激光电弧复合焊接过程中不锈钢与铝合金两种典型基材的熔池演化、熔滴过渡及飞溅动力学使用千眼狼(Revealer)高速相机S1315以1280×1024 @5000fps观测。
1、实验背景
激光及激光电弧复合焊接过程中,熔池行为受热输入、材料热物性及蒸发作用等多因素耦合影响,其演化过程具有显著的瞬态性与不稳定性。熔池形态、流动状态及飞溅行为直接影响焊缝成形质量与缺陷形成。
由于该过程时间尺度短、空间尺度小,传统实验分析方法难以获取关键过程信息,基于高速相机 的高速成像技术可为揭示熔池演化机制提供直观的可视化观测手段。
焊接研究所的研究人员针对激光电弧复合焊接过程中熔池状态难以直接观测的问题,引入中科君达视界 自主研发的**千眼狼(Revealer)**高时间分辨率成像技术,对不同基材条件下熔池行为进行对比分析,为飞溅抑制、缺陷控制及工艺窗口优化提供实验依据。
2、实验设备
实验选用千眼狼(Revealer)高速相机系统进行图像采集,主要配置如下:
高速相机选用S1315型号,具有高感光度、短曝光时间与适配长工作距离特征,在1280×1024分辨率下具备15000fps采集能力,实验中以5000fps采样帧率进行采集。光学系统选用100 mm微距镜头并结合增倍镜,以实现对百微米级尺度熔池区域的清晰成像;照明采用脉冲激光光源,引入808 nm窄带滤光片,用于抑制焊接电弧与熔池自身辐射产生的强光干扰,提高熔池边界与流动细节的对比度;高速相机通过三脚架与云台进行稳定支撑,采用F口转接环实现相机与镜头的稳定连接,工作距离为5cm,视场范围约50mm。上述配置在保证成像清晰度同时,实现对熔池区域的稳定观测,满足本次实验基本需求。
3、实验方法
为系统对比铝合金与不锈钢基材在激光电弧复合焊接过程中的熔池动态行为,实验以基材类型为唯一变量,保持焊接热输入、保护气流量等关键工艺参数一致。
实验方法上,首先对成像系统进行视场标定与光路优化,通过微距镜头与增倍镜组合,实现对熔池区域的精确放大与对焦控制。曝光时间压缩至微秒级,结合与照明光源匹配的窄带滤光片,获取高信噪比的熔池瞬态图像。
焊接过程启动后,同步触发高速相机S1315,与焊接电源实现同步启动,统一采用5000 fps采样频率对熔池演化连续记录,以保证熔池形成及演化过程的完整性。
4、实验结果
实验数据处理采用逐帧观察与对比分析方法,可以观察到铝合金基材与不锈钢基材在熔池形貌、流动行为及飞溅特征上的差异;
I. 不锈钢基材:熔池整体呈现出较为规则的椭圆形轮廓,边界清晰且连续,表面波动幅度较小,熔池中心区域亮度较高且分布集中,表明能量输入相对稳定。液态金属流动主要表现为缓慢的表面循环流动,无剧烈扰动现象,这一特征符合不锈钢导热系数低的物理特性,该物理特性限制了热量的横向扩散,使得熔池维持较高的温度梯度和较稳定的几何形态。同时,表面张力梯度变化相对温和,抑制了熔池表面剧烈波动与飞溅行为。
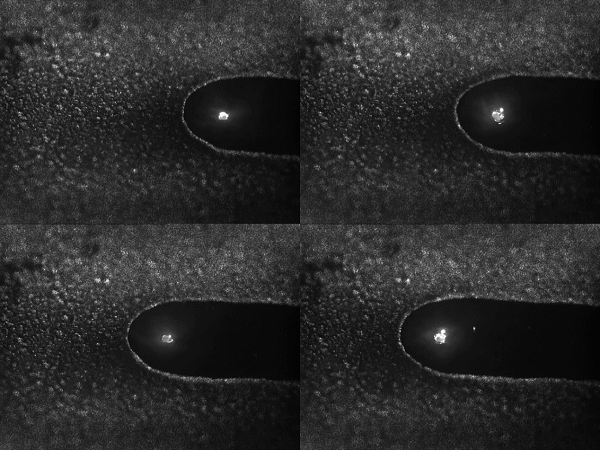
图1 不锈钢基材0.4 ms-100.4 ms-200.4 ms-300.4 ms下熔池演化
II. 铝合金基材:从高速相机捕捉到的序列图像中可观察到熔池边界呈现明显的非规则形态,局部区域出现塌陷现象,熔池表面伴随强烈波动,飞溅颗粒数量明显增加,并呈现出多方向分布特征,表明熔池内部存在剧烈流体扰动与蒸发驱动效应。这一特征主要源自铝合金较高的导热系数,铝合金在高温下蒸发剧烈,产生较大的反冲压力,在压力与表面张力梯度共同作用下,诱导出马兰戈尼对流与不稳定流动结构,最终导致熔池失稳及飞溅增强,呈现出典型的非稳态模式。
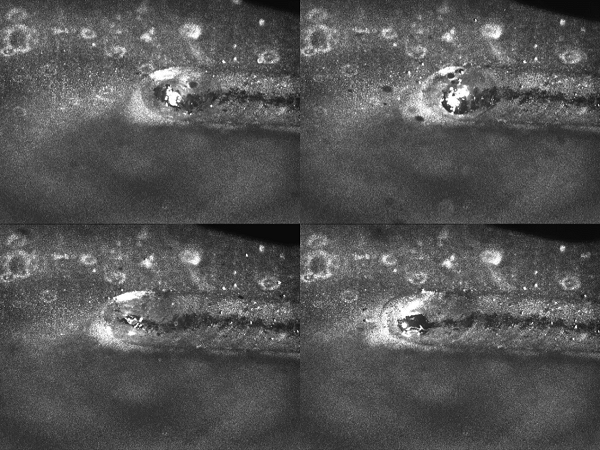
图2 铝合金基材0.4 ms-100.4 ms-200.4 ms-300.4 ms下熔池演化
III. 横向对比:不锈钢熔池受限于低导热与较稳定的表面张力特性,熔池更易维持稳定结构,铝合金由于高导热与强蒸发效应,熔池更易进入不稳定状态。这一差异决定两类材料与工艺优化策略上的不同方向,不锈钢基材更侧重提高效率与熔深,铝合金需重点控制热输入与蒸发行为,以抑制飞溅与缺陷形成。
5、实验结论
I. 本次实验研究基于高速成像 技术,对激光电弧复合焊接熔池动态行为进行了系统观测与分析。结果表明,千眼狼(Revealer)高速相机S1315凭借其高感光度、高时间分辨率、短曝光及良好的光学适配能力等特征,能够满足焊接熔池观测需求,可用于焊接机理研究相关实验中的过程记录与分析工作。
II. 不锈钢基材下的熔池呈现良好的稳定性,其流动模式以缓和对流为主,飞溅现象较弱;铝合金基材由于高导热与强蒸发效应,熔池呈现出明显不稳定特征,飞溅频繁且流动剧烈,说明材料热物性在复合焊接过程中起主导作用。
III. 方法论角度,该实验构建了"高速成像---过程捕捉---机理解析"的研究路径,为优化不同材料的复合焊接工艺参数、抑制飞溅与缺陷、验证数值模型提供了直接的实验支撑,也为新型材料及特殊工艺的工艺开发奠定了可视化分析基础。