章节目录(代摘要)
0 引言
1 基于LAM实现的TC11钛合金的类"钢筋混凝土"晶粒结构
1.1 简单介绍LAM
1.2 在TC11钛合金中的类"钢筋混凝土"晶粒结构
2 类"钢筋混凝土"晶粒结构优化的目标
2.1 降低晶柱单元的截面积
2.1.1 钢丝绳的"多股细丝"原理
2.1.2 降低"柱状晶-等轴晶粒"晶柱单元的截面积
2.1.3 减小熔池光斑直径的可行性
2.2 晶柱单元几何形状的规整化
2.2.1 钢丝绳单股钢丝几何形状规整化的好处
2.2.2 "柱状晶-等轴晶粒"晶柱单元几何形状的规整化
3 针对优化目标、深入应用FPGA的熔池状态实时反馈控制
3.1 熔池不稳定会导致晶柱单元几何形状劣化
3.2 影响熔池稳定性的因素
3.2.1 熔池体积缩小影响熔池稳定性
3.2.2 已打印结构的属性影响熔池稳定性
3.3 以深入应用FPGA的实时反馈控制稳定熔池的思路
3.3.1 实时反馈控制的必要性
3.3.2 在实时反馈控制中深入应用FPGA
3.3.3 业内已有的涉及实时反馈控制稳定熔池的工作(含FPGA)
3.4 以FPGA作为核心芯片稳定熔池的实时反馈控制系统构想
3.4.1 将反馈控制回路的更多环节集成进FPGA
3.4.2 运用FPGA拓展更多的测量维度
3.4.2.1 引入多普勒频移测量 -- 针对熔池表面的运动速度
3.4.2.2 引入相控阵超声3D全聚焦探测 -- 针对已"打印"结构的内部形貌
3.4.2.3 由FPGA加速"推理"的多维传感器融合
3.4.3 由FPGA加速的控制决策
3.4.4 由FPGA驱动熔池干预设备
3.4.5 由FPGA加速的多轮迭代干预
4 结语、建议
正文
0 引言
钛合金密度低、机械性能好但加工难度很大,激光增材制造(Laser Additive Manufacturing,LAM)是制造钛合金大型、复杂构件的主要技术路径之一。
TC11(Ti--6.5Al--3.5Mo--1.5Zr--0.3Si)是一种α+β型钛合金,在500℃以下具有极高的比强度、良好的热稳定性、耐腐蚀性,主要用于制造航空发动机、飞行器承力构件。
参考文献1中述及了TC11钛合金在LAM过程中生成的类"钢筋混凝土"晶粒结构。
针对这一结构,本文提出一个思路:
利用FPGA能以强实时性(低延迟量 & 低延迟抖动量,下同)实现复杂、大运算量反馈控制算法的优势,探索在LAM过程中实时监测、干预熔池状态的方法,以期使类"钢筋混凝土"晶粒结构中的晶柱单元的截面积缩小、几何形状规整化,优化钛合金增材制造构件的整体性能。
