A1欧姆龙CP1H程序 姆龙标准程序 欧姆龙PLC标准案例模板 本产品适用于新手或者在校生 本程序主要写了欧姆龙CP1H脉冲程序案例, 包含以下: 威纶通触摸屏程序; word详细说明文档 ; 欧姆龙CP1H程序; 里面的文档有详细介绍PLC接线、步进电机接线。 每一段程序的解释(为什么要这样写,这样写的好处以及介绍程序的流程)但是会介绍单独的指令如何用,因为指令在欧姆龙手册都有介绍,自己去看就行。 程序涉及方面广,适合新手入门学习,掌握了这些以后欧姆龙脉冲程序基本通吃,编程起来无压力 可以直接复制套用到自己的程序中,这些都是我多年的经验积累,拿到程序让你少走弯路 本程序涉及到CP1H各个轴的程序编写具体用了ACC PLS2 INI等众多指令, 每个轴的程序都是单独的,包括触摸屏在内,您可以直接调用程序套到直接的程序上,只需要把地址稍微改动即可。
最近在翻硬盘的时候翻到一套老项目里的欧姆龙CP1H脉冲控制程序,这玩意简直就是新手村毕业神器。当年用这套模板带过不少实习生,今天拆开了揉碎了给大伙讲讲怎么玩转步进电机控制。
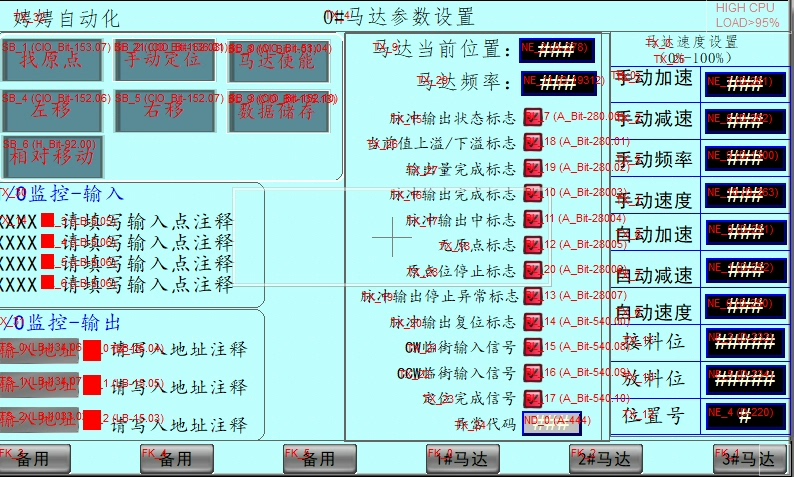
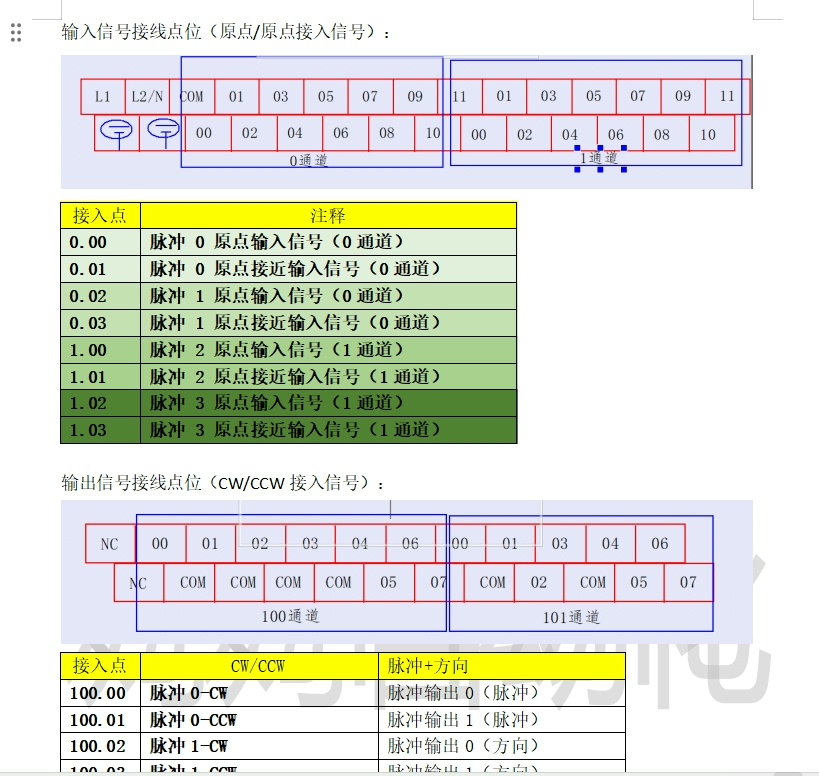
