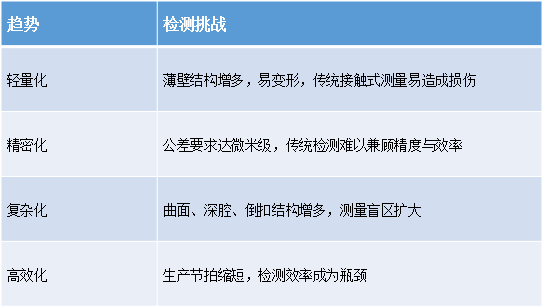
汽车精密锻铸件作为汽车动力系统、传动系统及行走系统的核心零部件,其尺寸精度直接影响整车的性能、安全性与可靠性。随着汽车轻量化、精密化趋势的推进,变速箱壳体、轮毂轴承、发动机缸体等锻铸件的结构日趋复杂,对检测技术提出了更高要求。
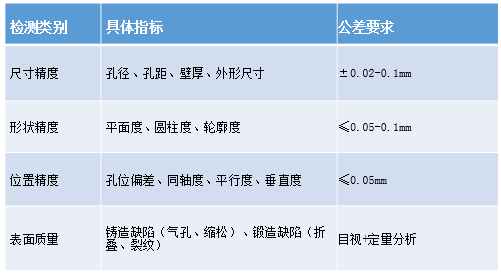
精密锻铸件典型检测需求
传统检测方法的局限性
-
三坐标(CMM):接触式测量效率低、覆盖率不足(<30%),难以捕捉复杂曲面变形。
-
专用检具:成本高、周期长,柔性差,无法适应多品种小批量生产。
-
投影仪/影像仪:仅适用于2D尺寸,无法获取三维形貌数据。
-
手工测量:人为误差大,数据难以追溯,一致性差。
协同作业:蓝光三维扫描与三坐标测量并用,形成"全局快速扫描+局部精准复核"的协同检测体系,蓝光3D扫描负责全尺寸轮廓度检测,三坐标负责关键孔位、位置度等高精度特征复核。
蓝光三维扫描解决方案
新拓三维XTOM拍照式蓝光三维扫描仪,基于蓝光光栅条纹投影技术,通过投影特定频率的蓝光条纹图案到被测物体表面,由高分辨率工业相机捕获条纹变形图像,经算法解算重建物体三维形貌。XTOM拍照式蓝光3D扫描主要特点如下:
-
精度:高效获取复杂表面的密集点云,并获得清晰的细节特征。
-
速度:实时快速扫描,每幅测量时间≤1s
-
可操作性:对工件表面适应性强,可在一次测量中多次曝光
-
灵活性:非接触式,适合不同材料零件
-
环境要求低:完全便携的测量系统,满足各种环境及恶劣条件
