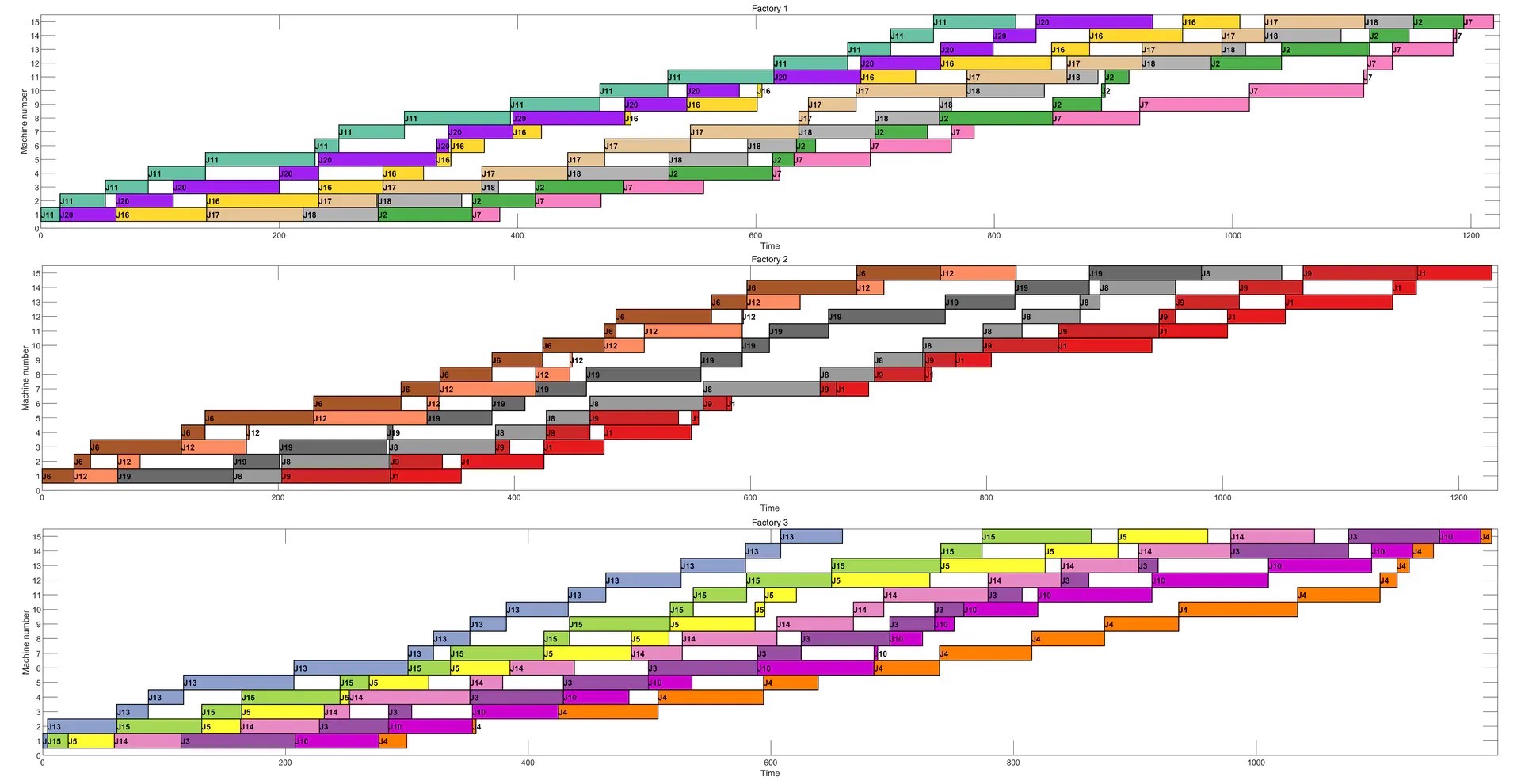
利用蜣螂优化(DBO)算法求解分布式置换流水车间调度问题(Distributed permutation flow-shop scheduling problem, DPFSP) 其中:main.m是主函数运行即可;DBO.m是算法的代码;color_selection用于获得甘特图的颜色配置;gantt_chart.m绘制每个工厂的甘特图;objective.m是目标函数,即计算每个工厂的Makespan并取最大值;sorting.m根据每个工厂调度方案计算每台机器任意时刻的加工信息(开始时间、结束时间、工件号、机器号), 用于绘制甘特图;调度测试集使用Rec 输出结果包括:总的Makespan、每个工厂的工件分配情况和工件排序、计算时间、最优适宜度收敛曲线、平均适宜度收敛曲线、每个工厂中的甘特图 利用DBO得到的20工件×15机器、3工厂的调度结果甘特图演示如下(随机运行一次的结果):
在制造业的复杂世界里,调度问题就像一道道待解的谜题,影响着生产效率和成本。今天咱就来唠唠如何利用蜣螂优化(DBO)算法求解分布式置换流水车间调度问题(DPFSP)。
一、整体架构与关键文件
- 主函数 main.m
这个文件就像是总指挥,运行它就开启了整个求解的旅程。只需要简单运行这个主函数,就能触发后续一系列操作,启动DBO算法,对给定的调度测试集进行处理。
matlab
% main.m 简单示例结构
% 初始化参数
param = initialize_parameters();
% 调用DBO算法
result = DBO(param);
% 处理结果,输出相关数据
process_result(result); 这里的initializeparameters**函数负责设置算法所需的参数,比如种群大小、迭代次数等。DBO函数就是我们的核心算法部分,process result函数则负责处理得到的结果并输出我们期望的各项数据。
- 算法核心 DBO.m
这是整个求解过程的大脑,DBO算法的具体实现就在这里。它模拟蜣螂的行为,通过不断地搜索和优化,找到DPFSP的较优解。
matlab
function [best_solution, best_fitness] = DBO(param)
population = initialize_population(param.population_size, param.problem_size);
for iter = 1:param.max_iterations
% 计算适应度
fitness = calculate_fitness(population, param);
% 更新最优解
[best_solution, best_fitness] = update_best(population, fitness);
% 蜣螂移动操作
population = move_dung_beetles(population, fitness, param);
end
end在这段代码里,首先初始化种群,然后在每一次迭代中,计算种群中每个个体的适应度,依据适应度更新最优解,接着模拟蜣螂移动来更新种群,通过多次迭代逐步找到更优解。
- 颜色配置 color_selection
它的作用是为甘特图挑选合适的颜色配置,让我们的甘特图更加直观美观。虽然代码相对简单,但却不可或缺。
matlab
function colors = color_selection(num_colors)
colors = hsv(num_colors);
end这里简单地使用hsv函数生成了num_colors种不同的颜色,这些颜色将用于区分甘特图中不同的工件或任务。
- 甘特图绘制 gantt_chart.m
这个文件负责绘制每个工厂的甘特图,让我们能直观地看到每个工厂中工件的加工顺序和时间安排。
matlab
function gantt_chart(scheduling_info, colors)
% 解析调度信息
start_times = scheduling_info.start_times;
end_times = scheduling_info.end_times;
job_nums = scheduling_info.job_nums;
machine_nums = scheduling_info.machine_nums;
figure;
for i = 1:length(job_nums)