注:笔者不具备实验条件,所以**本文涉及LAM专业技术的内容未经亲自实测**,只能依据参考资料进行分析,并且不可能达到在专业期刊发表的门槛,只能在网络平台上公布技术思想,供业内人士参考
1 基于LAM实现的TC11钛合金的类"钢筋混凝土 "晶粒结构
1.1 简单介绍LAM
激光增材制造(LAM)在软件空间将三维模型切片成薄层,用高能激光束按路径扫描,熔化同步输送的金属粉末或丝材,或者熔化逐层预先铺好的粉料,熔池凝固、逐行逐层叠加,形成致密零件的胚体,经后续热处理、精加工,得到所需的零件。
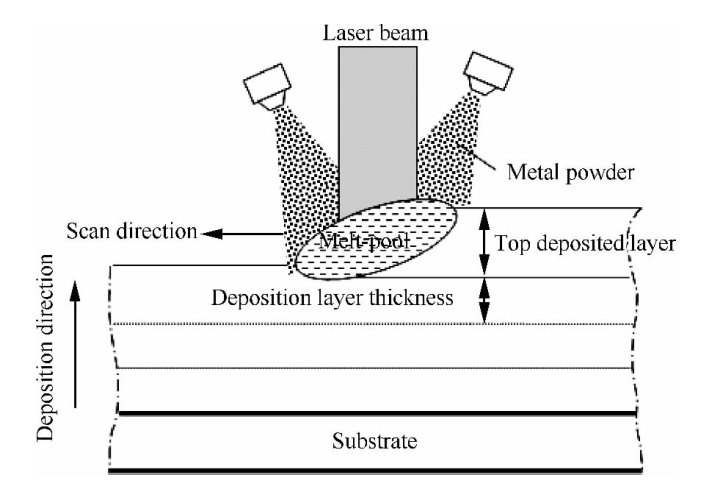 图1 致密金属构件激光熔化沉积增材制造原理示意图2
图1 致密金属构件激光熔化沉积增材制造原理示意图2
1.2 在TC11钛合金中的类"钢筋混凝土 "晶粒结构
参考文献3述及:
北航团队对激光增材制造钛合金不同工艺条件下局部熔池的凝固形核与生长机制、逐层堆积晶粒形态选择行为等进行了全面研究,为激光增材制造钛合金构件晶粒形貌控制通用方法的建立奠定了重要基础。
通过对熔池局部凝固温度梯度、沉积速度的控制,获得了全柱状晶、全等轴晶以及一种独特的 由柱状晶和等轴晶粒交替排列组成的类"钢筋混凝土"晶粒结构。
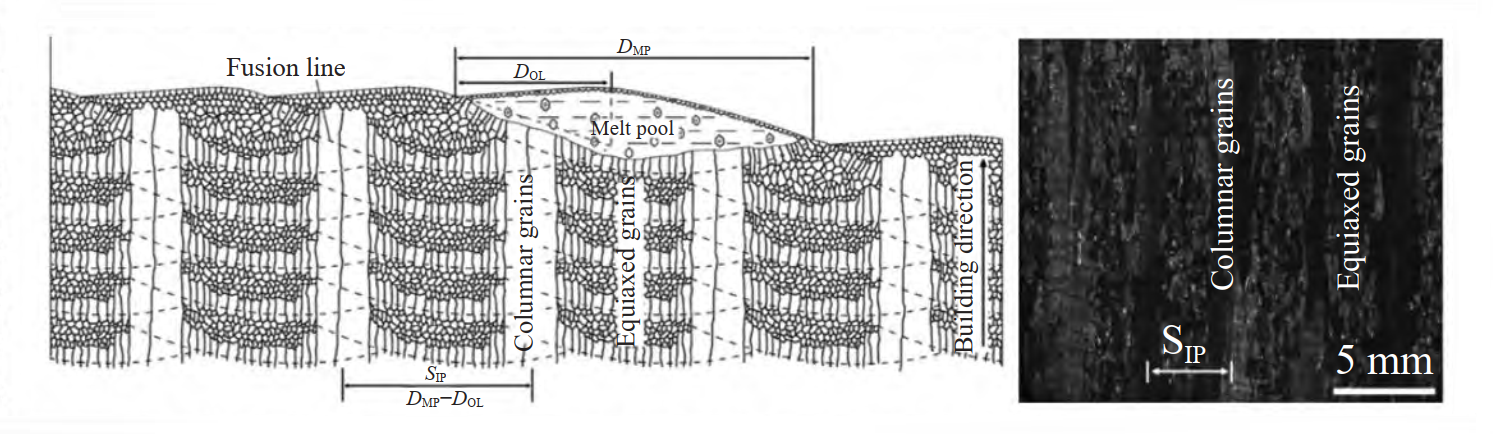 图2 激光增材制造 TC11 钛合金的类"钢筋混凝土"晶粒结构的横切截面图3
图2 激光增材制造 TC11 钛合金的类"钢筋混凝土"晶粒结构的横切截面图3
图2是激光增材制造 TC11 钛合金的类"钢筋混凝土"晶粒结构的横切截面图3。
图中,由熔合线划定了阵列式分布的截面图形纹理基础单元(类似于眼睛的形状),可以视为增材制造成型件内部一个由"柱状晶-等轴晶粒"构成的晶柱单元的截面图。
图中的熔道方向(截面为眼形的晶柱单元的轴向)垂直于电脑/手机的屏幕。
图中的熔池区域的左侧,是位于本层的、上一条刚刚"打印"完的晶柱单元的眼形截面。
这是传统铸造 / 锻造 / 焊接工艺无法制备的独特结构,可通过调整熔道之间的重叠率而控制晶柱间距,有望实现力学性能的协同优化,其力学行为是后续研究的方向1。
2 类"钢筋混凝土 "晶粒结构优化的目标
2.1 降低晶柱单元的截面积
2.1.1 钢丝绳的"多股细丝"原理
在钢丝绳总截面积一定的前提下,(在一定范围内)减小钢丝绳单股钢丝的直径、增加股数,将获得如下性能提升:
- 消除"尺寸效应":细钢丝将缺陷分散在更多独立单元中,避免某一粗大缺陷成为断裂源头;弱化由单一微小缺陷引发的单根钢丝断裂的后果。
- 分散应力集中:多股结构使钢丝间的接触应力更分散(点接触→线接触→面接触的演变),减少局部微动磨损和疲劳裂纹萌生。