6.完整的解决方案:质量分析和评估软件实现全尺寸3D测量,误差分析和评估
检测流程与方案设计
随着汽车轻量化、精密化的发展趋势不断深入,注塑件的设计复杂度与尺寸精度要求正持续攀升。蓝光3D扫描技术,可实现注塑件全尺寸三维检测,获取的全表面三维数据,直观判定产品是否满足GD&T检测要求。
步骤1:数据采集
扫描设备:XTOM拍照式蓝光三维扫描仪(单幅扫描精度可达0.006mm)+自动化转台
工件预处理:如黑色或反光工件表面,喷涂显影剂增强表面反光性(不影响尺寸)
扫描策略:多角度3D扫描采集数据,单件扫描时间≤5分钟
步骤2:数据处理
点云生成:XTOM扫描软件自动融合点云,生成完整三维模型。
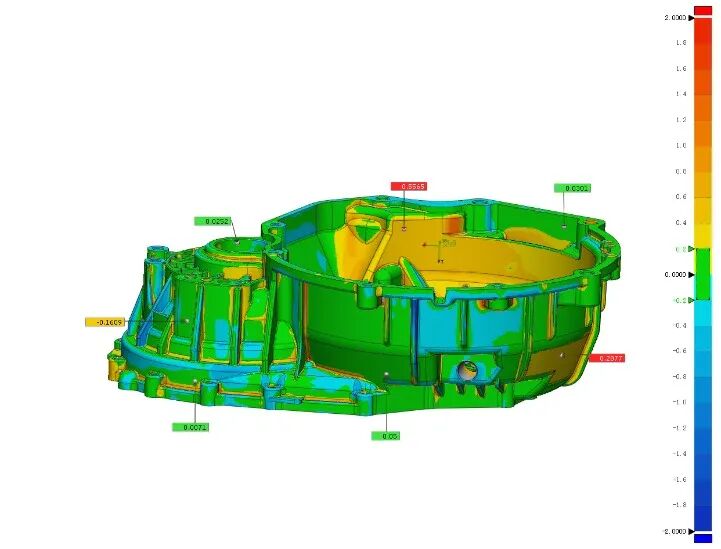
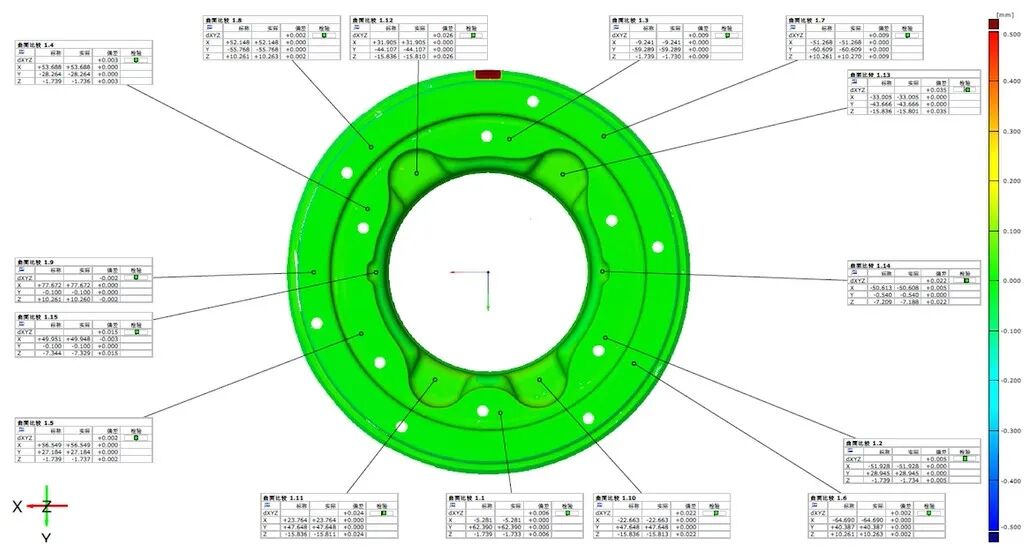
偏差分析:3D扫描模型导入三维检测软件,与CAD数模对比,生成全色谱偏差图。
关键尺寸报告:自动输出GD&T(圆度/平面度/位置度等)。
步骤3:闭环质量控制
超差预警:设置公差带(如±0.02mm),自动标记超差区域。
趋势分析:统计批次件关键尺寸CPK值,预警模具磨损。
汽车精密锻铸件检测典型应用
变速箱壳体3D检测
痛点:
壳体结构复杂包含不规则型面,传统检测手段易遗漏关键部位尺寸和形状信息。
解决方案:
全尺寸检测:测量表面全尺寸三维数据,确保其符合设计规范;
孔径检测:测量孔的直径,尤其是用于轴和轴承的孔,以确保其在公差范围内;
加工余量检测:优化铸造模具补缩系统,降低不良率,确保成品质量。

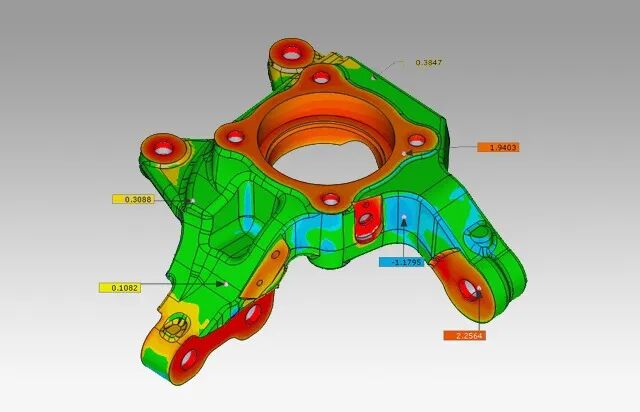
