选择适合的视觉检测设备,关键在于将设备能力与你的产线实际需求精准匹配,避免"性能过剩"或"能力不足"。以下是结合产线特性的系统化选型思路:
一、先明确你的产品与检测目标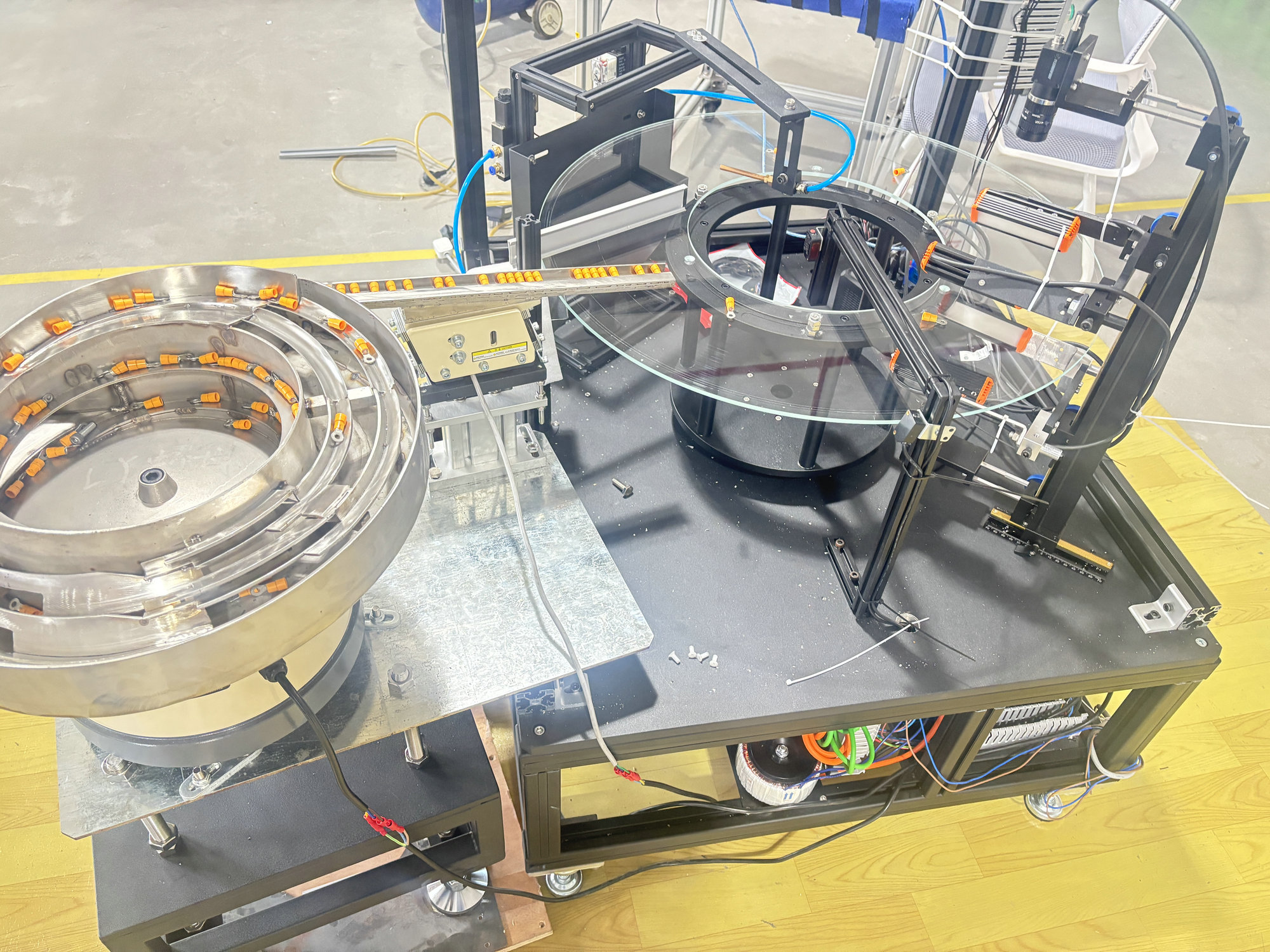
设备不是"万能钥匙",必须让设备适应产品,而不是反过来。
小型标准件(如螺丝、电子元件)→ 优先考虑玻璃转盘筛选机,检测速度快,每分钟可处理数百至上千件。
长条形产品(如线材、胶管)→ 选用专用线管外观检测机,确保无盲区全覆盖。
异形件/大件/复杂曲面(如汽车零部件)→ 推荐机械手+视觉引导方案,实现多角度、多工位灵活检测。
流水线大批量混产 → 选择在线流水线筛选机,直接嵌入产线,不打断生产节拍。
二、核心参数匹配:从硬件到算法
根据检测精度、速度和环境,锁定关键参数。
相机与分辨率
检测微小缺陷(如PCB虚焊):需1200万像素以上相机,配合远心镜头减少畸变。
高速产线(>60件/分钟):选择全局快门相机,避免运动模糊。
光源设计
高反光表面(如金属件):使用同轴光或穹顶光提升对比度。
轮廓检测(如孔位、边缘):采用背光源强化轮廓清晰度。
复杂纹理缺陷:尝试多角度环形光组合,突出三维信息。
AI算法能力
规则缺陷(尺寸超差、缺件):传统视觉即可胜任。
复杂外观缺陷(划痕、色差、纹理异常):需搭载深度学习CNN模型,支持小样本训练与迁移学习。
三、产线集成与稳定性考量
再好的设备,无法稳定运行也是"废铁"。
抗干扰能力:确认设备能否应对车间油污、震动、光线变化。建议用"最差样品"现场测试。
节拍匹配:设备处理速度必须≤单件生产时间。例如,产线节拍为2秒/件,则视觉系统处理时间应控制在1.5秒内。
售后支持:明确调试次数、软件升级政策、故障响应时间。避免"买完即失联"。