

这是一份为F-35隐身战斗机量身定制的机器人与自动化产线机械、电气、软件及整体布局方案设计书。
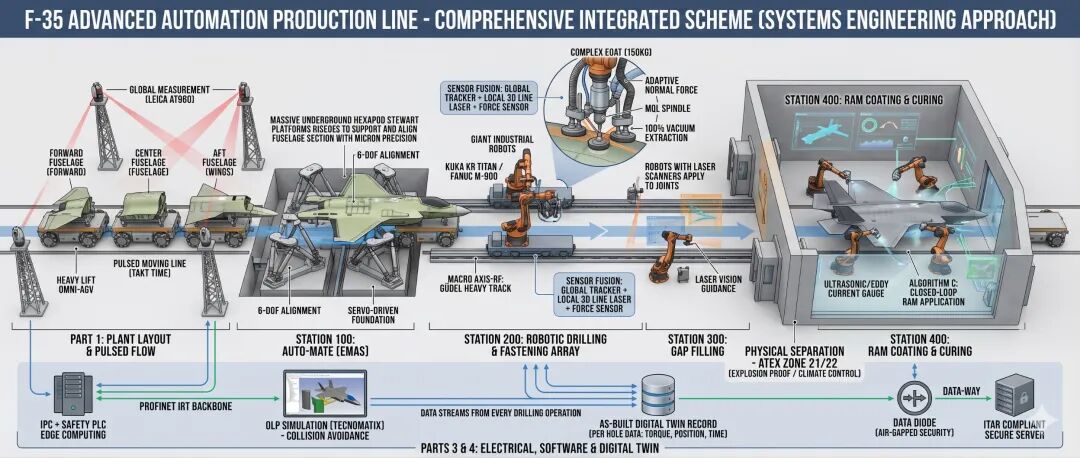
本设计严格遵循"系统工程"方法论,将顶级航空制造需求转化为具体的技术落地路径。
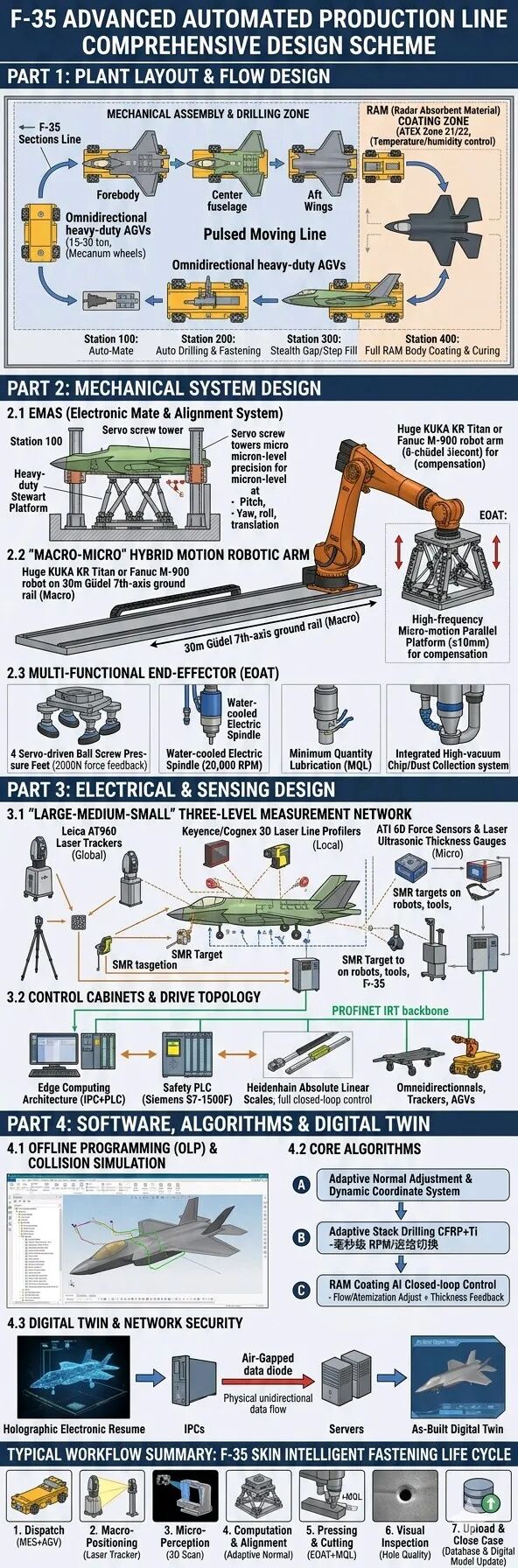
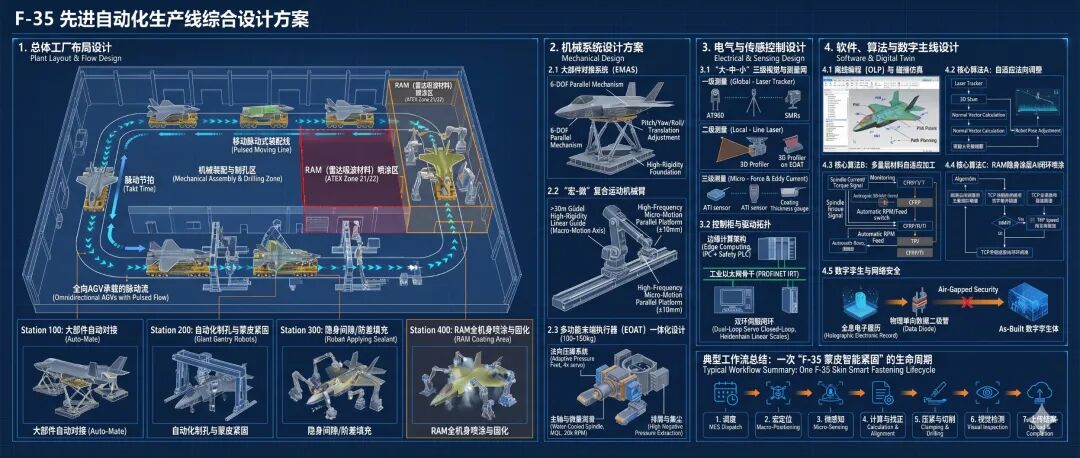
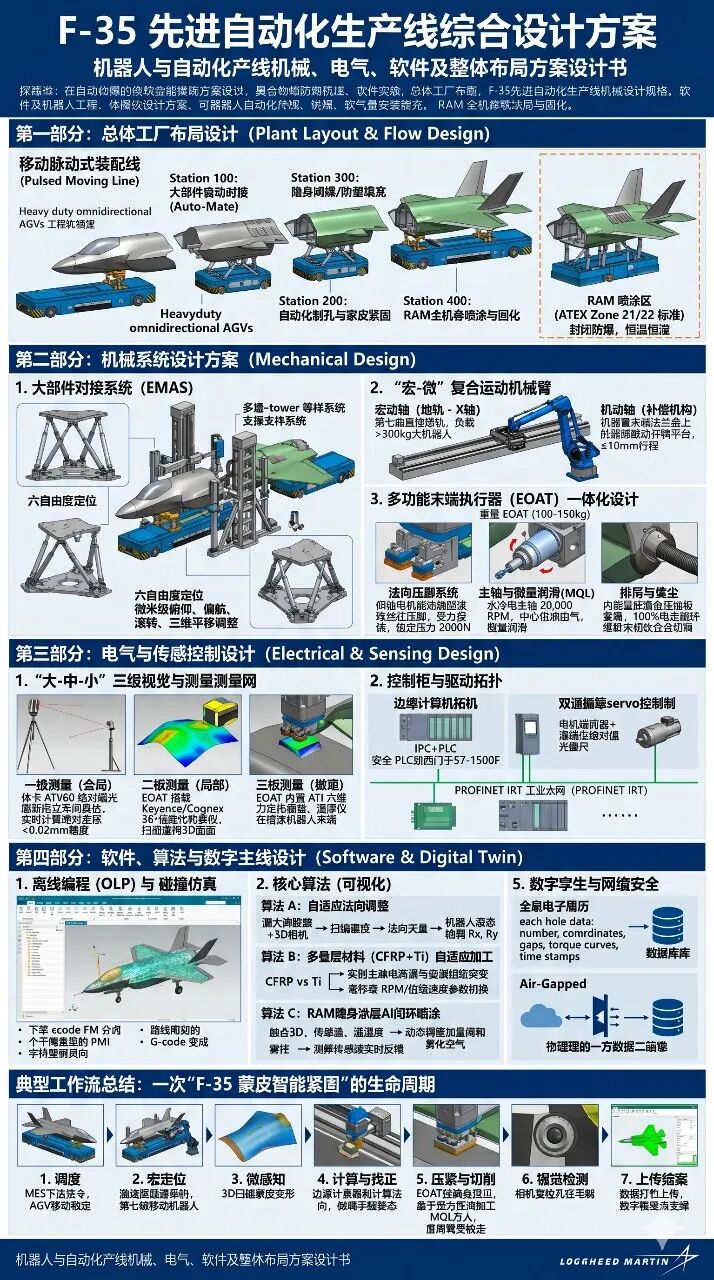
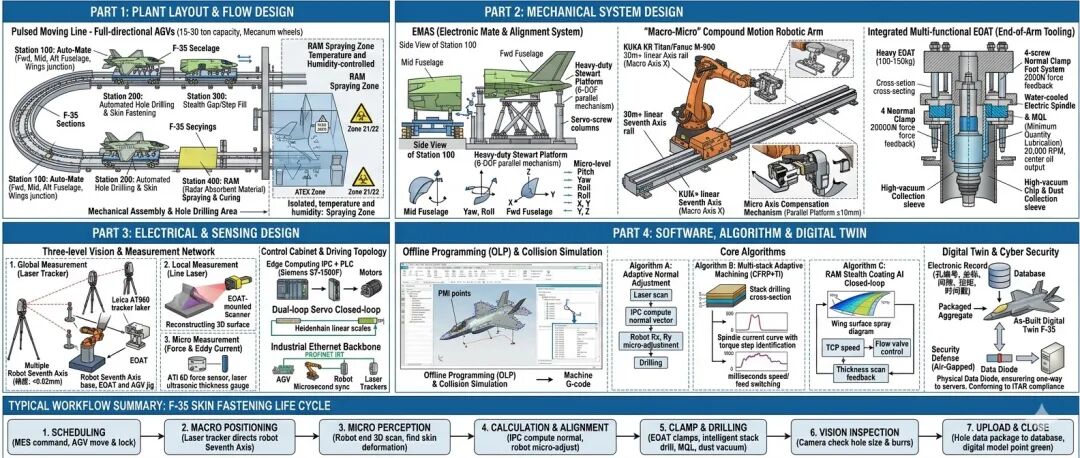
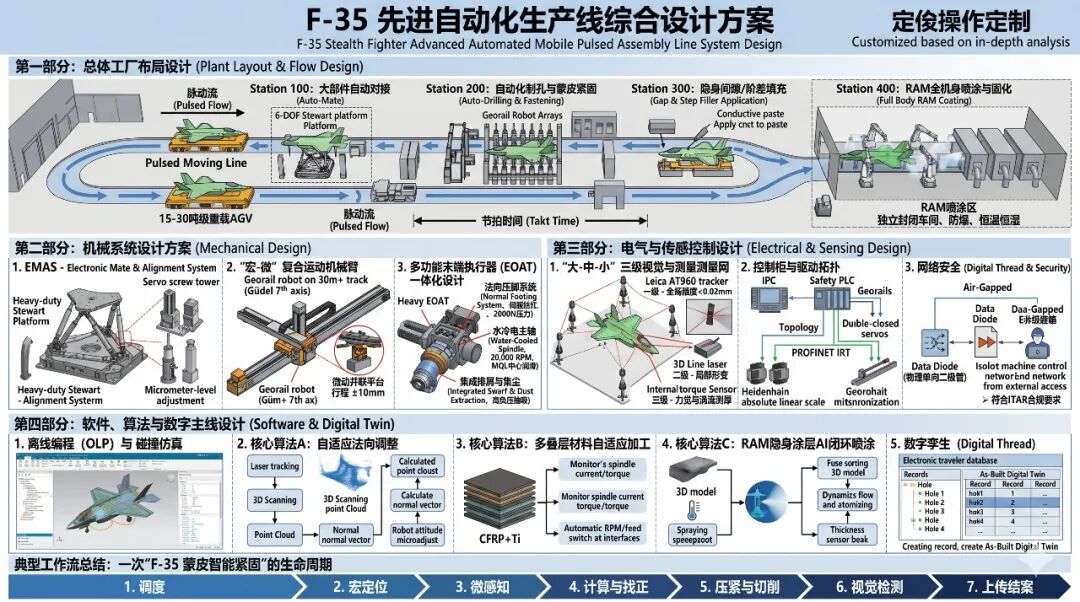
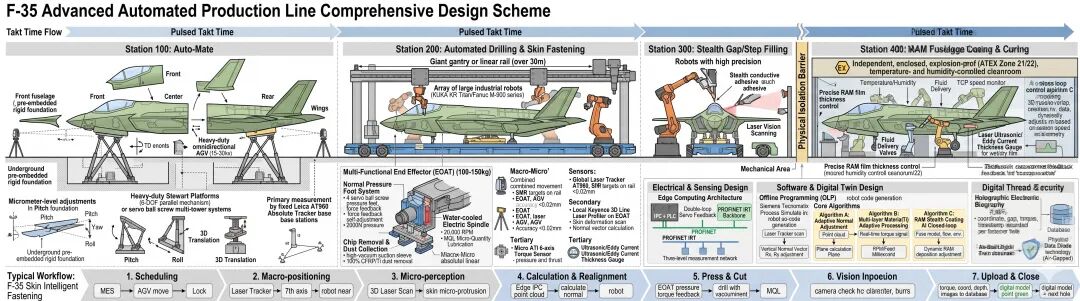
F-35 先进自动化生产线综合设计方案
第一部分:总体工厂布局设计 (Plant Layout & Flow Design)
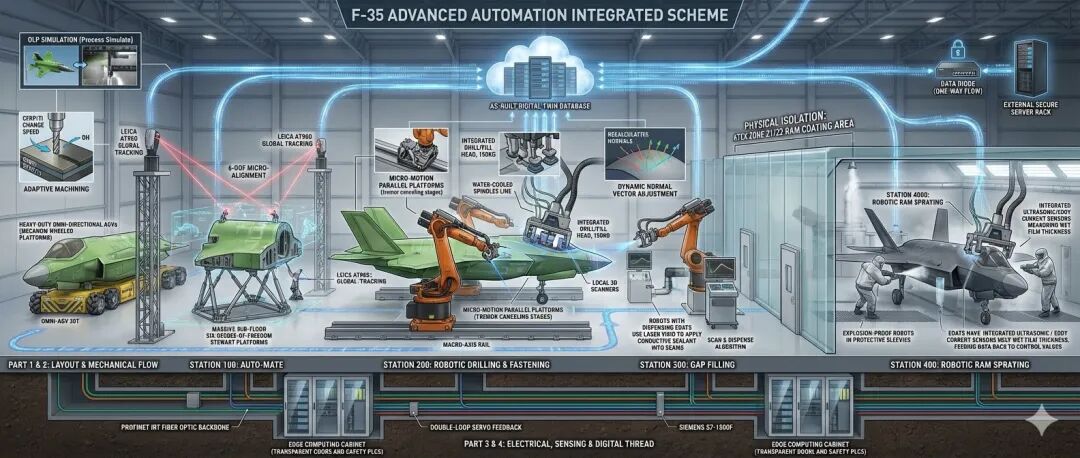
为了满足F-35大批量、高节拍(每年数百架)的生产要求,产线告别传统的"固定站位"装配,采用"移动脉动式装配线(Pulsed Moving Line)"。
- 产线空间拓扑结构
全向AGV承载的脉动流: 飞机的主干(前机身、中机身、后机身、机翼)由重载全向AGV(如15-30吨级,麦克纳姆轮或多舵轮系统)承载,沿着车间的U型或直线型工位按设定的"脉动节拍(Takt Time)"移动。