barh(machine_nums(i), end_times(i)-start_times(i), 'FaceColor', colors(job_nums(i),:));
set(gca, 'YDir', 'reverse');
hold on;
end
% 设置坐标轴标签等
xlabel('Time');
ylabel('Machine');
end代码中从调度信息里提取开始时间、结束时间、工件号和机器号,然后利用barh函数绘制甘特图,每一个矩形条代表一个工件在某台机器上的加工时段,颜色由之前配置好的颜色数组来确定。
- 目标函数 objective.m
它的任务是计算每个工厂的Makespan并取最大值,这是衡量调度方案优劣的关键指标。
matlab
function makespan = objective(scheduling_solutions)
factory_makespans = zeros(1, length(scheduling_solutions));
for i = 1:length(scheduling_solutions)
factory_solution = scheduling_solutions{i};
% 计算每个工厂的Makespan
factory_makespans(i) = calculate_factory_makespan(factory_solution);
end
makespan = max(factory_makespans);
end这里先初始化一个数组来存储每个工厂的Makespan,然后遍历每个工厂的调度方案,计算其Makespan,最后返回所有工厂Makespan中的最大值。
- 数据整理 sorting.m
这个文件根据每个工厂调度方案计算每台机器任意时刻的加工信息,为绘制甘特图提供数据支持。
matlab
function scheduling_info = sorting(scheduling_solutions)
scheduling_info.start_times = [];
scheduling_info.end_times = [];
scheduling_info.job_nums = [];
scheduling_info.machine_nums = [];
for i = 1:length(scheduling_solutions)
factory_solution = scheduling_solutions{i};
% 提取每台机器的加工信息
[start, end, job, machine] = extract_machine_info(factory_solution);
scheduling_info.start_times = [scheduling_info.start_times; start];
scheduling_info.end_times = [scheduling_info.end_times; end];
scheduling_info.job_nums = [scheduling_info.job_nums; job];
scheduling_info.machine_nums = [scheduling_info.machine_nums; machine];
end
end代码中先初始化存储加工信息的变量,然后遍历每个工厂的调度方案,从方案中提取每台机器的开始时间、结束时间、工件号和机器号等信息,整理后返回,以便后续绘制甘特图使用。
二、调度测试集与结果输出
我们使用Rec作为调度测试集,这个测试集为我们的算法提供了实际的测试场景。
- 结果输出内容
- 总的Makespan :这是衡量整个调度方案优劣的最重要指标,通过
objective.m文件计算得出。 - 每个工厂的工件分配情况和工件排序 :这些信息能让我们清楚了解每个工厂承担了哪些工件的加工以及加工顺序。
- 计算时间 :可以帮助我们评估算法的效率,看它在求解问题时花费了多长时间。
- 最优适宜度收敛曲线、平均适宜度收敛曲线 :这两条曲线展示了算法在迭代过程中的收敛情况,帮助我们分析算法的性能。
- 每个工厂中的甘特图 :如前文
gantt_chart.m所述,以直观可视化的方式呈现每个工厂的生产进度。
- 总的Makespan :这是衡量整个调度方案优劣的最重要指标,通过
比如下面是一个简单的20工件×15机器、3工厂的调度结果甘特图演示(随机运行一次的结果):
此处可以插入甘特图图片
通过上述的代码实现和结果分析,我们可以看到利用蜣螂优化(DBO)算法在求解分布式置换流水车间调度问题上展现出了强大的能力,从复杂的调度测试集中找到较优的调度方案,为实际生产提供了有价值的参考。