- 减小单丝弯曲应力:弯曲时,钢丝外侧受拉、内侧受压,弯曲应变与钢丝直径成正比。在相同弯曲半径下,更细钢丝的表面应变大幅降低,显著提高抗疲劳能力。
- 提高损伤容限:若某一根钢丝断裂,在细丝多股结构中,其余钢丝更容易分担载荷,不会立即导致整绳失效。粗钢丝结构中,一根断裂可能引起应力集中连锁反应。
2.1.2 降低"柱状晶-等轴晶粒"晶柱单元的截面积
将"柱状晶-等轴晶粒"晶柱单元类比于钢丝绳中的单根钢丝,借鉴上述钢丝绳的"多股细丝"原理,如果能在一定范围内减小这个晶柱单元的截面积(类比于减小钢丝绳中每股钢丝的截面积),则具备类"钢筋混凝土"晶粒结构的钛合金材料将具备上述"消除尺寸效应"、"分散应力集中"、"减小单丝弯曲能力"、"提高损伤容限"的性能优化,得到的钛合金材料的整体力学性能获得改善。
2.1.3 减小熔池光斑直径的可行性
降低"柱状晶-等轴晶粒"晶柱单元的截面积,最直接的方式是减小熔池光斑的直径。
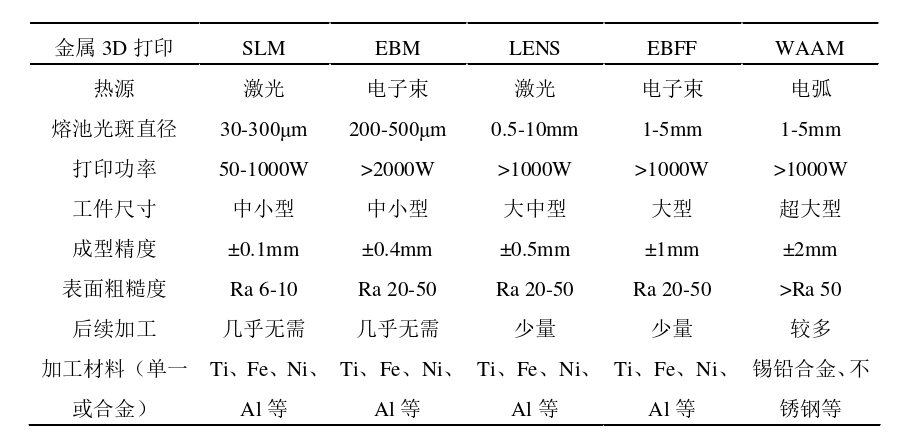 表1 典型金属增材制造技术原理与特点对比4
表1 典型金属增材制造技术原理与特点对比4
表1第2行是典型金属增材制造技术的熔池光斑直径,其中的激光工程化净成形(LENS)与参考文献1采用的激光熔覆沉积(LMD)基于相同原理1,而参考文献1所述熔池上的光斑直径是6mm,所以,本文推测:
对于本文陈述类"钢筋混凝土"晶粒结构所依据的参考文献1、3,其所述的LMD熔池光斑直径,可调范围与表1所述的LENS具有可比性,即可以在0.5~10mm附近调节。
2.2晶柱单元几何形状的规整化
2.2.1 钢丝绳单股钢丝几何形状规整化的好处
对于钢丝绳中的单股钢丝,以圆形截面为例,在规格、材料质量相同的前提下,单股钢丝的几何形状越规整(此处的规整=立体形状趋向于理想的圆柱形+表面光滑+各股钢丝直径的尺寸公差小),则钢丝绳各股、各段的受力情况越均匀、越没有相对薄弱处,从而其整体机械性能越好。
2.2.2 "柱状晶-等轴晶粒"晶柱单元几何形状的规整化
类比于钢丝绳单股钢丝几何形状的规整化,对于图2所示的"柱状晶-等轴晶粒"晶柱单元,其几何形状越是接近规整的柱状(侧线/边缘棱线是无弯曲的规整直线、方向平行于熔道轴线)、其截面的形状与尺寸越是一以贯之地不变化、熔合线沿熔道方向扫过的"熔合面"越平滑、各晶柱截面的尺寸公差越小,则具备类"钢筋混凝土"晶粒结构的钛合金材料的整体力学性能越好。
3 针对优化目标、深入应用FPGA的熔池状态实时反馈控制
3.1 熔池不稳定会导致晶柱单元几何形状劣化