物理隔离: 产线分为"机械装配与制孔区"与"RAM(雷达吸波材料)喷涂区"。喷涂区因涉爆、涉密且对温湿度极度敏感,采用高等级防爆、恒温恒湿的独立封闭车间(ATEX Zone 21/22标准)。
- 关键工位(Stations)划分
Station 100:大部件自动对接(Auto-Mate)。 前、中、后机身通过六自由度定位平台汇合。
Station 200:自动化制孔与蒙皮紧固。 分布在两侧的巨型地轨机器人阵列对合拢后的机身进行连续制孔与盲孔锪窝。
Station 300:隐身间隙/阶差填充。 机器人使用激光视觉扫描接缝,并自动挤出/刮平隐身导电胶。
Station 400:RAM全机身喷涂与固化。 多机器人协同作业,精准控制喷涂膜厚。
第二部分:机械系统设计方案 (Mechanical Design)
- 大部件对接系统(EMAS - Electronic Mate & Alignment System)
硬件构成: 在对接工位地下预埋极高刚性的地基。采用**重载Stewart平台(六自由度并联机构)**或基于定制伺服丝杠的多塔柱支撑系统。
工作机制: AGV将中机身驶入预定位置并锁止,六自由度平台托举前机身和机翼。通过千斤顶上的高精度滚珠丝杠实现微米级的俯仰(Pitch)、偏航(Yaw)、滚转(Roll)和三维平移调整。
- "宏-微"复合运动机械臂
