
一、项目应用背景
某新能源商用车制造基地,在总装车间智能化输送线项目中,产线采用 "中央主控 + 分区执行" 的分布式控制架构。
· 中央控制系统:采用罗克韦尔 ControlLogix L73 PLC ,基于 EtherNet/IP 协议。作为整线 "大脑",负责整体生产节拍调度、AGV 调度指挥、全线安全联锁控制,以及总装工艺数据的下发与汇总。
· 分区执行单元:底盘装配、上装合装、内饰装配等关键区域,分别由多台三菱 iQ-R R04CPU PLC 独立管控,各区域采用 CCLink IE 总线连接本地伺服、滑撬输送设备和质量检测传感器。
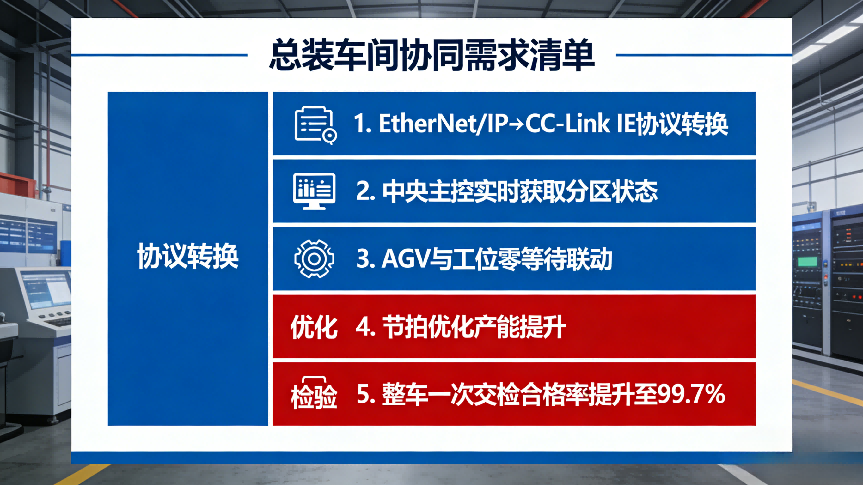
改造前,项目面临四大核心痛点:
-
协议孤岛,协同受阻:EtherNet/IP 与 CCLink IE 原生不兼容,中央主控无法实时获取各分区设备的 "就绪 / 忙 / 故障" 状态信号,导致 AGV 小车与装配工位错位,常出现 "车等工位" 或 "工位等车" 的无效等待,严重影响生产效率。
-
节拍失控,交付压力大:新能源物流车订单交付周期紧,由于各分区节拍无法通过中央系统精准对齐,导致整车合装工序频繁拥堵,生产线平衡率不足,难以达成月度产能目标。
-
运维割裂,效率低下:运维团队需分别通过 Studio 5000 和 GX Works3 两个独立平台监控两套系统,一旦出现联动故障,跨系统排查耗时极长(平均 >3 小时),延误生产恢复。
-
信号干扰,数据丢包:总装车间电动工具、悬挂链输送机密集,电磁干扰强,传统硬接线交互信号不稳定,导致误触发急停或指令执行错误,存在安全隐患。
二、系统架构与数据交互
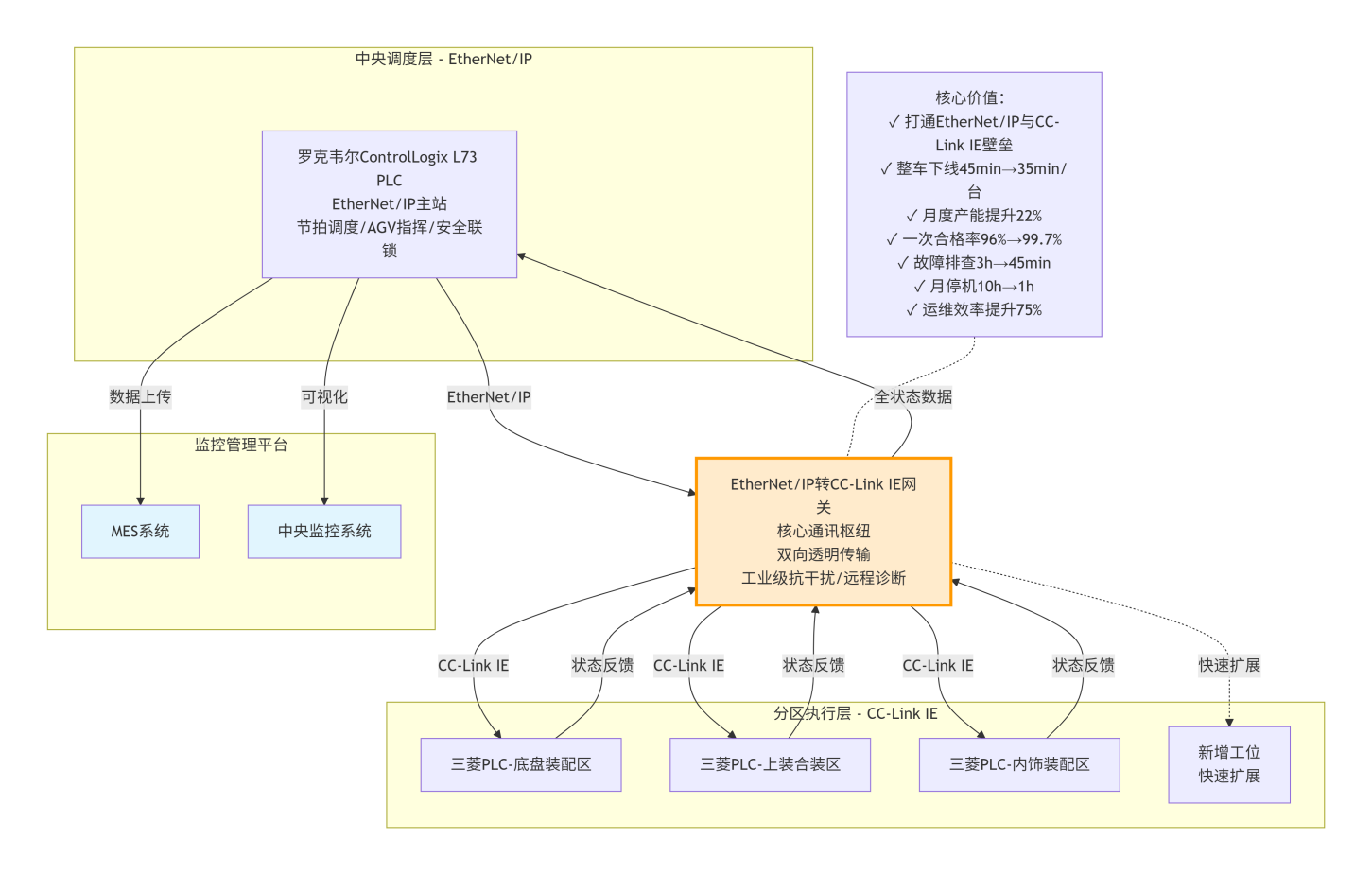
项目引入 EtherNet/IP 转 CCLink IE 协议转换网关,构建稳定的三层协同架构,不改动原有 PLC 硬件与核心程序。
1. 系统拓扑架构
· 上层(调度层):罗克韦尔 ControlLogix PLC(EtherNet/IP 主站),坐镇中央,统筹全局。
· 中层(转换层):协议转换网关,作为核心通讯枢纽,部署在各分区控制柜旁,实现协议的无缝翻译与中转。
