在汽车侧滑门系统中,上滑轮总成(包含解锁臂、锁舌、信号杆、驱动臂、吸合盘、齿轮轴等数十个零部件)的装配质量直接决定了侧滑门的开闭顺滑度、锁止可靠性和噪音水平。传统的人工装配方式存在零件遗漏、加油不均、铆接不到位、检测不全面等问题,难以满足主机厂对一致性、追溯性和产能的严格要求。
SNK施努卡针对侧滑门锁上滑轮总成的工艺特点,设计了全自动装配线,涵盖OP010至OP060六个工位,集成自动供料、机器人装配、定量加油、旋铆、视觉检测、托盘流转等功能,实现从散件到成品总装的全流程自动化。本文详细介绍该生产线的工位流程、核心技术指标及应用价值。
说明:本文涉及的工艺参数及效率数据均基于SNK施努卡已交付项目统计,实际效果以现场验证为准。
一、侧滑门锁上滑轮总成的装配难点
侧滑门锁上滑轮总成通常由安装壳、解锁臂、锁舌、锁舌轴、信号杆、驱动臂、吸合臂、齿轮轴、弹簧等20余个零件组成。装配过程中的主要难点包括:
|-------|-------------------|--------------|
| 工序类型 | 难点 | 潜在影响 |
| 零件供料 | 小零件(轴、弹簧)易粘连、方向混乱 | 装配失败,设备停机 |
| 加油润滑 | 油量过多或过少,位置不准确 | 运动卡滞,异响,寿命缩短 |
| 铆接 | 铆接力不稳定,铆点成型不良 | 连接松动,锁止失效 |
| 视觉检测 | 漏装、铆钉成型尺寸无法量化 | 不良品流入下游或客户 |
| 多工位协同 | 节拍不匹配,托盘流转不畅 | 整线效率低下 |
SNK施努卡通过机器人自动供料、定量加油、伺服旋铆、视觉检测、托盘+转盘混合输送等成熟技术模块,系统性解决了上述难题。
二、生产线整体布局与工位流程
SNK施努卡生产线采用托盘线+转盘组合方式,共设6个主站位(OP010~OP060),各工位通过机器人或人工辅助完成装配动作,托盘自动流转,确保节拍平衡。
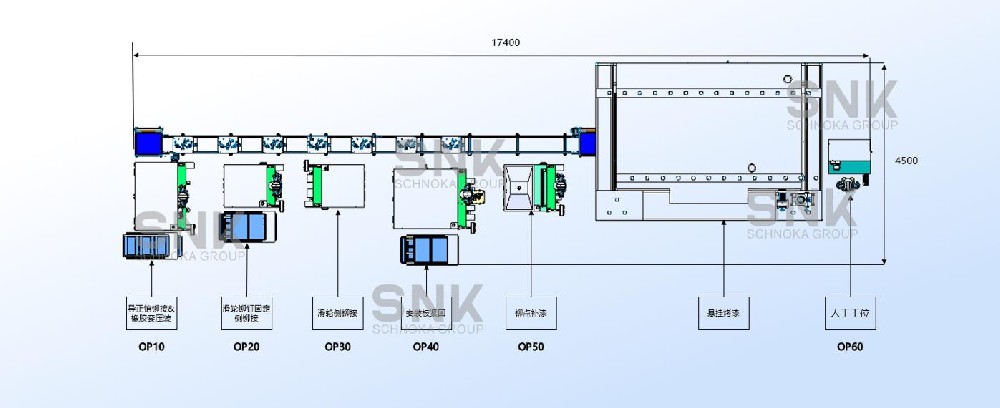
OP010:解锁臂、锁舌轴、信号杆、锁舌自动装配
工位类型:全自动(双机器人协同)
工作流程:
- 自动供料:解锁臂、锁舌轴(2根)、信号杆、锁舌分别由振动盘或料仓自动供料。
- 机器人1作业 :抓取解锁臂和两根锁舌轴 → 对锁舌轴进行定量加油 → 将解锁臂和锁舌轴分别装入安装壳中。
- 机器人2作业:抓取信号杆和锁舌 → 两者分别移至加油工位加油 → 将信号杆和锁舌自动装配到安装壳内。
技术要点:
- 加油工位配备微量润滑喷油嘴,油量可编程调节(精度±5mg)。
- 机器人夹爪带力反馈,防止零件损伤。
OP020:同类零件二次装配(备用或对称装配)
注:本工位流程与OP010相同,用于完成另一侧或另一组零件的装配(根据产品对称性设计),确保总成完整性。
OP030:驱动臂、锁止臂、接插件、吸合盘组件人工辅助装配
工位类型:半自动(机器人+人工)
工作流程:
- 驱动臂、驱动臂簧、锁止臂、接插件分别放置在物料盒中,由人工取料。
- 吸合盘组件由OP040站机器人通过滑道输送至本工位,人工拿取并装配。
- 人工将上述零件装配到当前托盘的工件上(配合定位治具)。
设计考量:该工位保留人工,因部分零件形状复杂或来料方式特殊,自动化成本过高,采用人机协作实现柔性装配。
OP040:吸合臂轴、吸合臂簧、吸合臂、吸合盘自动装配与旋铆
工位类型:全自动(三机器人 + 转盘 + 视觉检测)
工作流程:
- 自动供料:吸合臂轴、吸合臂簧由振动盘供料;吸合臂和吸合盘由料仓供料。
- 机器人1:抓取吸合臂轴和吸合臂簧 → 分别加油 → 放入转盘工装。
- 机器人2:抓取吸合臂和吸合盘 → 吸合盘移至加油工位加油 → 将吸合臂和吸合盘放置在转盘工装上。
- 旋铆机:对组合产品的铆钉处进行旋铆,形成牢固连接。
- 气液缸压紧:对铆钉下方装簧位置进行压合,确保弹簧定位。