宏动轴(X轴 - 地轨): 采用总长超30米的高刚度直线导轨(如Güdel重型第七轴),搭载大负载工业机器人(如KUKA KR Titan或Fanuc M-900系列,负载>500kg)。
微动轴(补偿机构): 机器人第六轴法兰盘与执行器之间,设计一个高频微动并联平台(行程±10mm),用于抵消宏大机械臂悬垂时的低频微小抖动,确保钻孔中心不漂移。
- 多功能末端执行器(EOAT)一体化设计
为制孔工位设计的重型EOAT(重约100-150kg)内部高度集成:
法向压脚系统: 4个由伺服电机驱动的微型滚珠丝杠压脚。在接触蒙皮时,通过受力反馈自适应调整姿态,以设定压力(如2000N)压紧蒙皮与骨架,防止钻头穿透瞬间碳纤维分层。
主轴与微量润滑(MQL): 采用水冷电主轴(最高20,000 RPM)。中心出油出气(MQL),每次喷射仅几微升的航空环保润滑油,避免液体污染蒙皮影响后续隐身涂料附着。
排屑与集尘: EOAT内部集成高负压抽吸套筒,钻削时100%吸走碳纤维粉末和钛合金切屑,防止划伤隐身涂层和引发短路。
第三部分:电气与传感控制设计 (Electrical & Sensing Design)
- "大-中-小"三级视觉与测量测量网
一级测量(全局 - 激光跟踪仪): 车间高处或固定基准塔安装多台徕卡(Leica)AT960绝对激光跟踪仪。机器人第七轴底座、末端EOAT以及AGV承载的飞机夹具上均安装SMR(靶球)。激光跟踪仪实时计算机器人实际TCP在全局坐标系中的绝对坐标(精度<0.02mm)。
