 乳企数字化工厂的核心技术应用
乳企数字化工厂的核心技术应用
- 智能质检:机器视觉+协议网关的协同
液态奶包装线(利乐罐装)的漏码检测生产线,其高速产线(20,000包/小时)需实时识别微小缺陷,但视觉系统(康耐视Camera,EtherNet/IP)与PLC(西门子S7-1500,PROFINET)协议不兼容。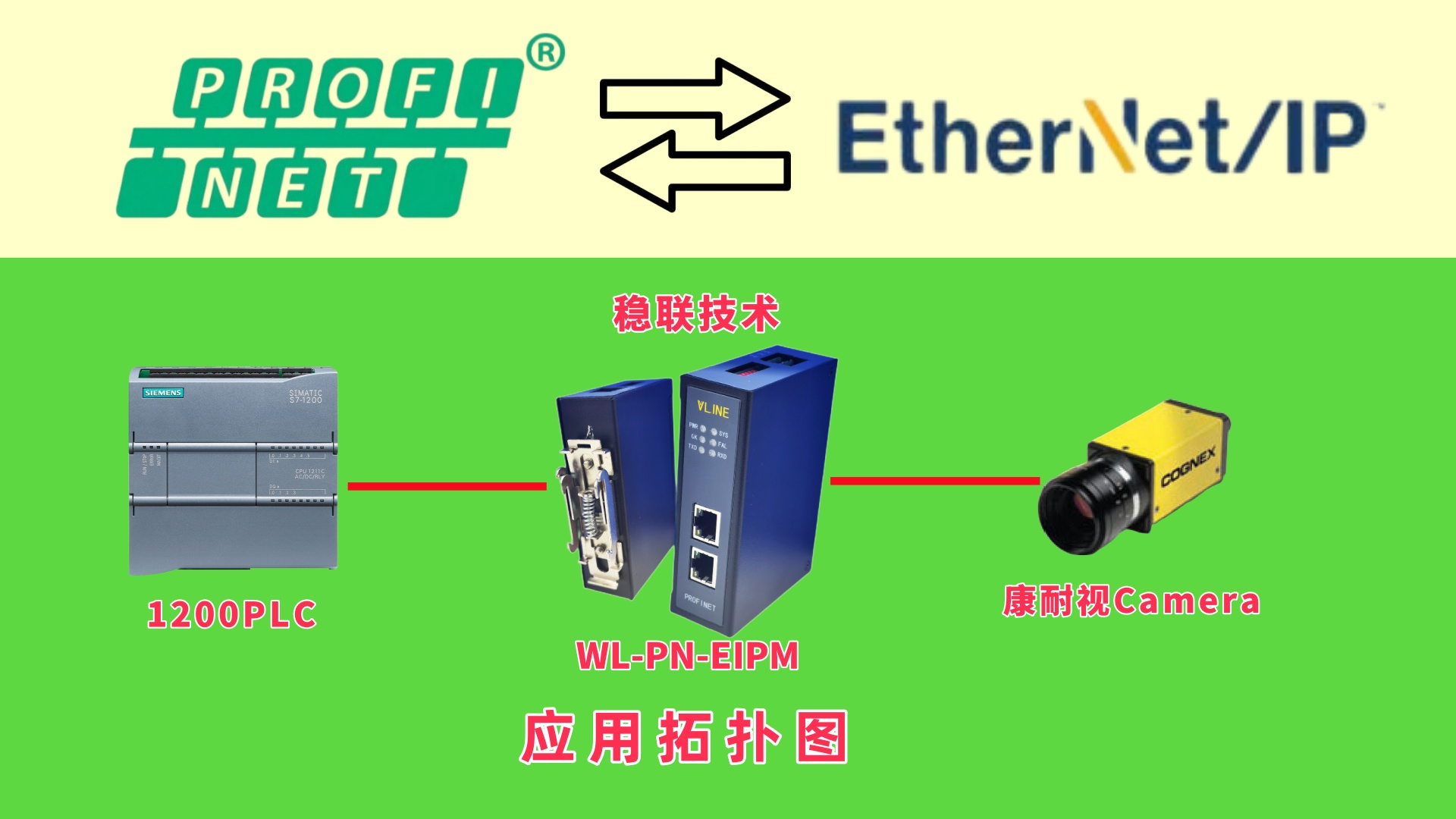
方案:
部署稳联技术 EtherNet/IP 转PROFINET网关WL-PN-EIPM,将视觉系统的缺陷坐标(EtherNet/IP格式)转换为PROFINET信号,触发分拣机械臂(库卡机器人)。
AI模型动态优化检测阈值(如光线变化时的误报率)。
效果(宁夏工厂2022年报): 质检效率提升60%,人工复检岗位减少70%
每年减少包装材料浪费超200吨
- 柔性生产:MES与设备层的协议互通
场景:酸奶产品线快速切换(原味→草莓味)
挑战:MES系统(罗克韦尔FactoryTalk,EtherNet/IP)需调节灌装量/杀菌温度,但发酵罐控制器(PROFINET协议)无法直接响应。
方案:
通过稳联技术 EtherNet/IP 转PROFINET网关WL-PN-EIPM,指令转换为PROFINET信号,控制阀门开度与杀菌时长。
历史数据训练AI模型,预测最佳工艺参数(如草莓酱添加量对粘度的影响)。
效果:产品切换时间从4小时缩短至**1.5小时**
能耗降低12%(温控精度提升±0.5℃)