· 下层(执行层):三菱 iQ-R PLC(CCLink IE 从站),负责本区域内的滑撬升降、机械手抓取、扭矩枪数据采集等具体执行动作。
2. 核心数据交互逻辑
系统实现指令与数据的双向透明传输:
· 下行控制指令:罗克韦尔 PLC 根据总装计划,下发 "AGV 到达指令、工位解锁信号、装配工艺参数" 等,经网关转换为 CCLink IE 协议,精准转发至对应分区的三菱 PLC,指挥设备动作。
· 上行状态反馈:三菱 PLC 实时采集 "设备运行状态、滑撬位置、扭矩数据、故障报警" 等信息,经网关转换为 EtherNet/IP 格式,回传至罗克韦尔 PLC 和上位机 MES 系统,实现全链路可视化。
三、系统运行与应用效果
系统稳定运行后,彻底解决了节拍与协同问题,实现了智能化升级:
-
节拍同步,产能跃升:通过中央系统对全产线的实时监控与调度,消除了设备等待时间。AGV 小车与装配工位实现零等待联动,整车下线节拍从 45 分钟 / 台优化至 35 分钟 / 台,月度产能提升 22%。
-
数据互通,质量可控:所有装配扭矩、拧紧数据通过网关实时汇总至罗克韦尔 PLC,实现了生产数据的全追溯。因装配不同步导致的漏装、错装问题基本杜绝,整车一次交检合格率从 96% 提升至 99.7%。
-
运维高效,故障速解:管理人员只需在罗克韦尔监控界面即可查看全系统状态,网关具备的远程诊断功能将平均故障排查时间从 3 小时缩短至 45 分钟以内,运维效率提升 75%。
-
抗干扰强,安全稳定:网关内置工业级隔离与抗干扰设计,在强电磁环境中保持零丢包、不误动作,非计划停机时间每月从 10 小时降至 1 小时以内,保障了 24 小时连续生产。

四、项目核心应用价值
-
实现跨协议大一统:成功连接欧系主控与日系执行系统,打破协议壁垒,构建了统一的智能化生产指挥中枢。
-
保障柔性生产:无需重构现有 PLC 系统,仅通过网关即可灵活调整产线布局和新增工位,完美适配新能源汽车多车型、小批量的混线生产模式。
-
降本增效,资产保值:最大化保留原有设备投资,大幅降低硬件改造和软件重构成本,同时通过提升产能和合格率,直接创造显著经济效益。
-
提升数字化水平:为车间 MES 系统提供了完整、实时的数据底座,为后续的工艺优化和智能制造升级提供了坚实的数据支撑。