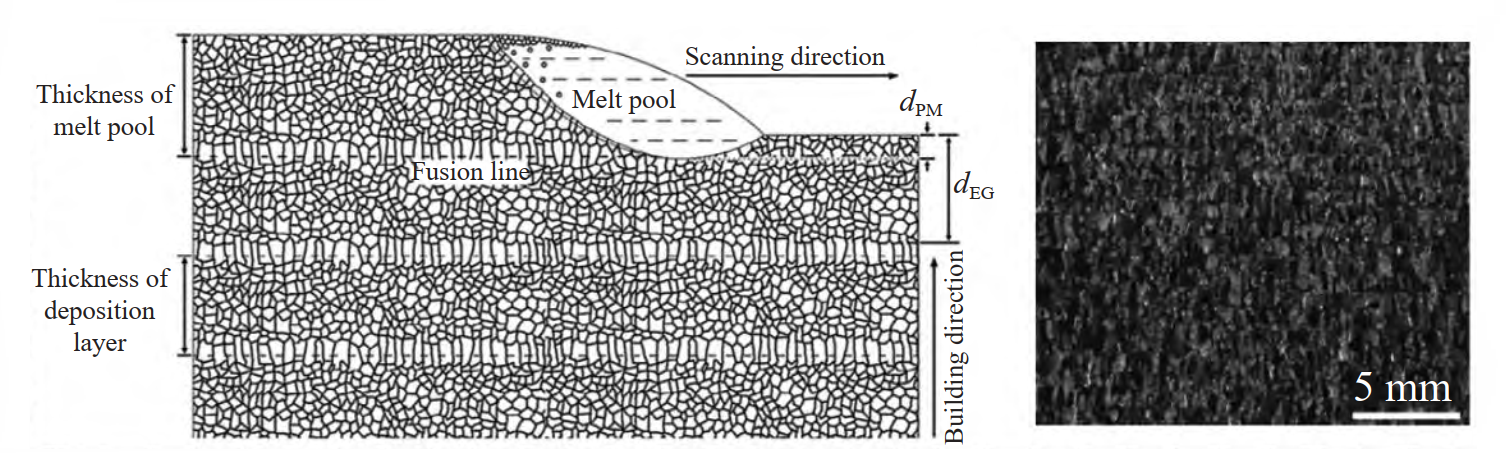 图3 激光增材制造 TC11 钛合金熔道结构的纵切截面图3
图3 激光增材制造 TC11 钛合金熔道结构的纵切截面图3
如图3所示,激光增材制造 TC11 钛合金各层熔道凝固后的上、下层界面存在一定程度的起伏。
在熔池不稳定的情况下,这种起伏将显著增大、导致晶柱单元计划形状更多偏离2.2.2节所述的规整化柱状体,进而劣化目标材料的性能。
3.2 影响熔池稳定性的因素
3.2.1 熔池体积缩小影响熔池稳定性
按照2.1.2节所述思路降低"柱状晶-等轴晶粒"晶柱单元的截面积,将导致熔池的体积随之缩小,进而导致熔池状态更容易被各种干扰因素(例如金属液体的表面张力、与表面张力5及温度6的空间梯度关联的马兰戈尼流)改变、失去稳定性。
3.2.2 已打印结构的属性影响熔池稳定性
对于某一条"柱状晶-等轴晶粒"晶柱单元的形成过程,其熔池受到前一层(即图2、3中熔池下方的一层)的晶柱单元、本层前一条(即图2中熔池左侧的一条)晶柱单元打印结果的影响,这些已有结构的几何、物理、化学属性必然存在不确定性,这些不确定性将导致当前打印的熔池状态被干扰、失去稳定性。
3.3以深入应用FPGA的实时反馈控制稳定熔池的思路
3.3.1 实时反馈控制的必要性
本文3.2节所述因素影响了熔池稳定性,如果希望对这一现象进行主动管控,就需要实时监测熔池的几何形态、物理参数的变化,从中发现(越早发现越好)乃至预见干扰项对熔池的影响,因而有针对性地对熔池进行干预,使其尽可能维持在我们希望的状态区间,降低熔池状态波动对晶柱单元的形状、物理性质的影响。
并且,熔池体积的缩小还将降低其凝固时长,从而迫使反馈控制系统以更强的实时性运行以确保及时、及早对熔池状态的波动进行干预。
3.3.2 在实时反馈控制中深入应用FPGA
FPGA在分类等级上与CPU、GPU、DSP、ASIC并列,是一种处理数字量的、执行通信/运算/控制任务的核心芯片。
在FPGA中,应用层算法的实现,是由大量分立的、可配置的底层硬件基础单元的定制化集合完成的,即,硬件底层实现的算法就是应用层算法。
FPGA适用于以强实时性实现:
大数据量、大运算量乃至多通道精准协同的"感知-运算-控制"的反馈控制回路,或(/和)比较复杂乃至多通道、大带宽的通信链路。
更多信息请参阅参考文献7。
3.3.3 业内已有的涉及实时反馈控制稳定熔池的工作(含FPGA)
如参考文献89所述,业内常用的熔池反馈控制方案可概括为:
感知环节 通过光电二极管、红外高温计、CCD/CMOS相机等监测熔池的温度、热辐射、尺寸;运算环节 主要采用PID等算法处理偏差;驱动环节则根据计算结果调节激光功率、送粉率。
