在汽车电子领域,零缺陷 是芯片制造的最高追求。作为汽车电子元件的通行证标准,AEC-Q100提出了一套极为严格的认证体系,其中过程平均测试 作为其核心统计方法,成为筛选异常元件、保障汽车电子可靠性的关键技术。PAT可分为静态PAT (Static PAT,SPAT)与动态PAT(Dynamic PAT,DPAT),两者共同构建起多层级的质量防护网。
1. PAT概述:汽车电子零缺陷的守护者
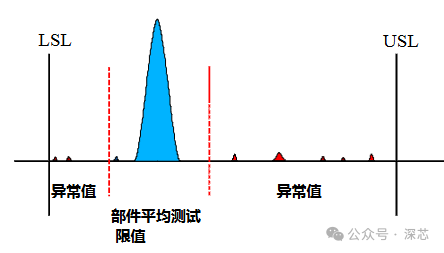
过程平均测试是一种基于统计的方法,旨在从半导体产品中剔除具有异常特性的部件(异常值)。这种方法通过对特定零件的电气测试结果进行统计分析,建立独特的测试极限,从而识别并移除那些参数在统计上与典型部件不同的部件。
在汽车电子领域,传统消费电子芯片的缺陷率大约在100-300 PPM(百万分之一),而汽车芯片要求缺陷率为零 。这种极高的质量标准使得PAT不再是可选项,而是必须严格执行的强制性要求。PAT的核心价值在于它能够在零件制造过程中尽可能早地识别异常零件,最好是在晶圆测试阶段就进行剔除,从而大幅降低后期故障分析和客户服务成本。
- Robust Mean 和 Robust Sigma
统计数据是在排除异常数据后计算得出的。异常数据通常被定义为偏离主分布均值超过6个标准差的数据。
Robust Mean = Q2 中位数
若样本量为奇数, 则Q2(四分位数2)为中间数据点; 若样本量为偶数, 则Q2 为中间两个数据点的平均值。
Robust Sigma = (Q3 - Q1) / 1.35
对于样本量少于20的情况, 1.35 这个数值并不精确。Q1是排序数据中四分之一处的点,Q3 是排序数据中四分之三处的点
3. 静态PAT:建立质量基准的基石
3.1 SPAT的基本原理
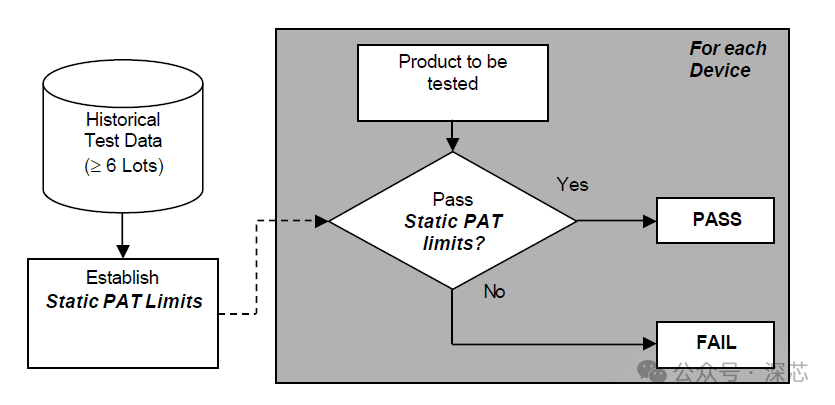
静态PAT是根据历史生产数据建立固定测试极限的方法。它基于一个基本假设:在稳定的生产过程中,产品参数应服从特定的统计分布,超出该分布特定范围的个体即为异常值。
SPAT限值的建立需要收集至少六个批次的测试数据,这些批次必须已经通过了器件规格书中规定的测试限值。从每个批次中至少30个零件中随机选择测试数据,确定每次测试的稳健平均值和西格玛值。如果测试数据是晶圆级数据,则需要从每个晶圆不同区域的至少5个Die中选择数据(每个批次至少30个Die)。
3.2 SPAT限值的设定方法
Static PAT Limits = Robust Mean ± 6 Robust Sigma
3.3 SPAT的维护与更新
SPAT并非一成不变,它需要定期审核和更新:
-
根据生产的前6个月或至少8个晶圆批次的当前数据审核和更新静态PAT限值
-
6个月后,每半年对静态PAT限值进行一次评审
-
当晶圆级设计变更、Die收缩或工艺变更时,必须建立新的PAT限制