先说硬件配置,这套程序适配的是CP1H-XA40DT-D型号,带四个轴脉冲输出。重点看下接线图(别一上来就写代码,硬件接错烧PLC的惨案我见过太多了)。X轴驱动器脉冲口接的是PLC的100.00(脉冲输出)和100.01(方向信号),原点传感器接0.03,极限开关接0.04和0.05。记住,步进驱动器的使能信号最好用中间继电器过渡,别直接怼PLC输出点。
程序结构特别简单粗暴,每个轴独立建一个POU。来看X轴启动的核心代码:
omron
MOV #5000 D100 // 目标脉冲量
MOV #200 D101 // 起始频率
MOV #1000 D102 // 最大频率
ACC D100 D101 D102 // 生成加减速曲线
PLS2 #0 D100 // 向X轴发送脉冲这个ACC指令是灵魂所在,新手容易直接怼PLS2结果把电机甩飞。D100存总脉冲数,D101是起步速度(别低于150Hz),D102是最高转速。重点来了------加速度是自动计算的,系统会根据这三个值生成梯形速度曲线,比手动算加减速省事多了。
触摸屏交互部分用了威纶通的MT8102iE,HMI地址和PLC直接映射。举个按钮控制的例子:
st
// 正转按钮按下时
MOV &X轴设定位置 D200
PLS2 #0 D200
// 急停处理
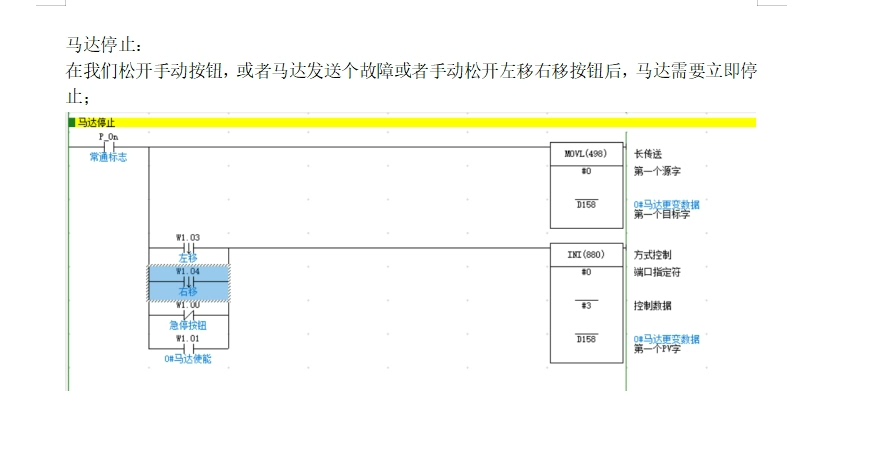
INI #0 #0 #0 // 立即停止所有轴重点说下INI这个指令,第三个参数填0是立即停止(带减速停用1)。遇到急停别犹豫直接上INI,比单独停各轴靠谱得多。