在参考文献10所述的工作中,用FPGA以10kHz帧率实时处理由高速相机获取的熔池图像,提取熔池熔池形貌特征参数(面积、长度、宽度及长宽比、拖尾角、灰度总值与均值**)**并转发给CPU,由后者用支持向量机(SVM)等算法进行缺陷逻辑判断,根据判断结果驱动激光扫描振镜控制器、保持制造过程中熔池形貌稳定,从而抑制缺陷的产生。
3.4以FPGA作为核心芯片稳定熔池的实时反馈控制系统构想
3.4.1 将反馈控制回路的更多环节集成进FPGA
尽可能将反馈控制回路的各个环节 -- 感知、运算、驱动以及数据传输与缓冲 -- 集成进FPGA,充分发挥FPGA执行复杂算法(以及传输数据)的实时性优势,以实现反馈控制回路的极限低延迟,从而尽早发现熔池不稳定的迹象、尽早采取干预措施。
例如,参考文献9中基于由CPU运行的支持向量机进行熔池缺陷逻辑判断,参考文献11介绍了基于FPGA实现支持向量机的工作,将两者相结合,就能实现完全基于FPGA的、强实时性的熔池稳定反馈控制环路。
3.4.2 运用FPGA拓展更多的测量维度
3.4.2.1 引入多普勒频移测量 -- 针对熔池表面的运动速度
熔池正常演变、失稳的过程中,在表面张力、重力的作用下,外形的几何形变会导致其表面处于运动状态。
用激光或超声波指向熔池表面,测量反射波形中的特征谱线的位置,计算其相对于(已知的)入射波形特征谱线的多普勒频移(红移 / 蓝移),就能获得熔池表面运动速度矢量在激光/超声波径向方向的分量。
其中,熔池表面下降对应于速度正值、谱线红移;熔池表面上升对应于速度负值、谱线蓝移。
基于这一思路,用激光外差干涉采样 / 超声波直采 + FPGA运行FFT测频的方法,就能在熔池成形、演化的过程中实时测定多普勒频移、熔池表面的运动速度径向矢量。
3.4.2.2 引入相控阵超声3D全聚焦探测 -- 针对已"打印"结构的内部形貌
如3.2.2节所述,已打印结构的属性会影响熔池稳定性,探测这些结构将有助于对熔池进行实时反馈控制。
对于已经"打印"的结构(前一层、前一条"柱状晶-等轴晶粒"晶柱单元),将市售的"相控阵超声(PAUT)3D全聚焦(TFM)"设备装设在打印头后面,测量打印后的钛合金内部各晶柱单元3D形貌,发给上位机CPU进行运算、特征提取,形成对3D形貌的抽象描述数据集。
针对当前存在的熔池,FPGA预先从上位机CPU读取熔池前方区域的3D形貌抽象描述数据子集,作为实时判断熔池周边环境特征对熔池影响的状态参量子集。
读取出来、形成特征向量,加入上述熔池多维测量特征向量。
3.4.2.3 由FPGA加速"推理"的多维传感器融合