二级测量(局部 - 线激光): EOAT搭载Keyence或Cognex 3D线激光轮廓仪,用于扫描紧固件周围的蒙皮形变,重构出待加工区域的实际3D曲面,提供法向找正数据。
三级测量(微观 - 力觉与涡流): EOAT内置ATI六维力矩传感器(监测压脚压力和钻头推力)。喷涂机器人末端集成激光超声波或涡流测厚仪,实现湿膜/干膜厚度的实时检测。
- 控制柜与驱动拓扑
边缘计算架构: 电气柜采用 IPC(工业PC)+ PLC 架构。IPC运行复杂的点云处理和轨迹补偿补偿算法;安全PLC(如西门子S7-1500F)负责安全互锁。
双环伺服闭环: 除了电机尾部编码器,地轨及关键关节外挂海德汉(Heidenhain)绝对值光栅尺,彻底消除反向间隙(Backlash),形成全闭环控制网络。
工业以太网骨干: 采用PROFINET IRT,保证AGV位置、激光跟踪仪坐标、机器人关节角度数据的微秒级同步刷新。
第四部分:软件、算法与数字主线设计 (Software & Digital Twin)
软件是F-35生产线区别于普通产线的"灵魂"。
- 离线编程 (OLP) 与 碰撞仿真
工具: 选用 Siemens Tecnomatix Process Simulate。
流程: 将飞机最新设计状态的三维模型(包含数以万计的PMI坐标点)导入。软件自动规划机器人在各孔位之间的最优路径(规避奇点),生成底层的机床G代码或机器人语言,打包下发至产线。
- 核心算法A:自适应法向调整与"动态坐标系"算法
