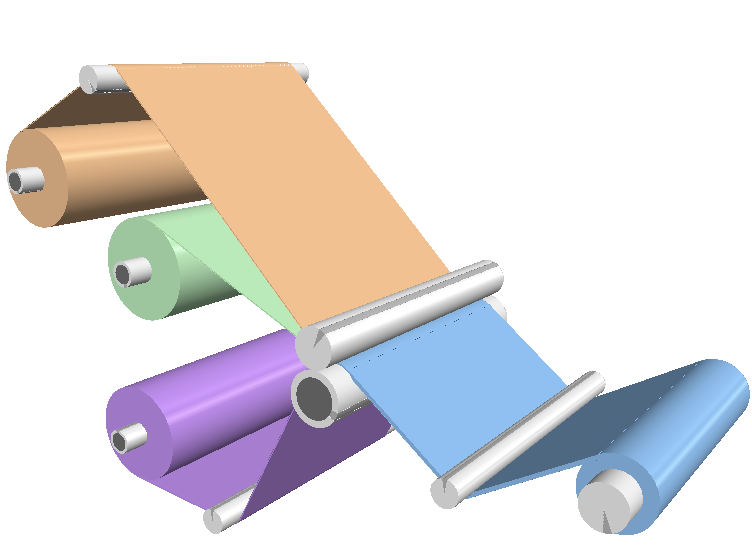
六、卷料如何传递
大多数卷料处理系统处于同一个框架结构:
- 放卷:卷料从卷辊上放卷。张力使用制动器、电机或浮动辊系统或张力传感器和卷辊直径传感器来控制,它们共同工作以补偿卷辊直径变化和干扰。
- 卷辊和跨段材料:卷料在一系列由自由跨段材料分隔的卷辊上传递。每个卷辊引导、支撑或隔离张力。跨段材料的表现类似于张紧的膜,对振动、对齐和张力变化敏感。
- 加工工艺: 如印刷/涂布、层压、模切或折叠,穿插在加工产线中。
- 收卷: 成品卷料在受控的张力和压区条件下重新卷绕,以生产稳定、无缺陷的卷。
一条**"卷料路径"**由卷料在到达最终状态时所经过的卷辊、跨段材料和加工工艺序列创建。
这个架构看起来很简单,但卷辊、驱动器、张力回路和卷料本身之间的动态相互作用构建了一个需要仔细设计和控制的复杂系统。
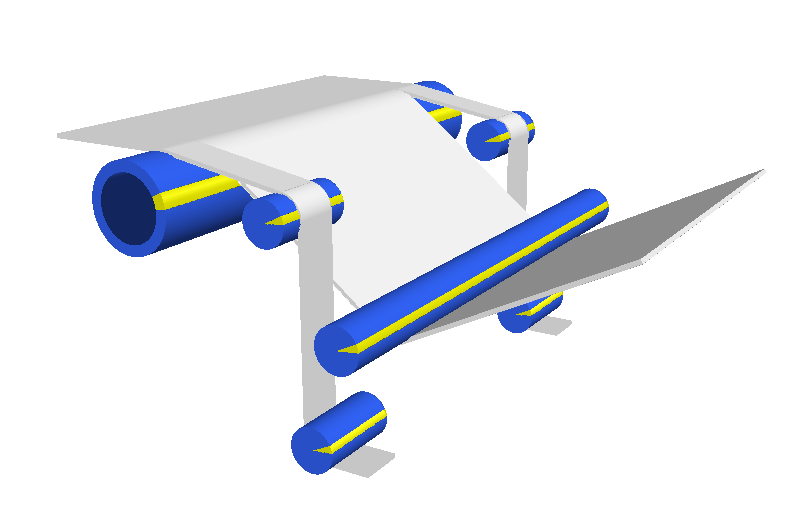
七、关键机械元件
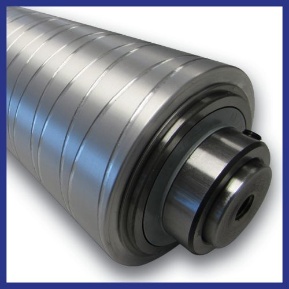
卷辊
卷辊是卷料运输的核心。常见类型包括:
-
惰性从动辊:这些是安装在带轴承的轴上的圆柱形卷辊,允许卷辊由移动的卷料驱动。
-
主动驱动辊:这些卷辊通常由电机或连接到电机的传动系驱动,提供向下游移动卷料所需的拉力。驱动辊的精确速度控制对于保持卷料张力和位置至关重要。
-
压辊:两个卷辊要么挤压在一起,要么由固定间隙分开,并被驱动以向卷料提供张力。它们通常用于层压工艺,其中两种或更多种卷料使用粘合剂、热量或压力结合在一起。典型的压辊设计是,使用一对橡胶包覆的金属辊。
-
真空辊:这些卷辊包括带内部端口的穿孔表面,内部端口连接到真空鼓风机,在表面上产生负压以将卷料拉到表面上以保持牵引力。
-
展布辊(弓形、凹形从动辊、成角度的压辊等):各种设计的特种卷辊,施加横向力以消除横向松弛或皱纹。
-
用于精细材料的低惯性辊通常具有非常薄的金属壳或轻质碳纤维复合材料壳,并且可能使用低阻力轴承。
-
开槽辊滚花工艺,在某些情况下用于防止高速时卷料和卷辊之间的牵引力损失,就像轮胎在湿路上一样。
在设计或修改卷料系统时,需要分析从动辊、驱动辊和特种卷辊的最佳数量及其在卷料路径中的放置位置。

跨段材料
跨段材料是辊与辊之间的开放空间,卷材在通过机器的路径上占据这些空间。它们允许卷料在辊筒之间过渡。它们的长度、张力和对齐影响皱纹形成、振动和横向稳定性。设计具有合适数量的卷辊和跨段材料长度的卷料路径是一种平衡,以优化设备的成本、卷料处理工艺的可靠性和产品质量。