将多种传感器的探测结果融合起来进行焊接过程控制,业内已有相关的研究1213。
将这一思路应用于熔池稳定性控制,在FPGA中综合处理3.3.3、2.4.2.1、2.4.2.2节述及的熔池温度、热辐射、尺寸、形貌、熔池表面的运动速度、已"打印"结构的内部形貌,形成一个按节拍实时更新的熔池多维测量特征向量。
基于实测研究,建立从熔池多维测量特征向量 到熔池多维状态特征向量 之间的映射关系,由FPGA逐节拍予以实现,形成对熔池状态的实时评估。
在这一过程中:
熔池多维测量特征向量、熔池多维状态特征向量的设计,可以类比为AI技术中的网络建模;
实测研究、建立从熔池多维测量特征向量到熔池多维状态特征向量之间的映射关系,可以类比为AI技术中的模型参数训练;
运用FPGA执行复杂算法的强实时性能力,加速实现上述映射关系,可以类比为AI技术中的推理。
3.4.3 由FPGA加速的控制决策
基于实测研究,建立从熔池多维状态特征向量 到干预设备多维操作向量之间的映射关系,由FPGA予以实现,用于在前者发生波动时实时生成指令、驱动干预设备对熔池状态施加影响,以维持熔池的稳定性。
这一过程,同样可以与AI技术进行上述类比。
3.4.4 由FPGA驱动熔池干预设备
FPGA将上述干预设备多维操作向量 实时转化为发往干预设备的指令,例如启动指向熔池的另一束激光并调节其输出能量(由于功率较小从而更容易找到可高频操作的激光器)、启动指向熔池的超声波换能器1415、调节送粉/送丝设备,主动干预熔池以维持期稳定性,最终确保由当前熔池形成的"柱状晶-等轴晶粒"晶柱单元在截面积减小情况下的截面尺寸、形状乃至内部结构的稳定性。
3.4.5 由FPGA加速的多轮迭代干预
对于2.4.2~2.4.4节所述的反馈控制过程,在运用FPGA技术实现反馈控制回路 的极限低延迟的基础上,在熔池底部、后侧、边坡凝固之前,有可能完成多轮反馈控制操作,从而形成多轮迭代,进一步优化熔池的稳定性。
4 结语、建议
基于LAM实现的TC11钛合金的类"钢筋混凝土"晶粒结构是传统铸造 / 锻造 / 焊接工艺无法制备的独特结构。为了借助降低晶柱单元的截面积、规整化晶柱单元几何形状来提升这种结构的性能,需要以实时反馈控制的形式稳定熔池。
FPGA执行复杂算法的强实时性属性,使将熔池稳定所需实时反馈控制回路的更多环节集成进单一芯片成为可能,使FPGA可以在拓展更多的测量维度、加速控制决策、实现多轮迭代控制方面发挥重要的作用。
建议业内专家重视FPGA在熔池实时反馈控制、TC11钛合金的类"钢筋混凝土"晶粒结构性能优化方面的潜力,决策投入资源进行相关研究。
(作者微信:linweifpga)