汽车转向节铸件3D检测
痛点:
汽车转向节铸造件冷却过程中易产生变形,传统检测难以量化变形量和趋势。
解决方案:
扫描3D模型与CAD比对,精准定位各部位偏差;
量化变形量和变形趋势,优化铸造工艺或模具设计;
数据闭环管理,便于问题溯源、工艺优化和质量追溯。
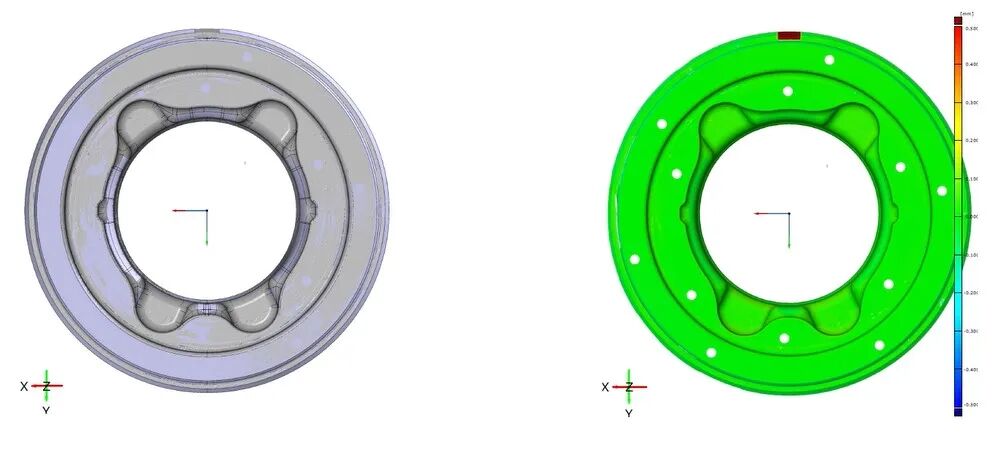
轴承轮毂模具3D检测
痛点:
轮毂模具热锻成型过程易产生变形、磨损,影响零件疲劳强度。
解决方案:
定期扫描模具工作面,比对初始CAD;
量化模具型面磨损量(如飞边槽、圆角);
锻件反求与工艺闭环优化,优化预锻/终锻模具设计、锻造温度、速度参数。
自动化3D测量升级
曲轴是汽车发动机的关键零件,形状复杂,关键尺寸多。传统测量方式采用卡尺,V型槽等手工方式检测,检测效率低、批量大、难以全检。
为提升曲轴质量,提高生产效率,曲轴生产厂商通过引进新拓三维XTOM-TRANSFORM系列自动化三维测量设备,设立自动化检测工位,实现批量自动化3D扫描检测,全面提升数字化检测能力。
基于自动化3D测量,可分析曲轴飞边高度、主轴颈、连杆径、曲柄档宽、直线度、相位角、连杆中心距等多项关键尺寸数据检测。
拍照式蓝光三维扫描技术通过全尺寸、高精度、高效率的数字化检测,为汽车锻铸件提供了从模具开发→量产控制→寿命管理的全流程质量保障,已成为高端制造体系的核心质量引擎。
为满足批量生产、生产线节拍的质量检测需求,采用蓝光三维扫描技术结合自动化机器人,可实现快速扫描和自动化3D检测,减少人工干预,通过自动识别工件、自动测量和自动报告生成,提高检测准确性和检测效率。