程序里有个骚操作------用CTBL指令做软限位。硬件限位触发后,这个软保护能防止二次伤害:
omron
CTBL #0
#0 // 高速计数器0
#1 // 区域比较
D300 // 上限值寄存器
D310 // 下限值寄存器
&软限位中断程序 // 触发后跳转的程序号这个比纯靠硬件限位智能,还能记录超限位置。不过注意计数器模式要设成线性计数,别用环形模式。
调试时最容易翻车的是脉冲残留问题,这里用了双重保险:
- 每次运动前执行INI #0 #1 #0(停止+清除残留脉冲)
- 关键动作后插入@INI(0,1,0)的立即执行指令
- 用P_CY标志位检测脉冲完成状态
最后说下程序移植技巧:
- 全局搜索替换CIO地址(比如把100.00批量改成110.00)
- 修改轴配置参数时记得同步改HMI的地址偏移
- 脉冲输出模式别动(默认CW/CCW方向控制)
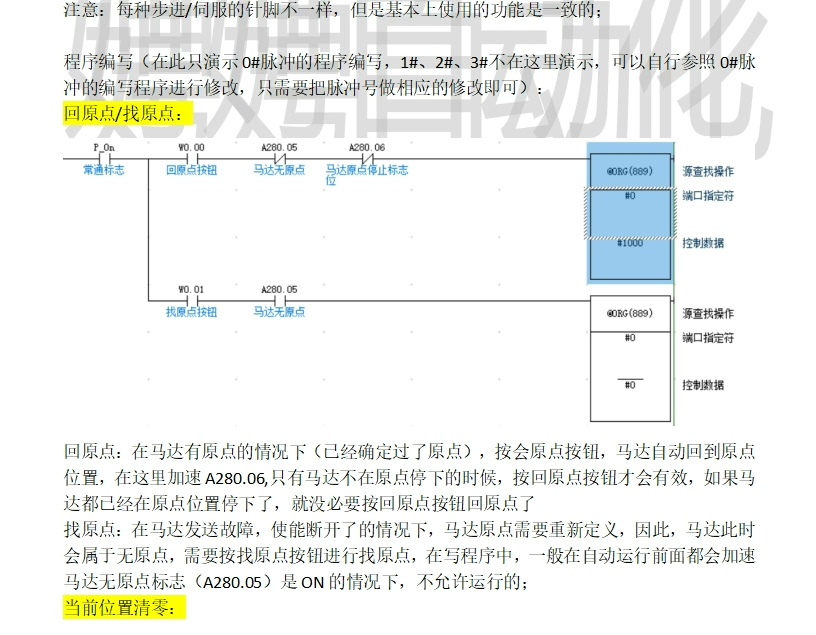
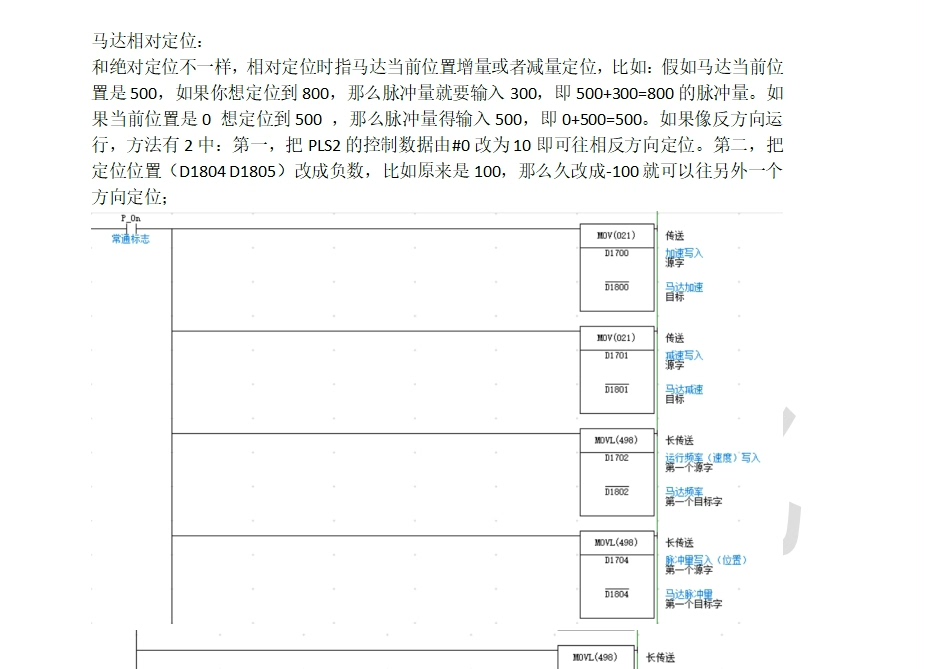
这套模板最狠的地方在于把原点搜索、点动、绝对定位这些功能都模块化了。想加个新轴?直接把X轴程序复制一份,改改地址就能用。当年用这个框架接过激光切割机的项目,八个轴联动照样稳如老狗。
(代码文件已打包,包含接线图文档和注释版程序,老规矩评论区自取)