当飞机就位后,由于自重和对接应力,孔位理论CAD坐标已不准。
运行逻辑:
激光跟踪仪测出当前区域的实际宏观坐标原点偏移。
机器人移动至目标孔上方100mm处。
开启局部3D相机,扫描蒙皮表面,生成几万个点云数据。
算法计算出当前微小曲面的最优切面,计算出与该切面绝对垂直的法向矢量(Normal Vector)。
机器人微调姿态(Rx, Ry),使钻孔主轴与法向量重合,随后压脚下压、制孔。
- 核心算法B:多叠层材料(CFRP+Ti)自适应加工算法
F-35存在大量"碳纤维-钛合金"叠层钻孔(Stack Drilling)。
运行逻辑: 钻头切入碳纤维时需要高转速、低进给;切入下方钛合金时需要低转速、高进给。算法实时读取主轴电流(推力/扭矩信号),一旦识别出扭矩阶跃(钻头从碳纤维跨越到钛合金界面),在毫秒内自动切换主轴RPM和进给速度。
- 核心算法C:RAM隐身涂层AI闭环喷涂算法
算法融合三维模型数据、喷涂重叠率、温湿度传感器数据。
动态调整: 如果机器人在机翼根部复杂曲面处TCP速度减慢,算法瞬间成比例降低流量阀(Fluid Delivery Valve)的输出并调整雾化整形空气,确保单位面积的RAM材料沉积量保持恒定。喷涂后,测厚传感器跟进扫描,将偏差值反馈给下一道喷涂工序进行"补足"。
- 数字孪生与网络安全 (Digital Thread & Security)