放卷和收卷
卷料产线的这些部分定义了加工产线的入口和出口。它们的控制系统必须适应不断变化的卷料直径、惯性和卷绕应力。
放卷帮助将卷料从卷绕的卷辊上输送到加工产线中,收卷将经过加工的卷料在分切后转化为单个卷绕的卷或多个卷。放卷通常包括拼接操作,以将即将用完的卷料的末端连接到新卷料的开始,并且许多收卷设计包括在前一个卷料完成卷绕后开始卷绕新卷的能力。
张力控制装置
由于卷料上的张力会产生各方面的影响,因此卷料加工产线中使用了各种张力控制方法:
-
浮动辊提供机械响应并调节张力。它们由辊和支撑臂组件组成,通常由重力或气缸加载,以对卷料施加力。浮动辊的位置通常反馈到放卷轴上的电机,以将浮动辊保持在特定位置,间接控制卷料张力。多程浮动辊可用于为拼接操作提供卷料存储。
-
张力传感器直接测量张力。它是一种力传感装置,安装在卷材料处理系统中的卷辊下方,将卷料的张力转换为电信号。当移动的卷料拉动卷辊时,传感器测量所产生的轴承反作用力,允许控制系统实时计算和调节卷料张力。传感器测量结果通常反馈到放卷电机或收卷电机。
-
驱动器、制动器和离合器施加扭矩以保持张力。
这些组件一起形成张力回路,定义了卷料在整个产线中的机械状态。
卷辊相关问题
卷辊中的小缺陷可能会造成重大的工艺问题:
-
不对齐:可能导致横向漂移、皱纹和松弛边缘。在卷料路径中彼此不平行的辊会对卷料施加应力,这可能导致它在跨段材料中扭曲或在下游卷辊上起皱,或导致边缘松弛。它还会导致卷料偏转,使其将垂直于其旋转轴进入下游未对齐的辊筒。如果几个辊未对齐,卷料将"被编织"着通过机器。
-
偏心:偏心辊和受损的辊在卷料加工产线中将引入周期性张力变化和振动
-
过大的轴承阻力在卷料中产生张力损失,这可能导致在卷辊上打滑或松弛,影响卷料的纵向或横向位置。
-
打滑或牵引力差:可能导致卷料和卷辊之间的速度不匹配、涂层缺陷、卷料刮擦以及卷料的纵向或横向定位差。卷辊上合适的张力比和包角可以帮助防止打滑。
-
横向直径变化会在卷料上产生应力差异,导致跨段材料中的卷料凹陷和卷辊上的皱纹。锥形卷辊也可能导致卷料偏转问题。
识别和缓解这些问题对于稳定运行至关重要。
八、常见加工工艺
层压
使用热量、压力或粘合剂结合多种卷料。结合点处的应变匹配对于避免卷曲、气泡和皱纹至关重要。
分切
将宽幅卷料切割成较窄的卷,或修剪卷料边缘。分切操作中使用剪切分切机、挤压分切机、刀片分切机,甚至激光或水射流分切机。在任何分切操作中对卷料的张力控制对于保持分切宽度和分切边缘质量至关重要。