4. 动态PAT:实时质量监控的精益之道
4.1 DPAT的基本原理与优势
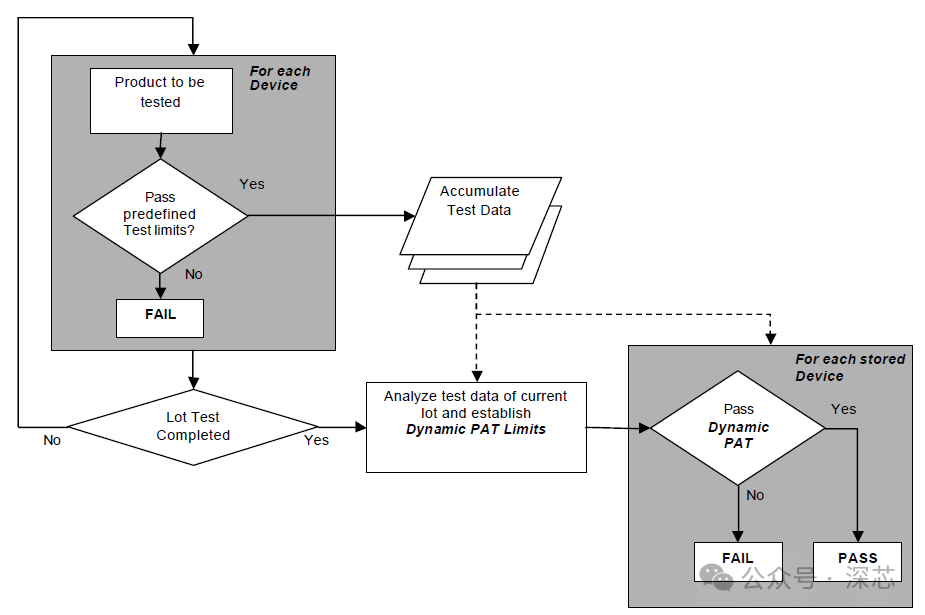
动态PAT是SPAT的进阶版本,它不再依赖历史数据,而是根据当前测试批次的数据动态建立测试极限。DPAT的最大优势在于它能够适应批次间的自然变异,提供更严格且更贴合实际生产状况的质量控制。
DPAT的优先级高于SPAT,因为它参考的总体与被测试部件完全相同。这种方法可以提供更严格的限制,而不会导致合格零件被误判,因为它考虑了批次对批次的变化,不会受到历史数据中特殊变异的影响。
4.2 DPAT的实施流程
DPAT的实施遵循以下步骤:
-
使用SPAT限值对当前批次进行初步测试
-
基于已通过测试的当前批次零件数据建立动态限值
-
应用动态限值对批次中剩余产品进行测试
-
持续监控和调整限值
对于不能在最后阶段保持可追溯性的器件,应用动态PAT将需要对迄今为止通过的单元进行重新测试。这在实施上带来了一定挑战,但也体现了DPAT的严谨性。
Dynamic PAT Limits = Robust Mean ± 6 Robust Sigma
4.3 DPAT的特殊实施变体
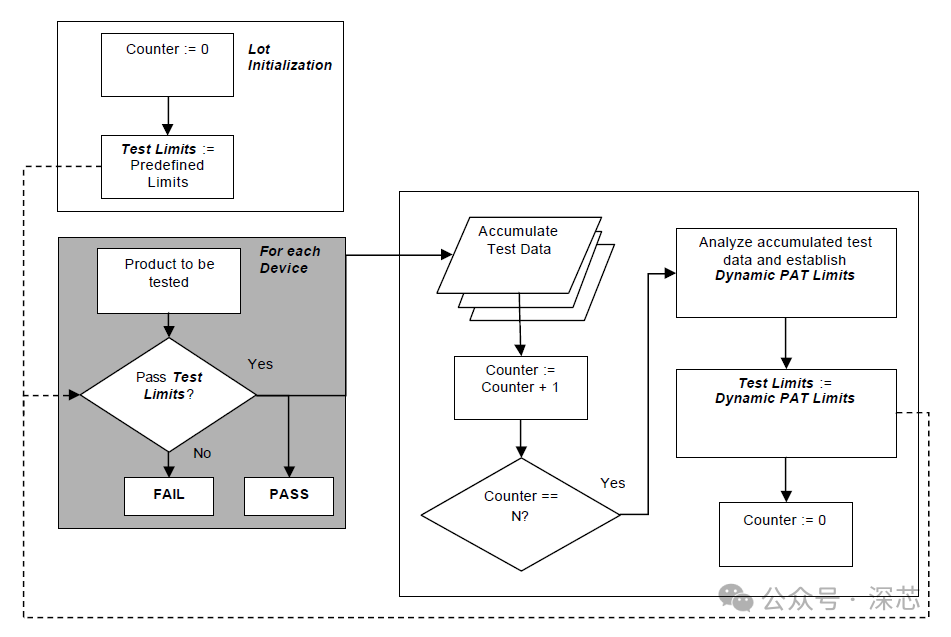
AEC-Q001指南还提供了DPAT的特殊实施方法,特别是针对那些不能保持完整可追溯性的封装后产品。其中一种变体方案是:
-
使用静态PAT限制测试预定义的N个单元
-
利用生成的数据建立批次特定的PAT限值
-
将这些新生成的限值作为测试标准应用于剩余样本
-
当测试数量再次达到N时,重复分析过程
这种方法有效地解决了在封装后阶段实施动态质量控制的难题。
5. SPAT与DPAT的协同应用
5.1 测试项目的覆盖范围
PAT(包括SPAT和DPAT)应覆盖所有重要的电气测试项目,主要包括:
-
引脚漏电流测试
-
待机模式下的电源电流
-
IDDQ测试(Direct Drain Quiescent Current)
-
输出击穿电压、输出漏电流、输出电流驱动、输出电压
-
过电压应力测试
-
低电平输入电流,高电平输入电流,低电平输出电压,高电平输出电压
-
传播延迟或输出响应时间,上升/下降时间
5.2 扩展工作条件测试
除了常规测试外,PAT还可应用于扩展工作条件测试,即超出器件规格要求的测试,如:
-
低温/高温环境下的测试
-
低/高压工作条件
-
高电压下的保压时间
-
高于/低于规格要求的工作频率
-
功率器件的安全运行能力验证
这些扩展测试的唯一限制是必须证明不会对零件的可靠性产生不利影响,其可靠性可通过AEC-Q100规定的电气合格测试来验证。
结论
SPAT和DPAT作为AEC-Q100认证体系中的核心统计方法,代表了汽车电子行业对零缺陷质量标准的执着追求。SPAT奠定了质量基准,而DPAT则实现了实时质量监控,两者共同构建起汽车电子元件的质量保障体系。