全息电子履历: IPC每秒抓取高频数据。每个紧固件孔将生成一条专属记录(包含:孔编号、实测坐标、表面间隙值、钻孔扭矩曲线、操作时间戳)。这些数据打包进数据库,最终形成随这架F-35伴生的As-Built数字孪生体。
安全防御(Air-Gapped): 采用物理单向数据二极管(Data Diode)技术。机台控制网向服务器发送生产数据是单向流动的,物理上彻底阻断来自外部网络入侵工业控制网络、篡改加工程序的可能性,符合美国国防部ITAR合规要求。
典型工作流总结:一次"F-35 蒙皮智能紧固"的生命周期
以侧机身某隐身蒙皮的一组固定孔为例,机器人的行为序列如下:
调度: MES下达指令,AGV将机身移动至Station 200并锁定。
宏定位: 激光跟踪仪寻的,指挥第七轴将地轨机器人移动至大概位置(误差<1mm)。
微感知: 机器人末端3D线激光扫描该区域,发现蒙皮有0.3mm微小突起变形。
计算与找正: 边缘计算IPC根据点云重新计算局部法向,机器人瞬间微调手腕姿态,实现真正的垂直对应。
压紧与切削: EOAT压脚以恒定压力自适应贴合曲面;钻头启动,基于受力反馈智能穿越碳纤维和钛合金层,MQL微量润滑介入,废屑被真空抽走。
视觉检测: 钻孔完毕,相机复检孔径与孔内壁毛刺状况。
上传结案: 本次钻孔的扭矩、坐标、深度、影像打包上传至机型数据库,数字模型该点变绿。转入下一个孔。
通过上述系统级、机械、电气与软件算法的极限耦合,洛克希德·马丁才能确保每一架F-35驶下脉动生产线时,其表面公差、隐身性能和结构强度都能达到统一的、近乎苛刻的第五代战机标准。