在机械加工的图纸上,你一定见过这样的标注:Ra 3.2和Ra 3.2 max。很多人会疑惑:这两种标注不都是要求表面粗糙度不能超过3.2μm吗?为什么要区分两种不同的标注方式?今天我们就来深入聊聊表面粗糙度检测中著名的「16%规则」。
01 什么是16%规则?
根据国家标准GB/T 10610-2009的规定,当图纸上只标注表面粗糙度上限值(如Ra 3.2)时,默认采用「16%规则」进行合格判定:
在评定长度内,允许不超过16%的实测值超过规定的上限值,只要超差的实测值比例不超过16%,就判定该表面合格。
而当标注「max」(如Ra 3.2 max)时,则采用「最大规则」,要求所有实测值都不得超过规定值,不允许任何超差。
02 为什么是16%,而不是其他数值?
16%规则的核心来源于统计学中的正态分布特性,这是机械制造领域经过长期实践验证的统计规律: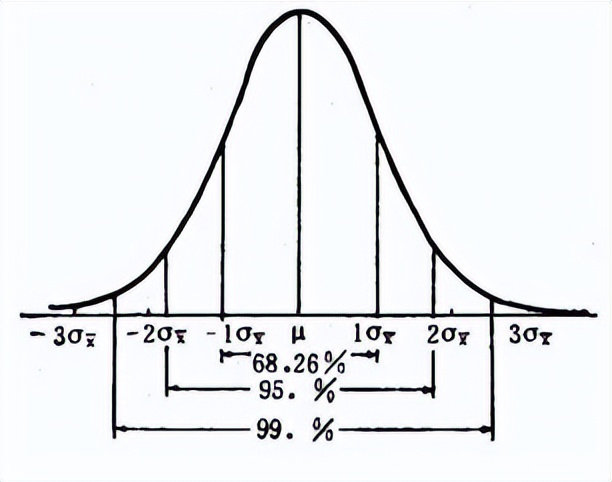
在稳定的加工过程中,表面粗糙度的测量值通常服从正态分布(钟形曲线)。根据统计学的「3σ原则」:
约68.26%的测量值落在均值±1个标准差(μ±σ)范围内
约95.44%的测量值落在均值±2个标准差(μ±2σ)范围内
约99.73%的测量值落在均值±3个标准差(μ±3σ)范围内
由此可推导出:
超过均值+1σ的概率为:(1-68.26%)/2 = 15.87%,约等于16%
这意味着在正常加工条件下,约有16%的测量值会自然超出均值+1σ的范围。允许16%的超差,本质上是认可加工过程中合理的工艺波动。
03 16%规则的工程意义
16%规则的制定是统计学规律与工程实践结合的产物,具有重要的工程意义:
⚖️ 平衡质量与经济性允许16%的超差实测值,可避免因偶然的微观缺陷(如局部刀痕、材料杂质)导致整体不合格,降低加工成本。如果要求100%合格,加工成本会呈指数级上升。
🔧 符合实际加工特性机械加工(如车削、磨削)的表面粗糙度存在天然波动,正态分布假设贴近实际,16%规则是对这种波动的合理包容。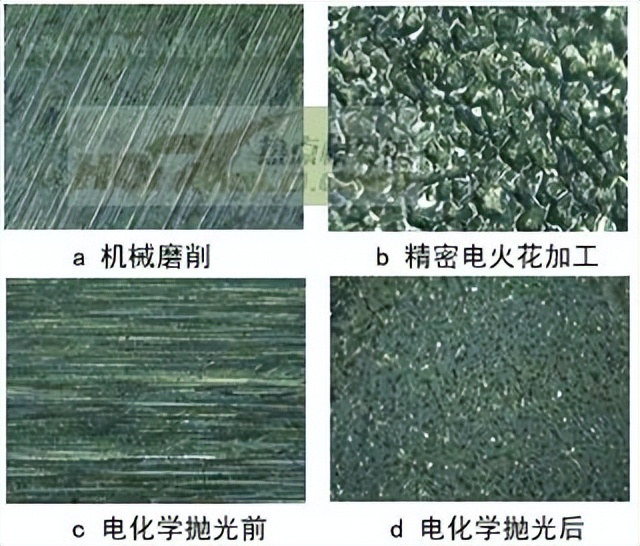
统计控制的合理性16%规则与质量控制中的「3σ原则」一脉相承,确保过程稳定性。只要超差比例不超过16%,就说明加工过程处于统计控制状态。
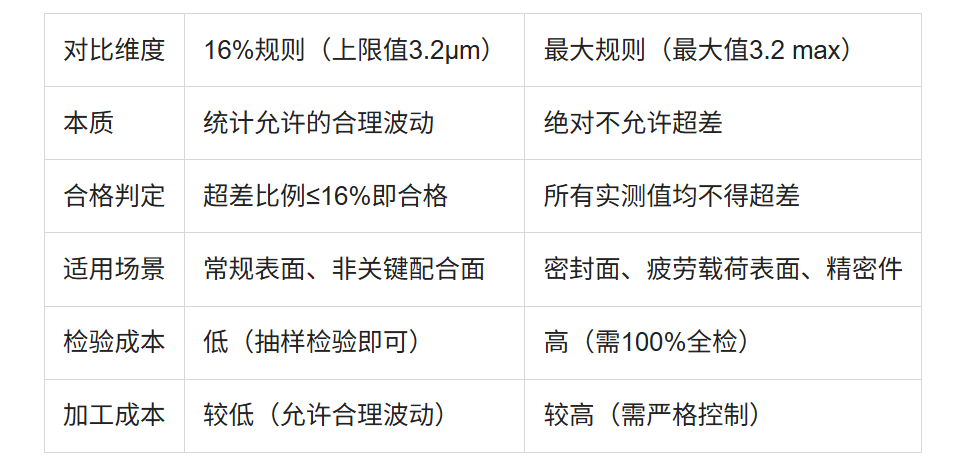
04 16%规则 vs 最大规则:该如何选择?
05 应用16%规则的注意事项
📏 评定长度的选择评定长度一般包含5个取样长度,确保统计结果的可靠性。只有足够的样本量,才能保证16%规则的统计意义。
🔍 特殊情况的处理对于非正态分布的加工表面(如某些特种加工),或对表面质量有特殊要求的场合,应采用其他判定规则或专门的协议。
📜 标准的与时俱进16%规则并非一成不变,随着测量技术和加工工艺的进步,标准也在不断完善。最新的GB/T 10610-2023标准对16%规则的应用有更详细的规定。
06 总结
16%规则是表面粗糙度检测中一个既科学又实用的判定规则,它的核心是基于正态分布的统计控制,允许表面粗糙度实测值中有≤16%的极端值超过上限。
这个规则既保证了表面质量的整体水平,又兼顾了加工过程的经济性和合理性。在实际生产中,我们应该根据零件的功能要求和加工成本,合理选择合适的表面粗糙度判定规则。
下次再看到图纸上的表面粗糙度标注时,希望你能准确理解其中的含义,不再为16%的超差而困惑!
🔧 专业内容仅供参考,具体应用请遵循相关国家标准