其他工艺------涂布、印刷、干燥、压花、压延,每个都施加自己的机械约束,所有这些都依赖于稳定的卷料处理。
九、动态仿真在卷料处理中的价值
现代加工生产线是复杂的动态系统。动态仿真提供了一种强大的方法来理解和优化它们的行为。它使以下成为可能:
-
在设备投产之前对新生产线建模虚拟样机
-
对设计选择、控制策略和运行条件进行假设分析
-
在不消耗昂贵卷料或影响生产时间和资源的情况下评估材料变更带来的影响
-
诊断现有产线问题,如张力不稳定或共振
-
在具有干扰、速度变化或参数变化的虚拟环境下进行稳健性测试
仿真揭示了难以或不可能直接测量的张力振荡、卷辊动态行为和控制的相互作用,使其成为现代卷料处理工程中的关键环节。
本培训的其余部分将向您介绍 MapleSim 和卷料处理库,并向您展示如何在卷料传递系统的设计和改进中应用此仿真工具。
结束语
卷料处理仿真是所有卷料加工所依赖的基础。对卷料行为、机器动态和张力控制的深刻理解使工程师能够设计更好的系统、排查复杂问题并提高产品质量。本培训内容从基础知识出发,旨在通过仿真练习,帮助学员掌握实用的卷料处理原理。
培训完整目录
-
MapleSim 基础建模
-
MapleSim 环境介绍
-
构建简单模型
-
定义和分配参数
-
构建滑块曲柄模型
-
-
卷料处理库简介
-
库面板
-
第一个基本模型
-
基本控制输入
-
可变配置和布局结构
-
卷料处理仿真所需信息
-
建模技巧和窍门
-
-
张力辊和储料器
-
张力辊介绍
-
基础张力辊
-
带张力控制的张力辊
-
受控旋转张力辊
-
S-Wrap 张力辊
-
储料器和缓冲器介绍
-
基本储料器
-
重力驱动储料器
-
含驱动储料器
-
-
卷料转换
-
简介
-
层压工艺
-
卷料转换
-
不连续变化
-
-
卷料控制
-
模型库概述
-
收卷机的张力控制
-
带制动器的放卷机张力控制
-
带旋转张力辊的张力控制
-
带线性张力辊的张力控制
-
速度控制
-
带扭矩输出的张力控制
-
-
卷料产线中的常见问题
-
打滑
-
偏心
-
轴承阻力
-
-
应用示例
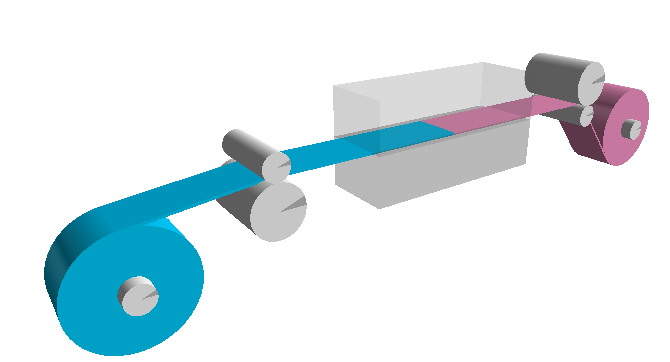
-
加热板上的摩擦
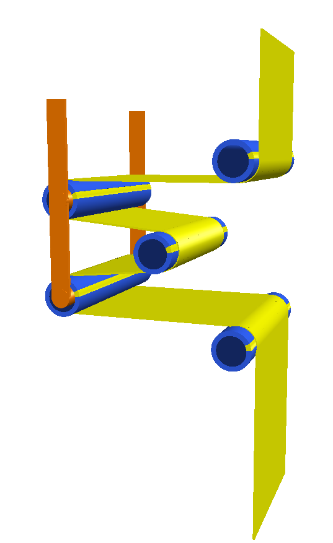
-
电池制造过程中的 Z 型折叠
-
轴承损耗的影响
-
多卷材的分切和卷绕
-
电池制造过程中的多层卷绕
-
-
内置App
-
皱褶极限预测
-
参数扫描
-
1D运动轨迹生成App
-