- 视觉检测:高分辨率相机检测铆钉成型尺寸(高度、直径、开裂等),自动判定合格/不合格。
- 机器人3 :抓取合格的吸合盘组件,沿滑道输送至OP030人工站;同时,对线体上的托盘进行视觉复检,检查前面工站有无漏装,发现NG料则负责剔除。
技术亮点:
- 转盘工位并行作业,检测与装配同步,节拍高效。
- 视觉检测精度可达±0.05mm,铆钉缺陷(裂纹、墩粗不足)可量化判定。
- 机器人3兼做检测员,实现闭环防错。
OP050:齿轮轴与安装板自动装配、铆接
工位类型:全自动(双机器人 + 转盘)
工作流程:
- 自动供料:齿轮轴由振动盘供料,安装板由弹夹式料仓供料。
- 机器人1:抓取安装板及两根齿轮轴 → 放置于转盘载具。
- 旋铆机:对齿轮轴顶端进行旋铆,固定齿轮轴与安装板。
- 机器人2 :抓取旋铆后的组件 → 对安装板、齿轮轴进行定量加油 → 将组件安装到安装壳上。
工艺优势:
- 齿轮轴与安装板铆接后形成刚性连接,传递扭矩可靠。
- 加油工位集成在装配路径中,不增加额外节拍。
OP060:终铆接(锁舌轴、锁止臂轴旋铆)与托盘流转
工位类型:全自动(托盘线+旋铆)
工作流程:
- 托盘携带工件流入OP060,顶升定位机构将托盘顶起。
- 反支撑气缸动作,从底部将顶升板撑住,确保铆接受力稳定。
- 旋铆机对锁舌轴、锁止臂轴依次进行旋铆(若需两个铆点,横向轴移动机头完成第二处)。
- 铆接完成后,反支撑气缸复位,顶升机构下降,托盘流走至下一工序(如下线或包装)。
设计要点:
- 反支撑结构避免铆接力传导至输送线,保护托盘及线体。
- 旋铆参数(压力、时间、进给量)由PLC记录,可追溯。
三、核心技术优势
|---------------|---------------------------|-----------------|
| 技术模块 | 功能亮点 | 客户价值 |
| 自动供料系统 | 振动盘+弹夹+料仓多种方式,适配轴、齿轮、弹性零件 | 减少人工上料,避免零件方向错误 |
| 机器人协同装配 | 双机/三机联动,分工明确,避免干涉 | 缩短节拍,提高装配一致性 |
| 定量加油 | 微量润滑闭环控制,油量精度±5mg | 减少油品浪费,保证润滑效果 |
| 伺服旋铆 | 压力-时间-位移监控,实时判定铆接质量 | 防止铆接不足或过铆 |
| 视觉检测 | 铆钉尺寸、漏装检测,精度±0.05mm | 实现零缺陷流出 |
| 托盘+转盘混合输送 | 托盘长线流转,转盘并行作业 | 整线节拍平衡,占地紧凑 |
| MES数据接口 | 各工位关键参数(油量、旋铆力、视觉结果)自动上传 | 全流程可追溯 |
四、参考运行指标(基于已交付产线)
|-------------|---------------|
| 指标 | 参考值 |
| 整线节拍 | ≤25秒/件(含所有工位) |
| 设备综合效率(OEE) | ≥85% |
| 一次合格率 | ≥99.2% |
| 铆接CPK | ≥1.33 |
| 加油量CPK | ≥1.0 |
| 换型时间(产品切换) | ≤30分钟 |
以上数据基于SNK施努卡为某汽车门锁Tier1供应商交付的项目统计,实际效果以现场验证为准。
五、适应产品与扩展性
- 适用产品:侧滑门锁上滑轮总成、也可兼容其他汽车门锁、门铰链等类似铆接装配类产品。
- 换型方式:更换托盘治具、调整机器人程序及供料器,即可适应不同型号。
- 扩展接口:预留MES、数据采集接口,支持与工厂上层系统对接。
SNK施努卡 | 汽车门锁装配自动化
覆盖解锁臂、锁舌、吸合盘、齿轮轴等全零件自动装配
双机器人协同,节拍≤25秒
定量加油±5mg,伺服旋铆闭环监控
视觉检测铆钉成型尺寸,精度0.05mm
托盘+转盘混合输送,数据全追溯
已广泛应用于侧滑门锁、门铰链产线