参考文献
1 WANG T, ZHU Y Y, ZHANG S Q, et al. Grain morphology evolution behavior of titanium alloy components during laser melting deposition additive manufacturing [J] . Journal of Alloys and Compounds,2015, 632: 505 - 513.
2 王华明. 高性能大型金属构件激光增材制造:若干材料基础问题J. 航空学报, 2014, 35(10): 2690-2698.
3 王华明, 王玉岱. 高性能金属结构材料激光增材制造技术研究进展J. 钢铁钒钛, 2024, 45(6): 1-6.
4 王晓玮. 熔池图像高速采集与实时处理技术研究D. 电子科技大学, 2020.
5 石新宇, 历彦泽, 陈铭源, 顾冬冬. 激光增材制造筒段内筋结构熔池热动力学行为J. 机械工程学报, 2024, 64(9): 89-100.
6 林泓辰, 张英乔, 李志勇, 魏守征. 激光熔丝铝合金单层单道的熔滴过渡过程研究J. 应用激光, 2026, 46(2): 22-30.
7 林伟. 从体系结构的维度认知FPGA 从体系结构的维度认知FPGA(版本A)EB/OL. 知乎, 2025-12
8 解瑞东, 鲁中良, 弋英民. 激光金属成形缺陷在线检测与控制技术综述J. 铸造, 2017, 66(1): 33-37.
9 产玉飞, 陈长军, 张 敏. 金属增材制造过程的在线监测研究综述J. 材料导报, 2019, 33(9): 2839-2846
10 彭浩. 基于FPGA的熔池视频高速处理技术研究D. 电子科技大学, 2021.
11 王冠淇, 裴玮, 李洪涛, 郝良, 马丽. 基于FPGA的两阶段配电网拓扑实时辨识算法J. 电力系统自动化, 2024, 48(12): 100-108.
12 刘英英. 大功率盘形激光焊多传感器信息融合方法研究D. 广东工业大学, 2014.
13 沈斌. 熔焊增材过程焊缝成形质量视觉监测技术研究D. 南京理工大学, 2023.
14 张子傲, 严新锐, 宋晨晨, 马广义, 牛方勇, 吴东江. 超声对直接激光沉积钛基复材中未熔TiC聚集现象的影响J. 2023, 15(11): 21-30.
15 王燕霜, 张震, 吴世凯. 超声辅助对摆动激光熔丝增材制造2319铝合金沉积成形和显微组织的影响行为J. 中国激光, 2024, 15(10): 1002315-1 - 1002315-14.